翼子板材料利用率提升方案研究
2021-11-02蒋松,喻航
蒋 松,喻 航
(四川成飞集成科技股份有限公司,四川成都 610092)
1 引言
白车身钢材采购成本是车身采购成本的重要组成部分,提升白车身材料利用率是降低汽车制造成本的重要手段[1~3]。翼子板是白车身重要组成部件,并且翼子板的材料利用率通常低于白车身材料平均利用率。在确定的制件造型下,如何提高翼子板的材料利用率显得尤为重要。
2 问题分析
翼子板拉伸成形通常采用双模膛,通过两块板料的方式实现左右件共模。当客户产线具备垂直于送料方向调整前后工位制件位置功能时,可以考虑一张板料一模双件的成形方式。翼子板材料料片典型形状如图1 所示。通常翼子板的板料形状以摆剪为主(图1a、图1b),遇到摆剪形式无法满足拉伸成形性需求时,采用级进落料或单片落料的方式进行(图1c、图1d、图1e)。翼子板的材料利用率有两种计算方法:①以落料前方板料/摆剪后梯形板料的重量作为基准(采购卷料);②以落料后板料的重量作为基准(采购落料后料片)。造成翼子板材料利用率较低的主要原因:将翼子板拉伸补充面按照图2方式分区,为了保证分模线光顺、制件成形力平衡、制件减薄、冲击线及控制棱线滑移等,区域1、2、5、6造型会带来大量的材料浪费,修边线展开及控制材料减薄率造成3、4位置的补充面存在大量废料,两者共同作用,造成翼子板的材料利用率较低。
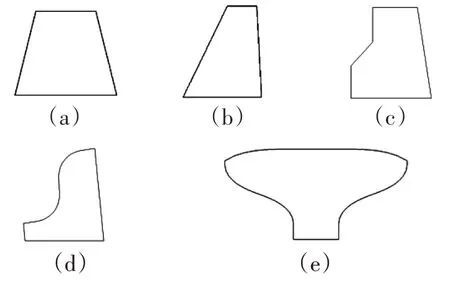
图1 典型翼子板板料形状

图2 翼子板拉伸工艺补充面分区
3 材料利用率提升办法
以购买卷料的方式探讨翼子板材料利用率提升思路:①优化落料排样在料片切断处采用波浪形状,减小送料步距,从而较小料片重量达到提高材料利用率目的;②通过冲压工艺方案优化:拉伸深度、补充面、分模线及拉伸筋形状优化,减小废料区重量实现材料利用率的提高;③在生产条件允许的情况下采用双拼的方式,减小拼合处废料尺寸,提高材料利用率,如图3所示。

图3 翼子板材料利用率提升思路
以某车型翼子板为例,设计冲压工艺对比分析优化前、后成形性指标及材料利用率提升情况。板料材料牌号DC54D,材料厚度0.6mm。其中:密度ρ=7,800kg/m3,屈服强度=160MPa,弹性模量E=211GPa,硬化指数n=0.22,强度系数k=537.2MPa,泊松比=0.3,厚向异性指数r=1.54,r0°=1.5,r45°=1.52,r90°=1.62。材料硬化曲线选择Ludwik 公式表达,屈服准则选择Hill 屈服准则,FLC 曲线选择Keeler 公式。由于压料面弧度较大,在板料送料方向前后设置挡料器,如图4 所示。压边力及拉伸行程根据拉伸工艺具体情况设定,摩擦系数0.15,板料初始网格20mm。

图4 有限元模型
3.1 拉伸深度及补充面形状优化
冲压方向、拉伸成形后制件减薄率、塑形应变、最小次应变、滑移线、拉伸筋布局、材料尺寸关键点及修边方式的选择等综合影响拉伸深度及补充面形状设计[4~5]。通过冲压工艺优化降低整体拉伸深度及优化补充面形状是减少废料区域占比,是提高材料利用率的直接手段。
翼子板拉伸深度及补充面优化主要从优化图2中的2、3、4、6区域着手,在保证合理的修边方式基础上进行优化。将图2 中1、2、3 区域修边线展开后全部或大部分在压料面上,如图5 所示,优化后拉伸深度降低20mm,优化前压料力100t,优化后压料力120t;优化前、后成形分析对比结果如图6、图7、图8所示,优化后局部最小次应变小于零的区域略有增大,制件区域塑形应变均大于0.04,制件A 面潜在面品缺陷区域位置及面积发生变化外,但与优化前处于同一级别,优化后材料利用率由44.5%提升到50.2%。

图5 修边线展开
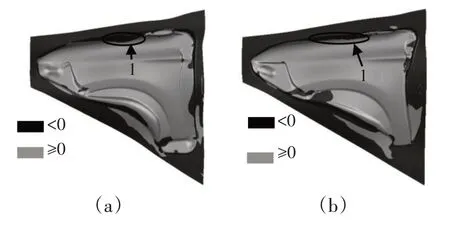
图6 最小次应变

图7 塑性应变

图8 潜在面品缺陷
3.2 板料形状优化
采用摆剪方式的料片(见图9),在翼子板轮罩处存在较大区域的无效废料;通过优化轮罩部位补充面及分模线,调整板料轮廓,将轮罩处摆剪直线轮廓优化成随形曲线形状,按图10所示方式进行落料排样,实现无废料落料。优化后分析结果如图11所示,与优化前相比轮眉处局部最小次应变小于零,但制件整体塑形应变大于0.04,A面潜在面品缺陷在翼子板与发盖搭接附近位置出现新增潜在缺陷区域,但与优化前处于同一级别。优化后材料利用率由50.2%提升至65.2%。
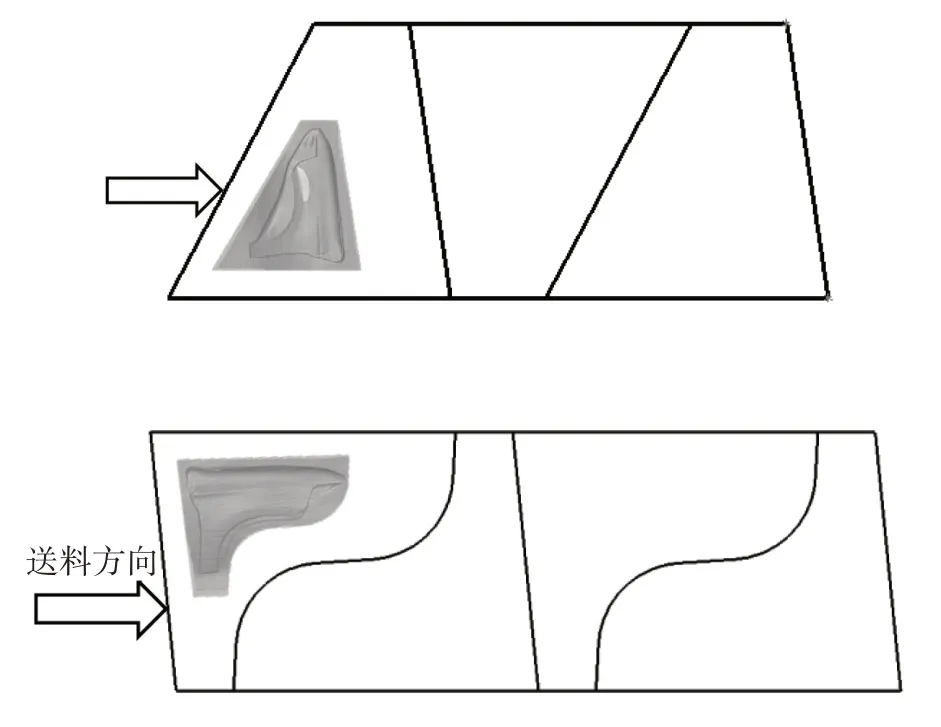
图9 摆剪排样方式

图11 优化后分析结果
3.3 拉伸筋形状优化
将拉伸成形深度降低后,拉伸成形后材料流入量不大;将普通的双圆筋,更改为同阻力系数的槛形筋,进一步减短拉伸筋部位废料线长;以图12a 所示形状的圆筋(线长37.38mm)为例,更改为同样阻力(图12c、图12d 分析结果)的拉伸槛(21.46mm)图12 中b形状,拉伸筋部位线长相对于圆筋减短15.95mm。将图13 中1、2、3 位置双圆筋优化为拉伸槛。优化后材料利用率由65.2%提高到69.1%。
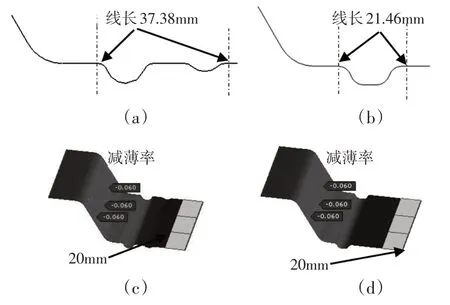
图12 拉伸筋对比分析

图13 拉伸筋优化
3.4 拼合优化
在图13中区域2位置,当采用双模膛两张板料方案时,存在拉伸筋部位及拉伸筋外废料浪费问题。按图14 方式将制件进行拼合,拉伸成形后(见图15)最小次应变、塑形应变满足工艺要求,潜在面品缺陷与两张板料拉伸后处在同一级别。采用单张板料拼合的方式材料利用率为57.2%,由于落料过程中存在废料造成材料利用率低于图10方案方式,但高于图9方案的摆剪方式。
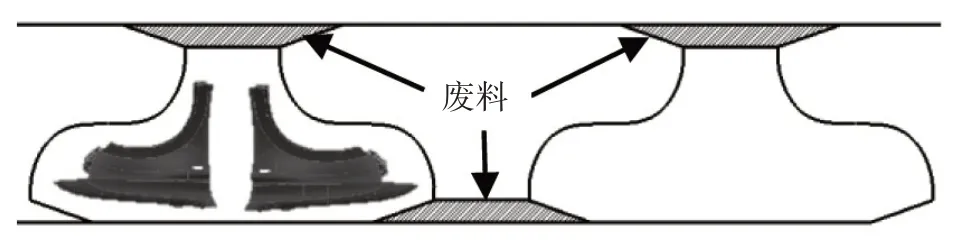
图14 拼合落料排样

图15 双拼方式及分析结果
4 结论
从降低拉伸深度、补充面、分模线、拉伸筋形状及拼合方式优化方面提出提高翼子板材料利用率的方法。冲压工艺设计中需要根据翼子板的制件形状特点,结合客户产线功能及车型产量,综合考虑增开落料模的性价比,选择合理的优化措施,在确保制件质量的前提下,实现制件材料利用率的提升。
