某汽油发动机活塞头部烧蚀的分析
2021-10-29宋元强鲍帅华邹明恩甄洪梅
宋元强 鲍帅华 邹明恩 张 杨 甄洪梅
(1-宁波吉利罗佑发动机零部件有限公司 浙江 宁波 315336 2-浙江吉利动力总成有限公司)
引言
活塞是发动机的关键部件,在发动机运行过程中,活塞处于高速运动状态,主要承受气体压力和往复惯性力所产生的交变负荷[1]。若活塞头部烧蚀失效,会造成发动机性能不佳、连杆断裂、缸体击穿等严重故障。本文针对一款增压汽油发动机的活塞头部烧蚀失效问题,通过运动学仿真分析计算,运用鱼刺图对其失效进行系统分析,并提出相应的解决方案。经过方案验证,活塞烧蚀问题得到解决。
1 背景
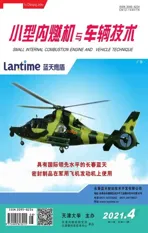
某款汽油发电机在试验过程发现曲轴箱压力报警,内窥镜发现活塞头部烧蚀,见图1。
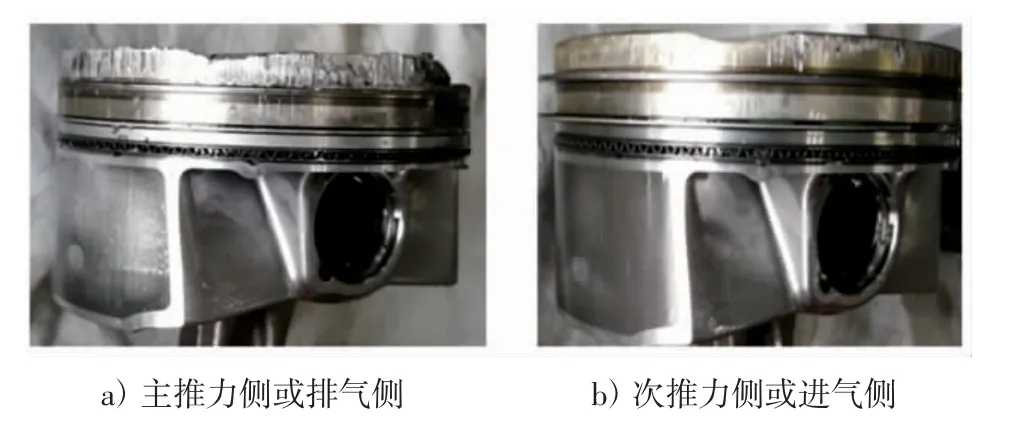
图1 故障图片
2 原因分析
按照图2 所示的鱼刺图思路进行排查。

图2 鱼刺图
2.1 整机问题
1)早燃/爆震。调取失效发动机ECU 点火提前角数据,未发现连续爆震现象,且其最大点火提前角为0.55°CA,排除发动机存在早燃/爆震问题。
2)整机清洁度。调取前期该型号发动机试验后的活塞照片,发现部分发动机活塞头部有不同程度的磨损,且磨损区域仅在活塞头部环岸位置,活塞裙部、销孔及其它摩擦副零件无异常磨损现象,可排除整机清洁度问题。见图3。
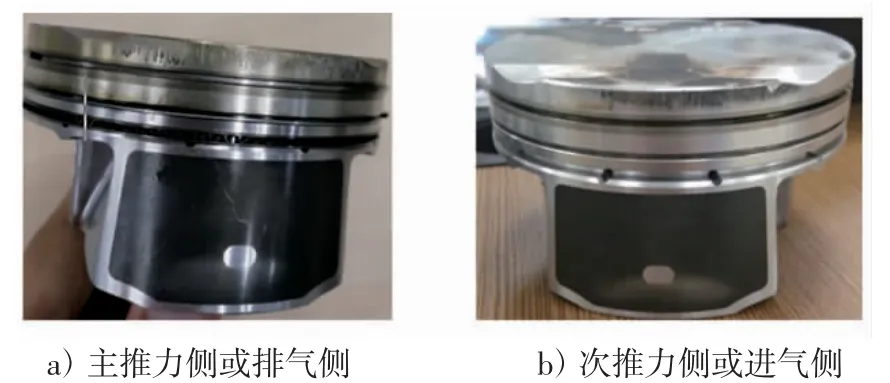
图3 发动机试验后照片
2.2 活塞问题
1)活塞材料选择。对失效活塞材料成份、金相组织、材料性能进行检测,结果满足要求。
2)活塞样件质量。调取失效活塞出厂报告,活塞的各项尺寸均满足要求。
3)活塞型线设计。对活塞型线设计引入活塞动力学分析校核,见图4,发现活塞头部在换向时与气缸内表面有接触,接触应力达到8.2 MPa,见图5。同时进行其它型号发动机活塞动力学计算,未发现活塞头部与气缸内表面存在接触现象,见图6。排查此型号其它发动机试验后的活塞头部,发现部分发动机存在第一环岸磨损现象,初步确认活塞型线设计为此问题发生的可能原因。

图4 失效活塞动力学分析图
图5 失效活塞头部接触应力

图6 其它型号发动机活塞动力学分析图
4)活塞设计温度。根据活塞温度场仿真计算(图7)及硬度塞法温度实测(图8),活塞最高温度为257 ℃,满足要求,排除活塞设计温度不合理。
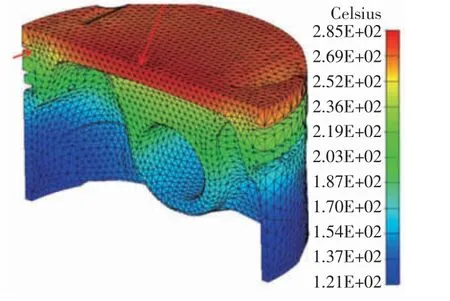
图7 活塞温度场仿真计算
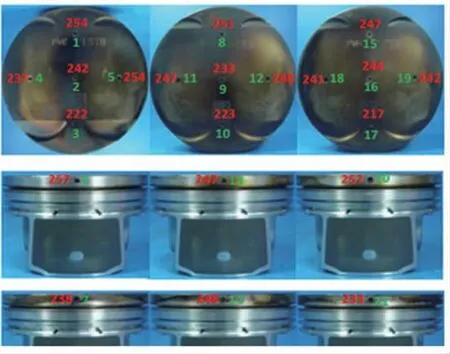
图8 硬度塞法活塞头部温度测试
2.3 缸体问题
1)气缸变形量。通过对气缸变形量进行分析可知,失效发动机气缸变形量满足要求,且气缸变形量比其它型号发动机小,见图9,红色为失效型号发动机,蓝色为其它未失效机型号发动机,排除气缸变形原因。
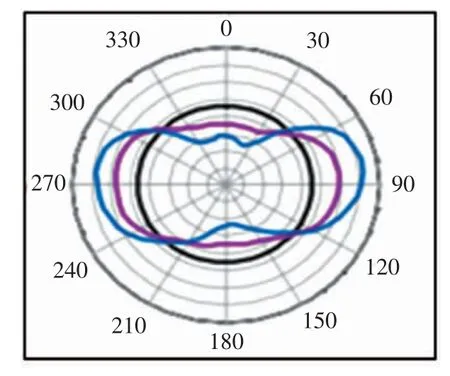
图9 气缸变形量计算
2)缸径问题。调取试验前缸径、气缸内表面粗糙度出厂数据,均合格,排除缸径、气缸内表面粗粗糙度问题。
3)缸体散热能力。活塞温度场试验测试结果表明,缸体散热无问题。
2.4 其它问题
1)将出现故障的发动机活塞、曲轴箱通风系统、增压器、缸盖总成搭载在其它未失效发动机上进行验证[2],未发现问题。
2)对活塞冷却喷嘴、活塞环进行单品检测,未发现问题。
2.5 分析总结
通过问题排查,初步确认问题主因为活塞型线设计问题,需对活塞型线进行优化。
3 措施设定及验证
对活塞型线进行优化[3],优化前后活塞型线对比如图10 所示。通过活塞动力学计算,活塞头部接触应力基本消除(见图11),但仍有较小的应力存在。
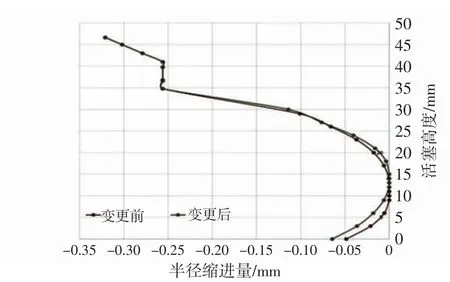
图10 活塞型线对比
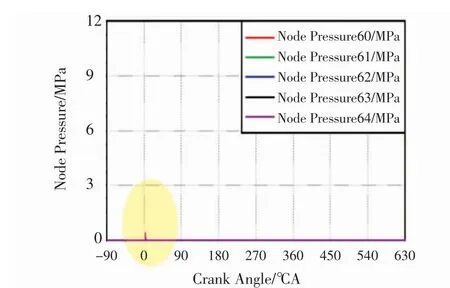
图11 优化后活塞头部应力
为彻底消除活塞头部接触应力,优化活塞销孔偏心量。活塞销孔偏心量从0.7mm 更改为0.5mm后,活塞头部接触应力消除(见图12)。同时,活塞的运动平稳性较前期有了较大的改善(见图13)。

图12 活塞动力学分析

图13 活塞运动平稳性(转速为2 000r/min)
按活塞型线及活塞销孔偏心量优化后的方案进行活塞试验验证,结果表明,活塞头部无异常磨损现象,问题解决(见图14)。

图14 优化后活塞试验照片
4 结论
活塞头部烧蚀原因为活塞型线设计不合理,活塞运动过程中,活塞头部接触应力过大,拉伤缸体,导致机油进入燃烧室,造成活塞头部烧蚀。