高强耐磨钢轨压焊接头软化区研究
2021-08-26廖马宏戴虹杨翰
廖马宏 戴虹 杨翰

摘要:钢轨焊接接头经过热循环后形成热影响区,该区域内存在不完全相变重结晶区域,导致其硬度下降,出现软化,而软化严重的接头在上道服役后会产生马鞍形磨损,导致线路不平顺。通过试验研究了不同冷却条件下高强耐磨钢轨气压焊接头软化区硬度的变化规律。结果表明:冷却过程采用喷风、喷雾等方式提高冷却速度,对缩小接头软化区宽度有显著作用。高强耐磨钢轨气压焊接头软化区最软点硬度随母材强度升高而升高,但钢轨强度级别越高,接头最软点与母体硬度的比值越低。1 280 MPa级及以上强度级别的钢轨,很难稳定达到压焊接头软化区硬度标准要求(HJ1/HP≥0.8),建议修改或降低指标要求。
关键词:钢轨;气压焊接;软化区;硬度;冷却工艺
中图分类号:TG453+.2 文献标志码:A 文章编号:1001-2003(2021)07-0017-07
DOI:10.7512/j.issn.1001-2303.2021.07.04
0 前言
对于不同强度级别的钢轨焊接接头,由于受到焊接热循环作用,加之焊后热处理正火加热和喷风冷却工艺过程的影响,接头纵向焊接热影响区内不可避免地会存在处于A1~A3温度区间的金属区,且该区域内会产生不同程度的软化现象[1]。
钢轨焊接接头软化区微观组织、硬度水平与母材差异较大,尤其是不同工艺下软化区宽度不同,导致该区金属的抗冲击性能和耐磨性能下降,容易产生马鞍形接头病害,影响轮轨使用寿命[2-3]。在重载铁路线路建设工程中,钢轨和焊接接头需具有高耐磨性,以保证线路长时间服役。因此随着重载运输和钢轨技术的发展,高强耐磨钢轨强度级别越来越高,由980 MPa逐渐提高到1 280 MPa,近年来还开展了1 380 MPa级别重载钢轨的试铺。但是,按照TB/T 1632《钢轨焊接》标准规定,无论什么强度级别钢轨,气压焊和闪光焊接头软化区硬度(HJ1)比母材硬度(HP)都应满足HJ1/HP≥0.8、软化区宽度≤20 mm的要求。实际焊轨施工中,高强度级别钢轨焊接接头很难达到此标准要求。为此,需要研究高强耐磨钢轨的焊接和正火工艺以改善提升接头软化区硬度水平,并缩小软化区,从而减少或消除马鞍形磨耗病害,这对于提高重载铁路线路平顺性具有重要意义和价值[4-5]。
文中探讨不同冷却条件对高强耐磨钢轨气压焊接头软化区的影响,为焊轨生产提供技术支持。
1 试验材料与方法
1.1 试验材料
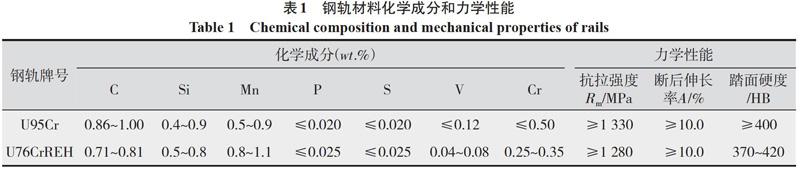
试验用钢轨材料为攀钢75N U95Cr和包钢60N U76CrREH,其化学成分和常温力学性能见表1。
1.2 试验方法
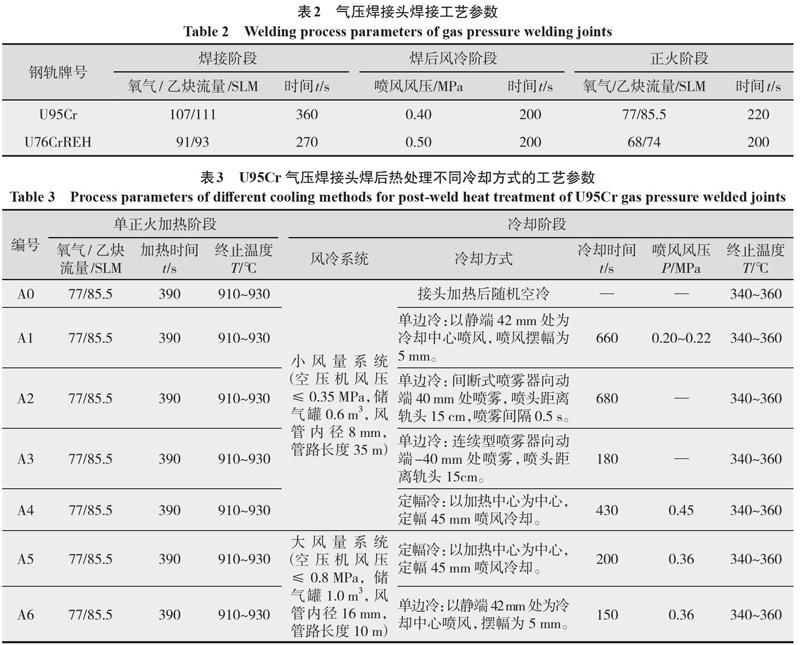
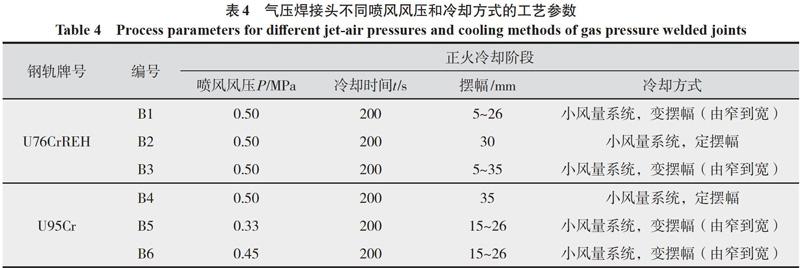
采用 GPW-1200 气压焊轨机对U95Cr、U76CrREH钢轨进行焊接,焊接工艺参数如表2所示。也可以在U95Cr钢轨单正火加热后(无焊接过程),分别采用随机空冷、强制喷风冷却、间断式和连续式喷雾器冷却四种冷却方式进行冷却,其主要工艺参数如表3所示。气压焊接头在不同喷风风压和摆动模式下的主要工艺参数如表4所示。
1.3 硬度测试方法
采用HBW10/3000,按照TB/T 1632 《钢轨焊接》标准测量软化区平均硬度(HJ1)、最软点硬度值、母材平均硬度(HP),计算HJ1/HP、最软点硬度值比母材硬度值、软化区宽度。为了准确得到最软点硬度值和软化区宽度,采用OU2100 里氏硬度计,每个硬度测试点间距缩小到2.5 mm,精细化测量硬度值(5次测量结果取平均值)。
2 试验结果
2.1 不同强度级别钢轨软化区硬度测试结果
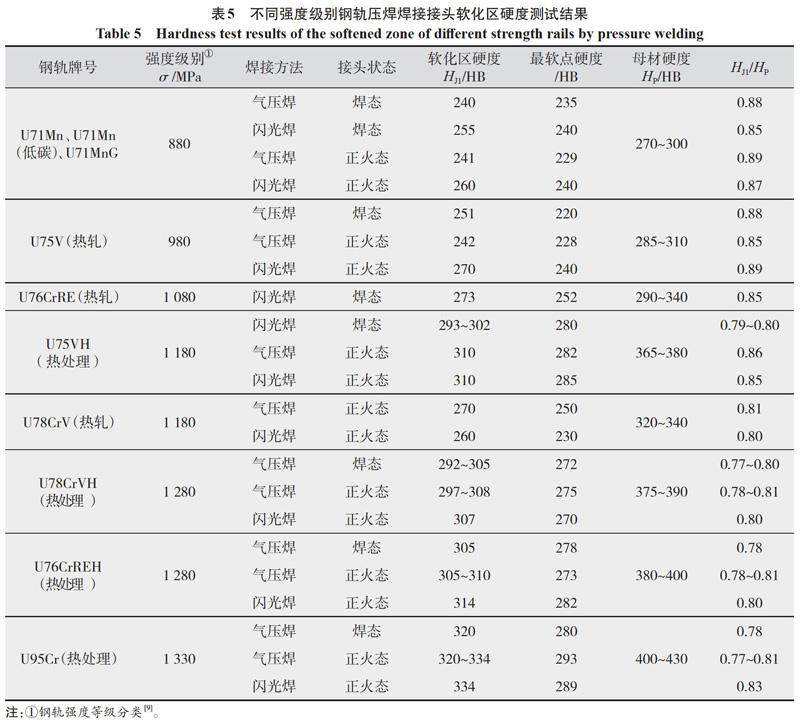
参考论文试验结果及不同强度级别钢轨闪光焊、气压焊铁科院型式检验报告[6-8],表5为不同强度级别钢轨压焊焊接接头软化区硬度测试结果。
2.2 不同冷却方式下軟化区硬度测试结果
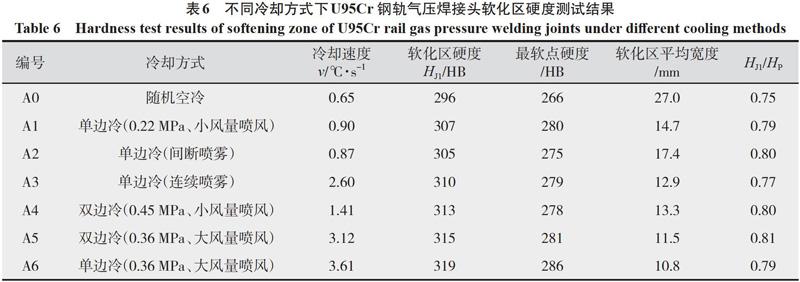
在不同冷却条件下U95Cr钢轨气压焊接头的冷却速度及软化区硬度测试结果如表6所示。
2.3 不同喷风条件下软化区硬度测试结果
不同喷风条件下气压焊接头的冷却速度及软化区硬度测试结果如表7所示,不同摆幅方式接头软化区硬度曲线如图1所示。
3 结果分析
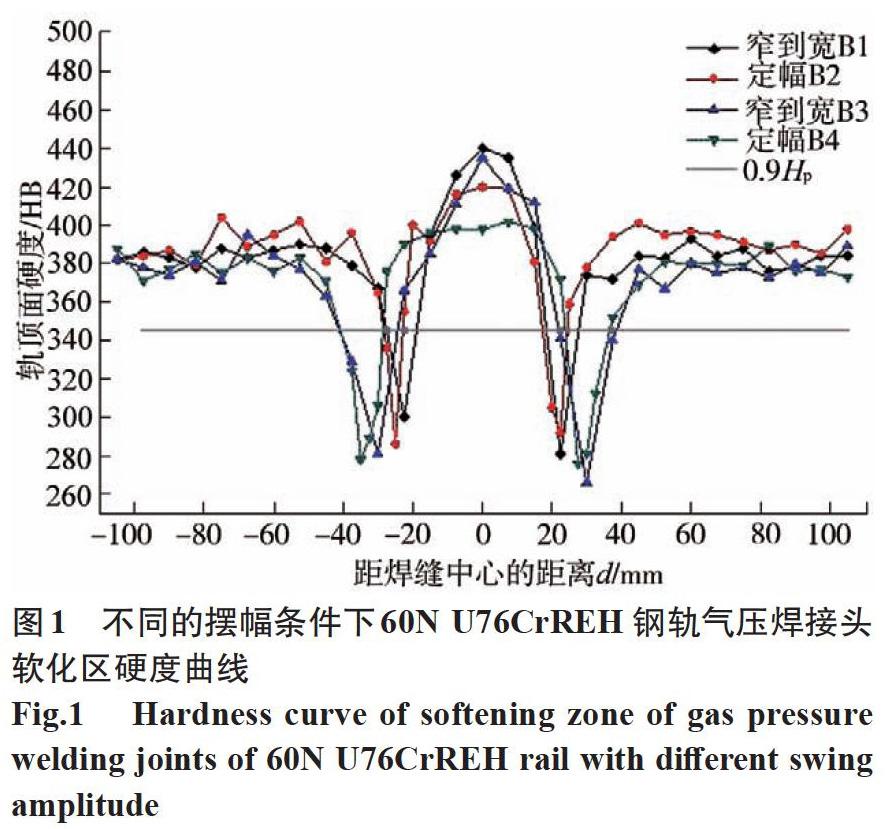
3.1 不同强度级别钢轨接头软化区硬度分析
不同强度级别钢轨压力焊接头母材及软化区硬度值趋势如图2所示。可以看出,对于不同强度级别、不同处理状态钢轨的气压焊、闪光焊高强钢轨接头[10-11],无论是焊接态还是正火态,在不同焊接工艺条件下,焊接接头软化区最软点硬度值处于220~300 HB范围内,其规律是:软化区最软点硬度值随母材强度级别的提高而提升,但母材强度越高,软化程度越明显(母材和软化区最软点的最大硬度值差为140 HB),其中U95Cr钢轨气压焊接头的最软点与母材硬度值比值为0.65。软化区的整体硬度值HJ1随母材强度提升有所提高,但受软化区最软点提升趋势不大的影响,软化区硬度与母材硬度比值HJ1/Hp随母材强度提升而减小。可见,针对目前现场焊接和热处理设备而言,强度等级高(≥1 280 MPa)、母体材料硬度值高(≥380 HB)的钢轨材料,难以稳定达到TB/T 1632《钢轨焊接》标准所规定的HJ1/Hp≥0.8的要求[12-13]。
3.2 冷却条件与软化区关系分析
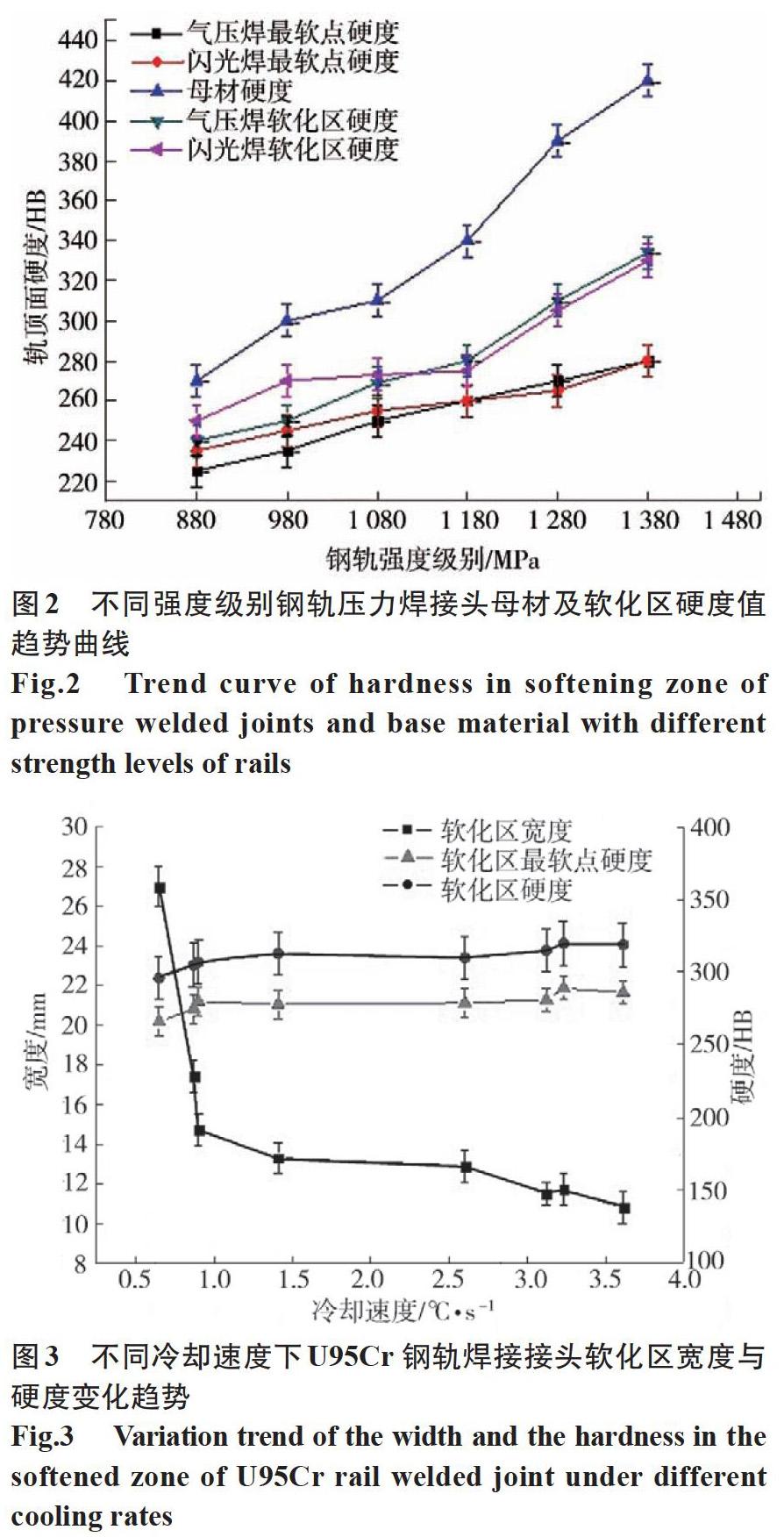
根据表6、表7试验结果,在不同冷却条件下,U95Cr钢轨焊接接头软化区宽度和硬度变化趋势如图3所示。
(1)冷却速度对接头软化区宽度的影响。
①在单边喷风试验中,冷速最快的A6喷风侧(冷速3.61 ℃/s)软化区比A0(冷速0.65 ℃/s)软化区宽度减少16.2 mm (60%)。
②在单边喷雾试验中,A2间断式喷雾侧(冷速0.87 ℃/s)软化区宽度相比A0软化区。减少9.6 mm(35.5%),A3连续式喷雾侧(冷速2.60 ℃/s)软化区宽度相比A0軟化区。减少14.1 mm (52.2%)。
③改变喷风风压、风量,对比A1(冷速0.90 ℃/s)与A6接头软化区宽度数据,A6较A1减少3.6 mm(26.5%)。改变喷风风压大小,对比B5(冷速1.17 ℃/s)与B6(冷速1.43 ℃/s)接头软化区宽度数据,B6较B5减少6.1 mm (26.4%)。
④分析对比A4、A5、A6接头软化区宽度数据,这些接头的冷却速度都大于等于1.5 ℃/s,其差异不明显。
可见,采用常用的冷却工艺方法,改善接头冷却条件,冷却速度控制在0~1.5 ℃/s,其软化区宽度随着冷却速度加快变窄,效果较为显著。但在冷却速度达到或超过1.5 ℃/s后,其效果不明显。
(2)冷却速度对接头软化区平均硬度和最软点硬度值的影响。
①在单边喷风试验中,A6软化区平均硬度值较A0软化区平均硬度值提升了23 HB(7.8%),最软点硬度值提升了20 HB (7.5%)。
②在单边喷雾试验中,接头喷雾侧软化区硬度值较A0空冷接头差距不大,A2最软点硬度值提升9 HB (3.4%),A3试样最软点硬度值提升13 HB(4.9%),软化区平均硬度值提升14 HB (4.7%)。
③改变喷风风量大小,A6接头软化区硬度较A1提高12 HB(3.9%),B6接头软化区硬度较B5提高20 HB (6.3%)。
可见,虽然增大喷风风压、风量可提高冷却速度,减小软化区宽度,但对提升软化区最软点硬度值及软化区平均硬度值没有显著效果。试验结果显示,增大冷却速度,软化区最软点硬度值的提升幅度仅为3%~10%。
(3)定幅和变幅冷却方式对软化区的影响。
对比喷风变幅(窄到宽)和定幅冷却两种方式下B1(冷速1.42 ℃/s)与B2(冷速1.52 ℃/s)、B3(冷速1.43 ℃/s)与B4(冷速1.51 ℃/s)接头软化区试验结果可见,焊态B1和B2接头,定幅摆动冷却接头软化区宽度较变幅减小了2 mm(21.6%);正火态B3和B4接头,定幅摆动冷却接头软化区宽度相比变幅减小2.5 mm(16.7%)。因此,喷风冷却中定幅冷却方式在改善软化区宽度方面优于变幅冷却方式。
由图3可知,接头软化区硬度值与最软点硬度值变化不大,软化区宽度在0.6~1.5 ℃/s范围内随冷却速度的加快而迅速变窄,继续增大冷却速度,软化区宽度变窄趋势减缓,其曲线呈“ 半U型 ”。软化区硬度值与软化区最软点硬度值紧密联系,加快冷却速度对软化区硬度值无明显提升效果,软化区整体硬度值难以提升。
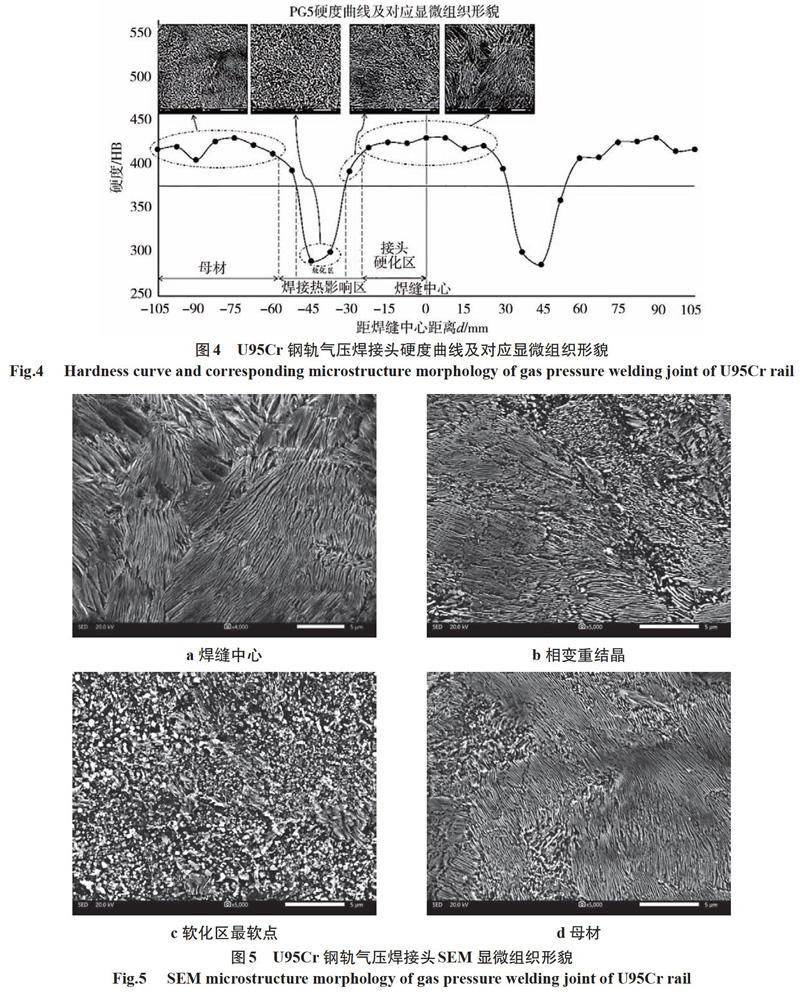
3.3 气压焊接头硬度分布与组织关系
U95Cr钢轨气压焊接头硬度曲线及对应显微组织形貌如图4、图5所示,母材与焊缝中心位置组织均为片状珠光体组织,焊缝中心与母材硬度水平一致,相变重结晶位置为细片状珠光体组织,软化区最软点位置为粒状珠光体组织,粒状珠光体组织导致软化区硬度较低。
4 结论
(1)接头冷却过程采用喷风、喷雾等方式提高冷却速度(在0~1.5 ℃/s范围内),能够有效缩小高强耐磨钢轨气压焊接头软化区宽度。冷却速度大于等于1.5 ℃/s,接头软化区宽度可控制在11~14 mm范围内。
(2)高强耐磨钢轨气压焊接头软化区硬度最软点具有随母材强度升高而升高的规律,但其提高程度有限(约10%)。
(3)钢轨材料强度越高,接头最软点与母体硬度的比值下降程度越大。对强度等级≥1 280 MPa的钢轨材料,其接头软化区硬度(HJ1)与母材硬度比值很难稳定达到TB/T 1632《钢轨焊接》标准要求(≥0.8),建议修改或降低指标要求。
参考文献:
张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,2012.
李炜,宋伟军,戴安,等.两种焊接工艺下过共析钢轨接头冲击磨损性能[J/OL].西南交通大学学报:1-11.
蒋文娟,向鹏程,丁昊昊,等.U71Mn 钢轨气压焊焊接接头滚动磨损与损伤性能研究[J].摩擦学学报,2020,40(5):24-30.
邹定强.钢轨失效分析和伤损图谱[M].北京:中国铁道出版社,2010.
周清跃,张建峰,郭战伟,等.重载铁路钢轨的伤损及预防对策研究[J].中国铁道科学,2010,31(1):27-31.
赵艳丽,戴虹,周世恒.正火热处理对钢轨焊接接头表面硬度的影响[J].热加工工艺,2016,45(3):217-219.
钟元,戴虹,周世恒,等. 75 kg/m U78CrV 热轧钢轨与热处理钢轨气压焊质量研究[J].热加工工艺,2016,46(15):190-198.
李中原. GAAS80 焊机焊接U76CrRe钢轨工艺研究[J].内蒙古科技大学学报,2014,33(2):200-204.
田甜,高文会.不同钢种钢轨焊接接头的力学性能研究[J].铁路技术创新,2016(2):66-68.
中国铁道科学研究院金属及化学研究所.攀钢钢轨移动式闪光焊接头[R].北京:中国铁道科学研究院金属及化学研究所,2011-2016.
田瑞杰.钢轨闪光焊接头组织及性能研究[D].四川:西南交通大学,2016.
TB/T 1632.2—2014,钢轨焊接第2部分:闪光焊接[S].北京:中国铁道出版社,2014.
TB/T 1632.4—2014,钢轨焊接第4部分:气压焊接[S].北京:中国铁道出版社,2014.
