一种新型有料检测机构
2021-11-02朱盛举黄春祥
朱盛举,喻 伟,黄春祥
(襄阳东昇机械有限公司,湖北襄阳 441000)
1 引言
汽车工业是我国国民经济的重要支柱产业之一,是衡量一个国家工业水平的重要标志,在国民经济和社会发展中,发挥着重要作用。伴随着汽车工业的发展进步,冲压件产品质量要求和数量需求也在不断的提高,冲压生产方式由原来的手工生产逐渐向自动化生产过渡,自动化生产方式已成为大势所趋。冲压模具自动化,是汽车冲压零件生产的重要工艺装备。在对汽车冲压零件的冲压模具自动化设计制造中,经常会遇到在冲压模具的工作区域安装有料检测机构,安装传统的有料检测机构,需要在冲压模具的工作区域加工较大的安装空间,这样会降低冲压模具的工作区域强度,影响了冲压模具的使用寿命。
本文将结合我公司一副天窗中横梁翻边模具,改为自动化冲压加有料检测机构的案例,介绍一种新型有料检测机构的结构和工作过程,以及在提高了模具强度和寿命,降低模具制造成本方面的优势。
2 制件分析
以我公司的汽车天窗中横梁翻边模具,改为自动化冲压加有料检测机构为例,制件如图1 所示,此制件为细长条,U 形件,材质为SECC,料厚t=1.4mm,质量为0.53kg。此制件翻边模如图2 所示,该翻边模具原为手工冲压线生产,现要求改为自动化冲压生产线,需要在翻边模具的下模增加有料检测机构。

图1 汽车天窗中横梁零件图

图2 汽车天窗中横梁翻边模具图
3 制件有料检测机构方案分析
在翻边模的下模加装有料检测机构,采用如下3种方案。
方案一:采用投入式检测开关,此部件为标准件。如图3所示,此方案主要优势:翻边模下模加工简单,只需增加一个安装垫板即可;劣势:①投入式检测开关单价在1,200元左右,价格成本高;②投入式检测开关体积较大,翻边模具闭合后,投入式检测开关与上模部件干涉,需要在翻边模具上模加工让位,这样造成翻边模具的上模强度降低,严重影响了模具的使用寿命。此方案不可取。
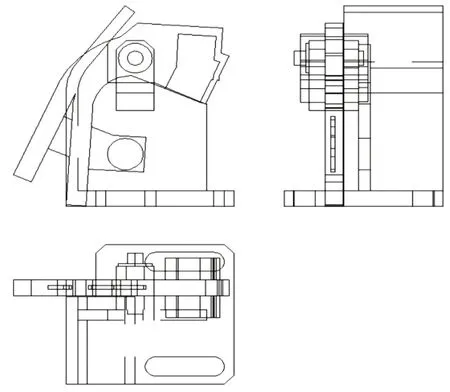
图3 投入式检测开关图
方案二:采用接近式感应器,此部件为标准件,如图4 所示,此方案主要优势是:接近式感应器单价在15元左右,价格成本低。劣势是:翻边模具下模凸模,需要加工接近式感应器安装槽,由于冲压件特征限制,凸模宽度尺寸小,加工接近式感应器安装槽后,凸模失去强度,不能使用。此方案也不可取。
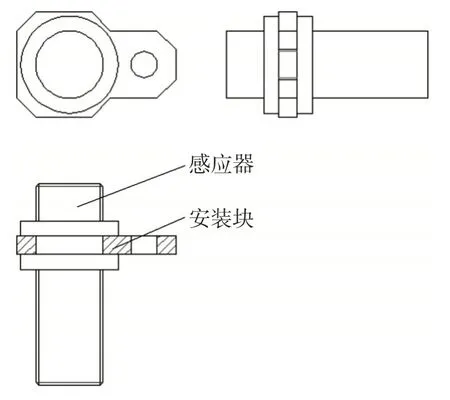
图4 接近式感应器图
方案三:采用本文将详细阐述的一种新型有料检测机构,如图5所示,此方案优势:①采用标准件和非标自制件,成本约为80元,价格成本不高;②在翻边模具下模的凸模工作区域加工两个很小的顶销过孔,以及在下模座加工两个安装孔,不影响翻边模具凸模的工作区域强度,保证了翻边模具的原有使用寿命。此方案可取。
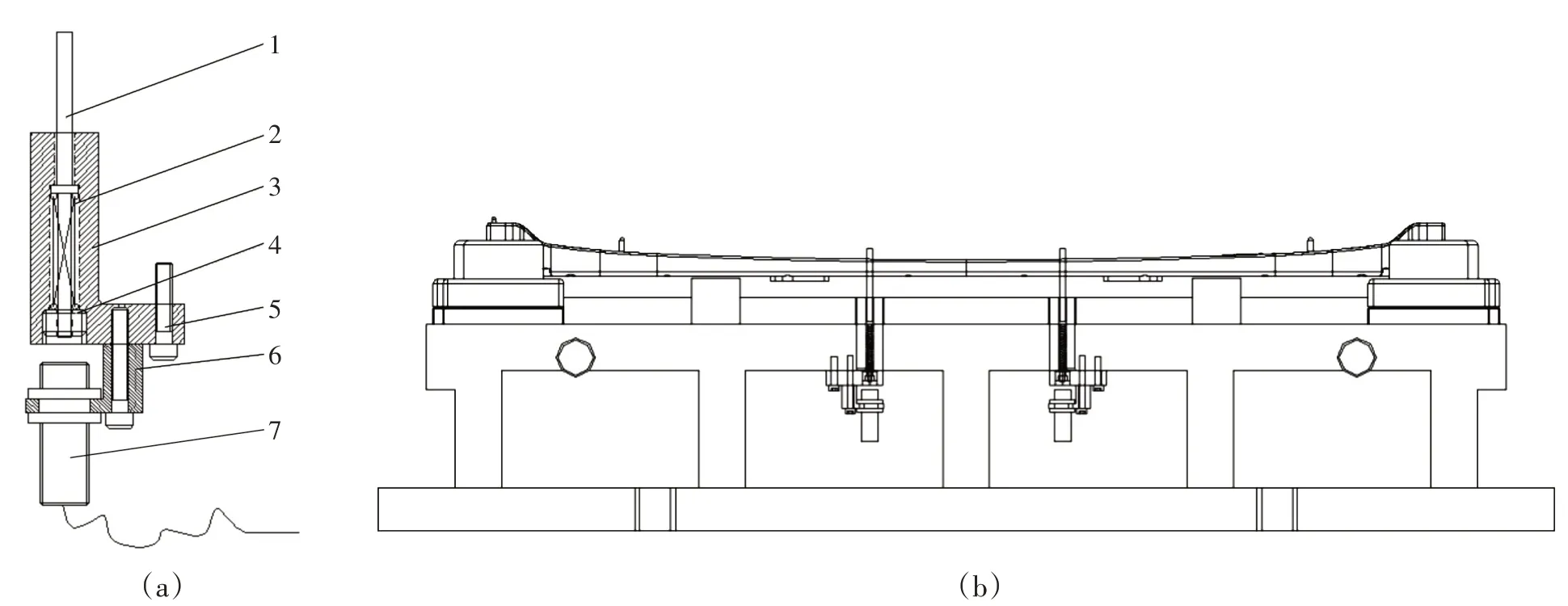
图5 一种新型有料检测机构的结构图和安装图
综上分析,采用方案三,既降低了模具的制造成本,又保证了翻边模具强度和使用寿命。
4 新型有料检测机构的结构
关键部件的作用:
(1)顶销1:材质为45 钢,淬火,或者用标准顶针加工改制,作用为在工序件重力作用下,向下运动一定距离。
(2)线簧2:常用标准件截取;作用为模具开模状态下,促使顶销1向上运动复位。
(3)基座3:材质为45钢;作用为将顶销1、线簧2、螺塞4组装在一起;并通过螺钉5锁在模具上。
(4)通孔螺塞4:常用螺塞标准件,改制加工过孔;作用为安装并限位线簧3,同时导向顶销1 的下端。
(5)螺钉5:常用标准件:作用为将基座3与模具连接,将连接板6与基座3连接。
(6)连接板6:材质45钢;作用为安装7感应器。
(7)感应器7:采用标准件,自带外螺纹,可上下移动;作用为在顶销1下端到达感应器7的感应空间后,产生感应信号,并将信号传递给冲床自动化设备的控制系统。
5 新型有料检测机构的工作过程
工作过程:
(1)如图6 所示,下模座8 为模具支撑部件,加工有基座3 的安装孔,以及螺钉5 的锁紧牙孔;下模板9为模具的工作部件,加工有顶销1的通过孔。
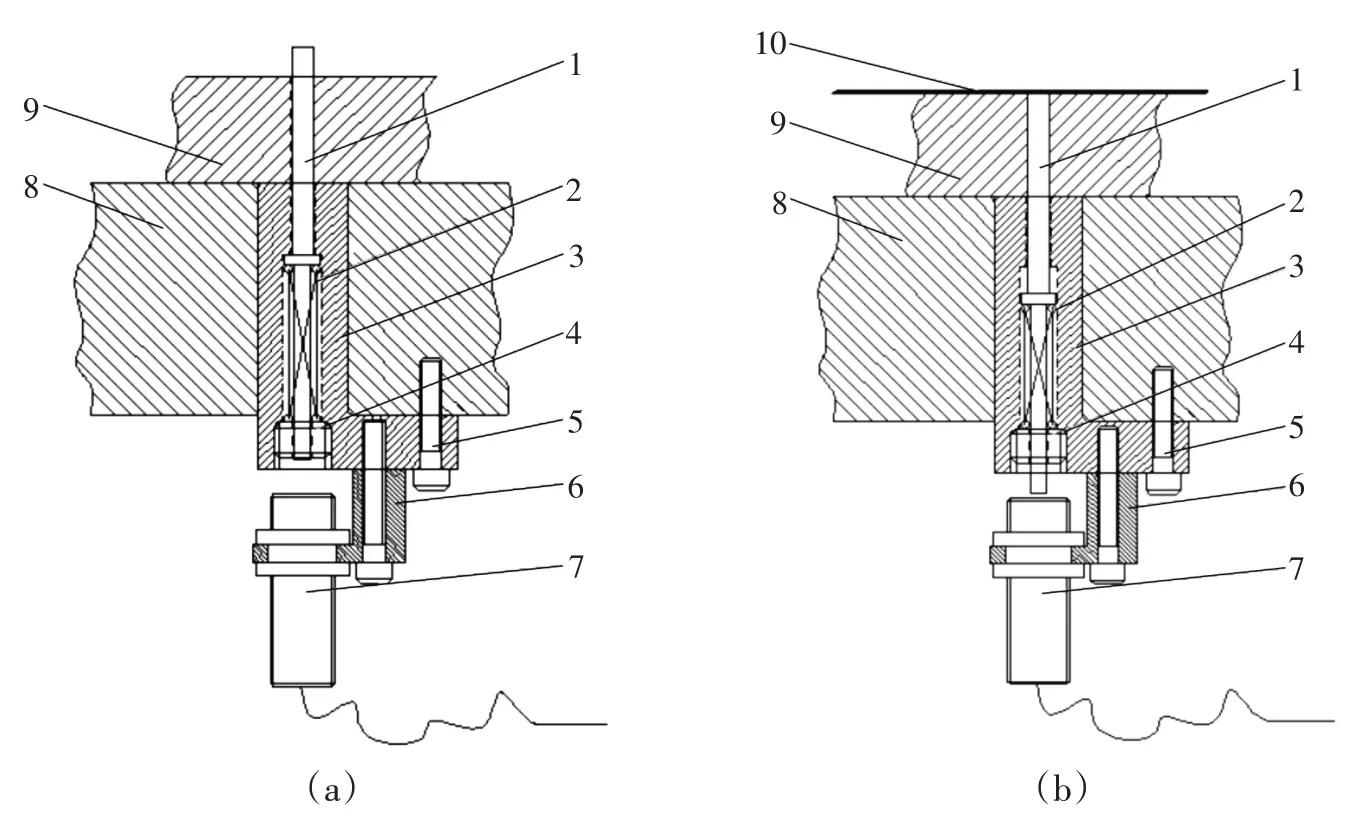
图6 新型有料检测机构的工作过程
(2)件10 在自身重力作用下,下压顶销1 向下运动,顶销1 下端到达感应器7 的感应空间后,感应器7产生感应信号,并将信号传递给冲床自动化设备的控制系统;料片10移走后,顶销1在线簧2作用下,向上运动复位,顶销1下端脱离感应器7的感应空间,感应器7不再产生感应信号。
6 结束语
一种新型有料检测机构,用于模具制造技术领域中。安装此机构,在模具的工作区域,加工很小的过孔,不影响模具的工作区域强度,保证了模具的使用寿命。该新型有料检测机构,制造简单,成本低,被广泛用在我公司的冲压自动化模具中,经过实际生产验证,该机构使用效果良好,运行性能稳定。此新型有料检测机构,在今后冲压自动化模具设计制造或改制中,具有很好的推广借鉴作用。
