汽车前保险杠热成形模具设计
2021-03-31彭君武潘利波左治江
彭君武,潘利波,左治江
(江汉大学智能制造学院,湖北武汉 430056)
1 引言
热成形技术是汽车轻量化的重要途径与方向。热成形技术一般是指将硼合金钢加热到再结晶温度(900°C)以上,然后在有冷却系统的热成形模具中进行冲压成形,并通过模具冷却系统冷却淬火,使奥氏体转变为马氏体,将其转变为超高强度的成形件[1~2]。目前热成形技术主要应用于汽车的安全结构件及防撞保护部件,如汽车B 柱、纵梁加强板以及汽车保险杠等。
影响马氏体转化程度关键的是模具的设计及冷却,这也是热成形模具最核心而又复杂的环节。热成形技术在我国起步较晚,国外的相关技术仍处于封锁阶段。近年来,国内建立了上百条热成形制件生产线,虽然其中也有少量科研单位联合企业开展了自主热成形线的开发,但绝大部分产线仍通过国外引进的方式建立,特别是对于热成形模具,多数依赖于进口。因此,掌握热成形模具的设计,对于自主热成形技术的发展至关重要。部分文献对热成形工艺及模具设计方法进行了研究[3~6],而涉及到具体案例及细节设计的并不多。本文以某车型前保险杠制件为例,开展了其热成形模具设计,并对其中的结构与规则进行了分析,可为行业内热成形模具技术应用提供参考。
2 制件与材料
本文选用的制件为前保险杠制件,位于汽车前端,是重要的防撞部件。该制件形状偏复杂,有较大的曲面,制件中部有凸起,表面局部有凸台。制件数模如图1 所示,该制件长度超过1,000mm,厚度为1.5mm。
该保险杠材料为22MnB5,作为热成形制件的主流材料之一,其主要化学成分如表1所示,材料在成形前后的力学性能如表2所示。
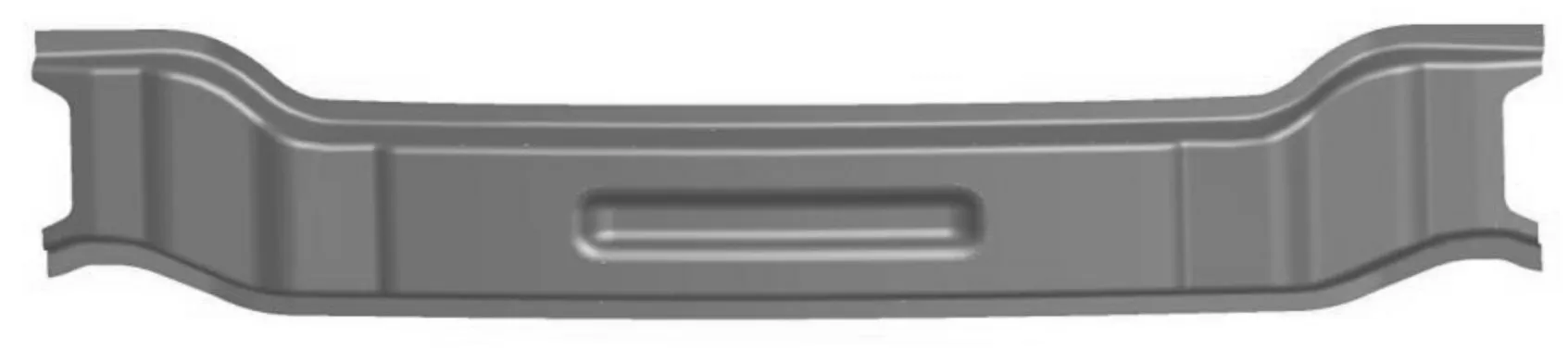
图1 前保险杠数模图

表1 材料化学成分 %
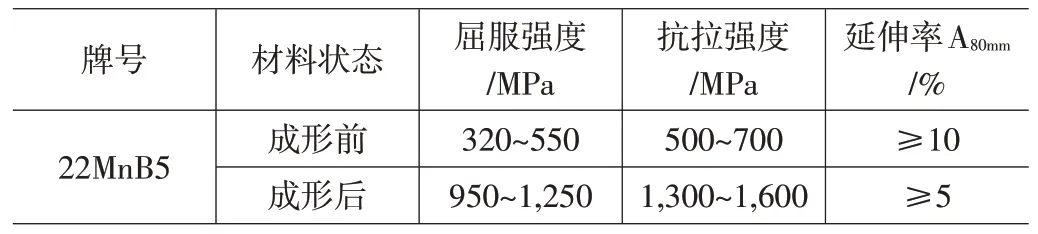
表2 力学性能
3 模具设计方法与要点
热成形模具要同时起到对制件进行成形和冷却淬火的作用,因此其模具结构比较复杂,考虑到冷却系统的设计,其模具结构的合理布置、可制造性、制造成本等方面均需重点考虑。
(1)模具整体结构与布局。
模具整体布局分为以下几个部分:上模座、凹模固定板、凸凹模、压边圈、压边圈固定板、凸模固定板以及下模座。模具整体布局和结构如图2所示。对于这类接近U 型的结构安全件,为生产过程取件方便,一般凸模在下,凹模在上,整个制件倒扣在凸模上,利于取件;压边圈是为了防止制件拉伸时起皱,将其放在凸模两边,用压边圈固定板固定,位于凸模和凹模固定板之间。由于模具尺寸较大,模具所受冲压力较大,因此模板之间应有支撑装置,用以稳定模具整体结构,凹模固定板、压边圈固定板与凸模固定板之间产生会有相对运动,因而导柱安装在凸模固定板上,起定位导向的作用,凹模固定板和压边圈固定板上相应位置安装导套。凸凹模均需通入冷却水进行冷却,需在凸凹模以及凸模固定板和凹模固定板上分别布置冷却水道和水槽。
根据制件尺寸以及凸凹模设计高度,可估算模具的合模高度尺寸为876mm,考虑到取件空间,该模具开模高度在900~1,000mm,根据相关尺寸可确定压力设备工作台面尺寸。
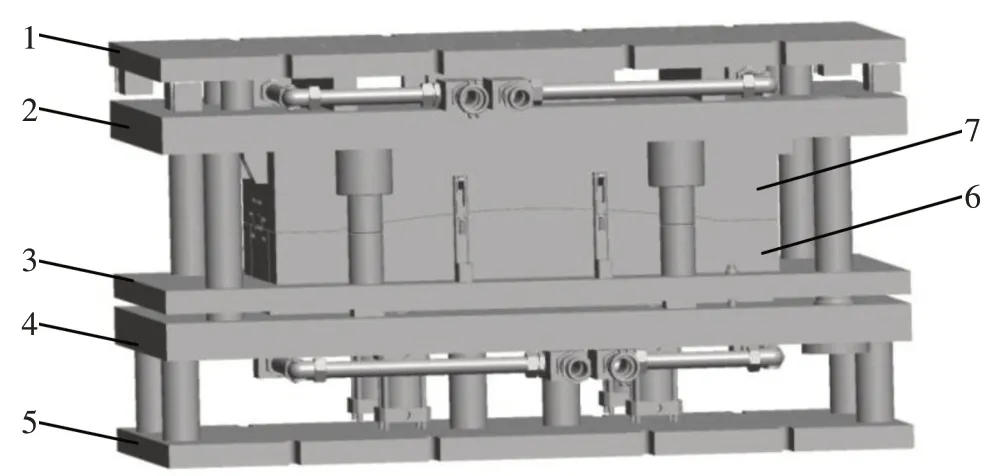
图2 模具整体布局和结构图
(2)凸凹模设计。
在热成形模具设计中,因考虑可制造性和制造成本等因素,凸模和凹模往往需要分块,通过由多个镶块相互拼接组合成所需形状。对于由镶块组成的凸凹模而言,冷却水道设计非常关键。为使冷却水道设计合理化,并考虑冷却效率,模具镶块分块与组合主要考虑以下原则:①模具镶块加工原料尺寸。即需要考虑市面上是否有较为通用的尺寸,方便采购,且无需多次加工,省时省力;②便于冷却水道加工。即需考虑制造过程中水道孔的尺寸、机床加工平台尺寸及孔深的加工范围等;③模具强度与抗冲击性。即凸凹模镶块分块线避免重合,从而保证模具的抗冲击能力以及镶块拼接处的密封性,同时避免在制件型面曲率变化较大以及孔台处分块;④便于其他机构的布置。即镶块的组合设计及尺寸需考虑顶出机构、托料架、支撑装置等其他机构的布置。
对于该制件,考虑到长度约为1,060mm,结合上述原则,镶块长度设计在200~300mm,凸凹模分别分为4块,其总体镶块结构如图3所示。

图3 凸凹模镶块结构图
(3)压边圈设计。
一般而言,拉伸筋和压边圈是冷冲压模具中确保制件成形的关键,是防止制件起皱与开裂的有效方法。而在热成形中,材料在高温下具有较好的流动性,在某些情况下无需压边圈也可与模具型面良好贴合,但在制件型面比较复杂时,为了保证制件成形质量与表面质量,仍需要考虑压边圈的设计。针对本制件,考虑到其几何形状相对复杂,且制件带法兰边,采用对制件长度方向的两侧进行局部压边的方式。
(4)冷却水道设计。
本次模具设计采用在凸凹模分块中进行机加工打孔的水道形式,该方式具有较快的水循坏速度和良好的冷却效果以及较低的加工难度等有点,并得到了广泛的应用。水道的布置需要考虑其中心与凸、凹模主体型面之间距离、两相邻水道之间最大或最小距离以及水道直径等基础设计参数,另外,为使冷却过程制件的温度分布尽量均匀,水道的布置也应尽可能均匀地分布在模具型面附近。水路的进出方式一般可分为串联式和并联式。并联式即每个镶块单进单出,各镶块对应一个冷却水管连接到集水器上;串联式则是从第一个镶块进水,从最后一个镶块出水,中间采用连通器形式连接。串联式水路结构较简单,可更好降低成本,本设计选用串联式水路,凹模的水道结构示意图如图4所示。

图4 凹模水道结构示意图
(5)进出水管道直径估算。
进出水管道和集水器相连,分别在镶块的两端,最终与外部水道相连,形成一个完整的冷却系统,管道示意图如图5所示。
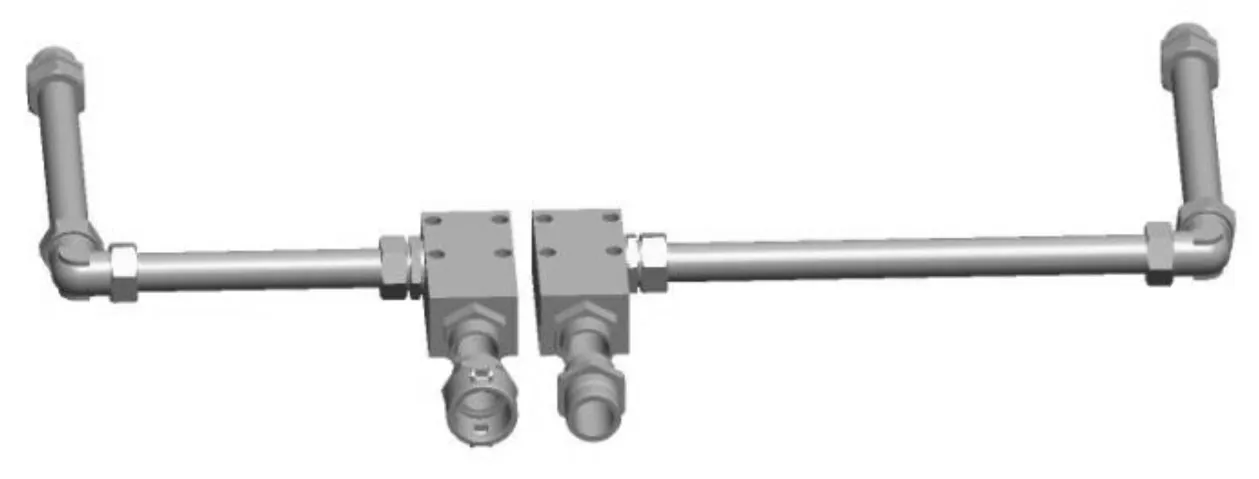
图5 管道示意图
通过能量守恒定律可知,冷却板料散发热量并非全部由冷却水带走,一部分热量被空气吸收,设定冷却水带走90%热量,n为每小时加工制件数,m为单件质量(kg),q为单位质量板料的发热量(kJ/kg),则每小时由板料传给模具的热量Q为:

其中q可表示为:

式中 Cp——板料平均比热,kJ/kg·℃
t1——板料保压开始温度
t2——板料保压结束温度,因冷却水应带走热量为总热量90%,则Qw=0.9Q
热量Qw使冷却水温度上升,其表达式为:

式中 Qw——水的比热,kJ/kg·℃
mw——单位时间内流过模具冷却水的质量,kg
Δt——冷却水由入口到出口的温度变化,℃
结合公式(1)~(3)可得,单位时间内流过模具的冷却水质量为:

同时,

式中 k——进出水管根数
d——进、出冷却水管直径,mm
v——冷却水流动速度,m/s
γ——水的密度,kg/m3
根据上述公式与方法进行估算[7~8],可得到本模具中进出水管管径为φ35mm。
4 总结
热成形技术是当前车身安全结构件成形的热点技术,热成形模具的设计作为热成形技术中的关键环节,其方法仍有待进一步发展。本文针对实际的前保险杠制件,对其热成形模具开展了设计,并对其中的关键方法进行了探索,并对模具整体布局与结构、凸凹模设计、压边圈设计、冷却水道设计进行了详细分析,估算了进出水管道直径,可为工程技术人员提供参考和指导。
