电刷镀技术特点及在电厂检修领域的应用
2017-07-10崔桦楠陈杰
崔桦楠+陈杰
(海南核电有限公司 海南 昌江 572733)
摘要:电刷镀技术利用电化学沉积原理,通过电解方法在工件表面获取镀层。主要目的在于强化、提高工件表面性能,获得工件的耐腐蚀性、耐磨损等特殊性能,也可以改变(增加)工件尺寸,改善机械配合性能,修复因磨损而报废的工件等。具有成本低、操作方便、表面结合性能好等技术特点,在国内表面工程技术工作中使用广泛,在电厂修复领域也有较好的应用实践。
关键词:电刷镀 特点 应用
电刷镀技术是表面工程技术的重要组成部分,1979年在国内开始研制,1989年国家经委在全国推广应用该技术。电刷镀技术是应用电化学沉积原理,在能导电的工件表面的选定部位快速沉积指定厚度镀层的表面技术。
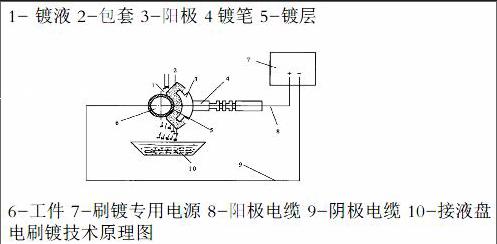
电刷镀技术是根据电化学沉积原理在工件指定部位快速沉积金属的技术。电刷镀时电刷镀电源的负极通过电缆线与刷镀工件连接;正极通过电缆线与镀笔阳极连接。阳极经包裹后与工件的刷镀表面轻轻接触,含有需沉积金属离子的镀液不断地添加到阳极和工件表面之间。此时在充满镀液的阳极和工件表面之间形成了一个“微型电镀槽”,在工件和阳极之间电场力的作用下,带正电荷的金属离子向带负电荷的工件表面作定向迁移,并在工件表面获得电子还原成金属原子,被还原的金属原子在工件表面按一定的规律沉积形成镀层,镀层被“刷”在工件表面上,随时间的推移,镀层厚度不断增加,直至所需厚度为止。
从电刷镀技术原理中可以知道电刷镀技术的基本要点是接触相对运行,其设备简单、工艺灵活,不但可以用于被损坏设备和工件的修复,还能够制备工件表面的耐磨、耐腐蚀、装饰等镀层,广泛用于机械修复、冶金、石油、化工等领域。
1、 设备简单、投入少、收效快
电刷镀主要设备为专用电源,辅助工具为阳极和镀笔,消耗材料为包裹材料和溶液,不需要渡槽和大面积的工作场地,不需要备品备件和原材料的储备的周转,投入少收效快,只要有水和电源就能实施修复。
2、 镀层具有优良的力学和物理化学性能
电刷镀镀层与基体金属以及镀层内部自身间有良好的结合强度,一般比槽渡和喷涂层要高,如镍电刷镀层在钢铁基体上的结合强度一般不小于70MPa。且其在钛、铝、铜、铬及高合金钢和石墨等材料上也具有很高的结合强度。
3、 工艺灵活、操作方便、适应范围广
可以在各种金属材料及其他能导电的表面上进行刷镀。
可以十分方便地获得不同性能和使用要求的单金属镀层、合金镀层、复合镀层、组合镀层、非晶态镀层及其他特定性能要求的镀层。
改变阳极的形状可以在各种表面,如轴、孔、平面以及曲面上进行电刷镀。
改变阳极的尺寸可以在不同尺寸—小至几毫米大至上米的表面上进行刷镀。
可以实施不解体电刷镀和大型工件及特殊条件下的现场电刷镀作业。
4、 镀层质量高
镀层结合强度高:电刷镀镀层与集体金属之间以原子吸附和键连接的形式连接,所以镀层在各种基体表面上均有满意的截个强度;
镀层厚度控制精确:利用电刷镀专用电源上的厚度控制系统—安培小时计,可以对镀层厚度实施有效的监控,控制精度为±10%设定镀层厚度。
表面状态良好:正常情况下电刷镀技术是在工件表面均匀的沉积一层镀层,镀层表面平整、致密,在镀层厚度≤0.1mm时,可保持被刷镀表面原来的表面粗糙度。
孔隙率低:如对孔隙率有要求时,可选擇低孔隙率镀层。
5、 对工件输入热量小
电刷镀过程中工件的最大温度不超过70℃,而大部分作业是在常温下进行的。在此温度下不会引起工件的变形,不会产生残余应力以及表面金相组织的变化。
6、 生产效率高、节约能源
电刷镀的沉积速度快、辅助时间少、修复周期短,可以最大限度的实现原件原用的维修目标。
电刷镀技术能耗低,就修复工艺本身而言,电刷镀的耗电量是电镀和焊接耗电量的几十分之一。
7、 操作安全,对环境污染小
就电刷镀溶液本身而言,溶液多为弱碱性或弱酸性,组成中不含氰化物等剧毒物质。在工艺上,溶液在电刷镀过程中可回收循环使用,因此溶液的消耗量少,不会造成大量溶液和废汽的排放,对环境的污染小。
该技术在电厂检修领域的应用,可大大缩短检修周期,降低检修成本。主要体现在如下几个类型的修复工作中:
轴类缺陷的修复:当轴类定期检验及日常修复的拆卸过程,对轴外表面摩擦、剐蹭产生的轻微划痕、轴径弯曲等,但高速轴的动平衡技术参数要求较高,且划痕的存在使叶轮等的安装匹配存在偏差,故缺陷虽小,必须及时处理。修复时,将轴类零件吊装至车床上,并架表对中,测量跳动偏差,找到跳动较大位置及划痕位置,在其表面刷镀一层镍,填充划痕凹坑,再使用车削技术加工掉多余部分,以达到安装运行要求。
端盖类缺陷修复:与轴类缺陷修复类似,当端盖与安装段出现一定间隙或者划痕,使用电刷镀技术在待修复表面刷镀一层镍,再使用车床进行适当修复以达到要求尺寸。
平面类缺陷修复:平面缺陷即平板类工件表面出现缺陷时,使用电刷镀技术在其表面刷镀一层镍。此类缺陷处理存在一个难点,不像轴类及端盖类工件的修复,其在车床上利用车床主轴的匀速旋转,镀笔在零件上固定位置接触,从而可保证刷镀速度的均匀,确保了刷镀表面的质量和结合强度。而在平面工件上进行刷镀时,无论是工件还是镀笔,均无法执行匀速运动,只能是往复运行,无法保证刷镀速度均匀,这就导致刷镀层的不均匀,使刷镀过程持续时间较长,刷镀厚度增加,且在后期测量、修整上花费更多的工时。额外的,如果刷镀均匀程度较差,部分区域刷镀厚度过大(大于0.3mm)会使表面粗糙度变差,如果再增加刷镀厚度,则结合强度会受到影响。
上述检修工作,如果使用焊接修复法,则可能会使工件产生热变形及修复后存在残余应力,影响修复质量,而直接更换备件,动辄几万几十万的备件采购费用将大大增加修复成本,给公司维修工作产生经济负担。可见,在电厂维修工作中,电刷镀技术的应用可已在保证维修质量的前提下,大大减少维修成本。