再造烟丝切丝风选系统研发与应用评价
2020-07-03宋伟民李春光胡宏帅俎萌萌张俊岭李书芳
宋伟民 肖 辉 李春光 胡宏帅俎萌萌 张俊岭 李书芳
(1. 河南中烟工业有限责任公司技术中心,河南 郑州 450000; 2. 河南中烟工业有限责任公司许昌卷烟厂,河南 许昌 461000)
围绕再造烟叶的特性和应用,烟草行业研究了再造烟叶与烟叶部分物理特性指标的差异[1]及其对切丝与卷制效果的影响[2],探索了再造烟叶制丝过程[3]、使用方式[4]与再造烟叶物理及化学性质变化的关系,分析了再造烟丝形态优选[5]、烟丝掺配均匀性[6]对产品质量的影响;基于再造烟叶特性,构建了再造烟叶制丝工艺流程[7],建立了掺配均匀度测定方法[8-9],研发了再造烟叶机械式松散装置[10]、穿流式回潮机、新型再造烟叶切丝机等装备,改进了再造烟叶丝掺配工艺及装置[11],有效提升了再造烟丝掺配均匀性。
目前,对烟丝长度的调控主要采用定长切丝[12]技术。而造纸法再造烟叶剪切力、拉力明显大于烟叶原有剪切力、拉力,再造烟叶摩擦系数明显小于烟叶原有摩擦系数[1],定长切丝技术在再造烟叶单独切丝过程中易将烟片带出形成跑片,且长度调控不便。因此,试验拟开发一种再造烟丝切丝风选系统,利用快刀盘和慢刀盘的转速差形成“剪切”效应将烟丝切断,通过系统密封和风选风送系统净化除尘,旨在为企业技术改造和质量改进提供借鉴。
1 系统结构
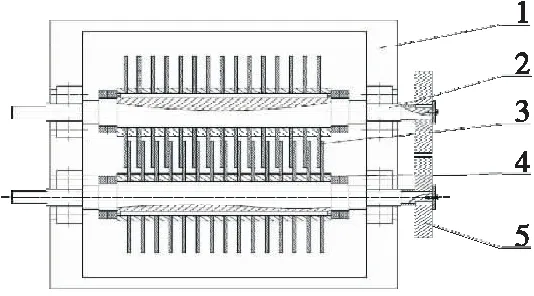
再造烟丝切丝风选系统由再造烟丝输送皮带1、限量辊2、闭风进料器3、切丝装置4、风选器5和切向分离器6等组成(图1)。该设备综合考虑流量控制、结构调控、风选净化、风送防尘等工艺,采用一体化设计,利用再造烟叶强度大、不易造碎的特性,利用快刀盘和慢刀盘的转速差形成“剪切”效应将烟丝切断,通过系统密封和风选风送系统负压,可有效除去生产过程中的粉尘,改善生产环境。该系统通过输送装置将物料均匀送入切丝装置,切丝装置将再造烟丝切断后,通过管道送入风选装置进行风选净化,风选净化后的再造烟丝通过风送送入下道工序进行装箱或进柜。
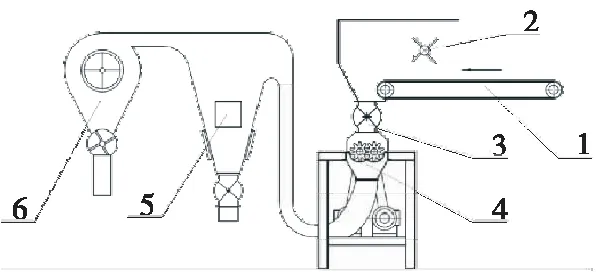
1. 进料皮带 2. 限量辊 3. 闭风进料器 4. 切丝装置 5. 风选器 6. 切向分离器
图1 再造烟丝切丝风选系统结构示意图
Figure 1 Structure diagram of reconstituted cut tobacco cutting-winnowing system
2 系统设置
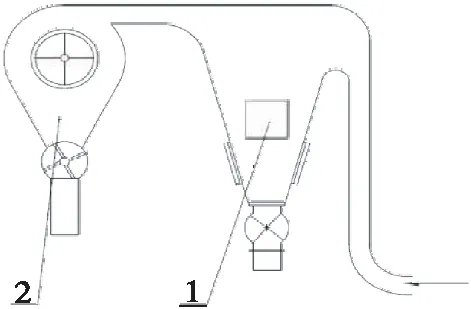
2.1 进料装置
进料装置由输送皮带1、限量辊2和机头3等组成(图2)。输送皮带1宽度为1 000 mm,采用变频电机带动,速度为1.5~3.0 m/s可调;再造烟丝干燥后含水率为11%~13%,且再造烟叶表面的纤维及烟草微粒易脱落形成粉尘,为改善生产环境,在输送皮带1落料口设置机头3,防止物料飘出及限制扬尘,限量辊2安装在落料口后部1.0 m处,通过限量辊2上的靶钉将再造烟丝来料摊平,使烟丝在水平方向上分布均衡,有利于再造烟丝均匀落入进料器。
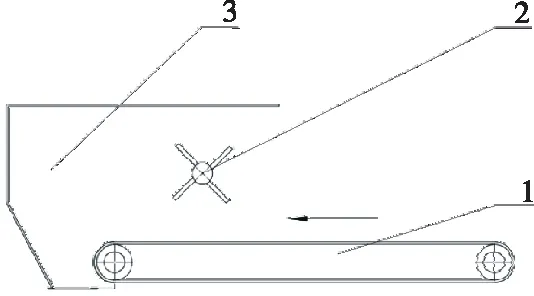
1. 输送皮带 2. 限量辊 3. 机头
2.2 切丝装置
切丝装置由闭风进料器1、刀盘2、框栏3、切丝装置壳体4和机架5等组成(图3)。闭风进料器1是一个由电机带动的十字形落料翻板,用于将物料送入切丝装置壳体4内进行切丝,闭风进料器同时起密封作用,防止切丝过程粉尘飞扬。刀盘2由快刀盘、慢刀盘等组成,快刀盘和慢刀盘分别由变频电机独立带动,通过快刀盘和慢刀盘的转速差形成“剪切”作用,将烟丝切断,通过调整快刀盘和慢刀盘的转速及转速差可以调整加工能力和切丝效果。框栏3安装在刀盘2的下部,框栏3上开有网孔,打断后长度适宜的烟丝通过网孔下落进入风选。切丝装置壳体4用于安置刀盘2,同时密封切丝装置;切丝装置壳体4两侧设有检修门,当需对刀具进行清理或维护保养时,打开检修门取出整个刀盘即可。机架5用于安装切丝装置和电机等。切后烟丝通过方形管道与风选装置相连,通过风力将切断后的再造烟丝送入风选装置进行风选净化。
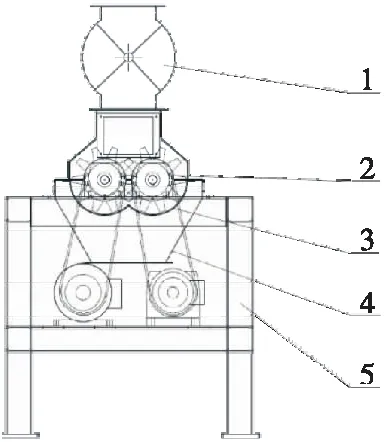
1. 闭风进料器 2. 刀盘 3. 框栏 4. 切丝装置壳体 5. 机架
图3 切丝装置示意图
Figure 3 Diagram of twice-cutting apparatus
2.3 刀盘
刀盘由刀轴2、刀片3、隔套4、框栏(图4)和配重轮5等组成(图5),安装在切丝壳体1内部。刀轴2上开有通槽,通过平键将刀片3、隔套4固定在刀轴2上,刀轴2两侧设有锁紧螺母轴向固定刀片3和隔套4。刀片3为整体式刀片(图6),厚度为5 mm,中心设有圆孔,圆孔内沿设有与平键相匹配的键槽,整体式刀片设计便于安装、维护和保养。相邻刀片间设有隔套4,隔套厚度为2 mm,中心设有轴孔,圆孔内沿设有与平键相匹配的键槽,通过调整刀片3间隔套4的数量可以调整切丝长度。框栏(图4)安装在切丝装置壳体内部,为两个半圆结构,与刀盘外缘密切配合,在框栏上开有网孔,打断后长度适宜的烟丝通过网孔下落进入风选,较长的烟丝通过刀盘带起再次切丝,直至符合要求;配重轮5安装在刀轴2的一端,用于增加刀轴2的动能,有利于增加剪切力,防止卡刀,保证顺利切丝。
2.4 风选装置
风选装置由风选器1和切向分离器2组成(图7),通过方形管道将风选器1和切向分离器2相连。系统风速可调,方向管道长度可根据场地条件进行合理设计,为设备布局提供更高的灵活性。风选器1呈倒锥形,能更好地分离杂物。风选机下部设有落料气锁,用于接出杂物。
切向分离器2用于分离烟丝和气流;气流中的粉尘通过出风口旋转滤网及除尘管道排走,干净烟丝则通过切向分离器落料气锁输出进入下道工序。
3 验证实验
对烘丝后再造烟丝进行切丝处理,刀刃间距15 mm,切丝前后分别3次取样,取样间隔5 min,每次取样200 g,采用四分法将样品缩减为50 g,测定烟丝长度,并计算比例。由表1可知,20 mm以上的长丝降低了29.06%,5 mm以下断丝增加了0.12%,平均提高了2.03%,与行业原有断丝设备固定断丝相比[14],试验系统运行更稳定,烟丝长度调整更方便,断丝效果更优。
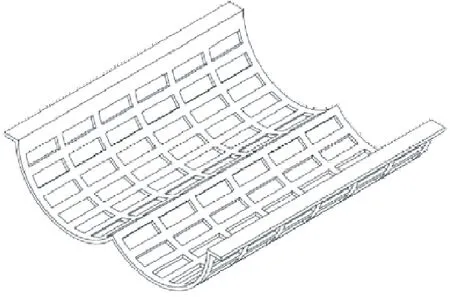
图4 框栏示意图
1. 切丝装置壳体 2. 刀轴 3. 刀片 4. 隔套 5. 配重轮

1. 刀片 2. 框栏
1. 风选器 2. 切向分离器
表1切丝前后烟丝结构检测结果
Table 1 Test results of the tobacco before and after the cut
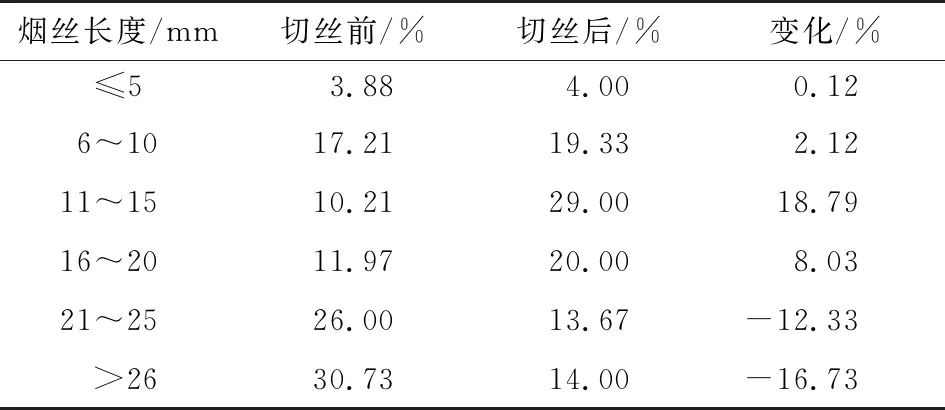
烟丝长度/mm切丝前/%切丝后/%变化/%≤53.884.000.126~1017.2119.332.1211~1510.2129.0018.7916~2011.9720.008.0321~2526.0013.67-12.33>2630.7314.00-16.73
4 结论
再造烟丝切丝风选系统采用一体化设计,将流量控制、结构调控、风选净化、风送防尘等工艺通过一套系统完成,简化了工艺流程;系统采用密封设计及负压抽风,可有效改善生产环境;采用整体式刀片、框栏二次打断和配重轮创新设计,可实现再造烟丝切丝长度可调可控,保证切丝效果,便于维护和保养。切丝后20 mm以上的长丝降低了29.06%,5 mm以下短丝增加了0.12%,可根据工艺需要,通过调整隔套的数量、改变框栏的规格及网孔的形状、快慢刀辊的转速差有效调控切丝长度。烟丝在风选净化过程中水分有散失,需根据装箱前再造烟丝含水率要求,对烘后烟丝水分进行合理控制。试验未对切丝机切丝风选系统刀片间距、快慢刀盘转速比和框栏的规格及网孔的形状对切丝长度、消耗的影响进行深入研究,需在后续使用过程中进行优化改进。
