模具加工自动化生产线升级与改造
2021-09-26张守健张勇
张守健 张勇
摘要:本文根据模具工件特点和工艺生产流程,进行了自动化生产线的规划,主要采用了堆垛机和AGV叉车将现有机床进行联线,并增加了模具周转库,AGV对接平台等设备,组成自动化生产系统。
Abstract: In this paper, according to the characteristics of the mold workpiece and the process of production process, automatic production line planning, mainly using the stacker and AGV forklift to connect the existing machine tools, and increase the mold turnover warehouse, AGV docking platform and other equipment, composed of automatic production system.
关键词:堆垛机;AGV;叉车
Key words: stacker;AGV;forklift truck
中图分类号:TN081 文献标识码:A 文章编号:1674-957X(2021)16-0036-02
1 概述
1.1 项目内容描述
此次研制的模具加工自動生产线是针对模具工件的搬运而设计的整套物料搬运系统,配合现有HTM1000数控机床三台,HTM630数控机床六台,协鸿1300数控机床两台床构成高产能、高精度且具有完整性的半自动化生产单元,以满足实际的生产的需求。
因模具种类规格较多,加工节拍时间从1小时-2天不等,经计算,自动化产线所使用的堆垛机,AGV叉车运行节拍均小于实际加工时间,节拍满足要求。
1.2 加工产品
规格:模具种类较多,大小不一,选出生产量大的列为自动化产线加工产品;
尺寸:零件最大外形尺寸600×600×200mm;
材质:合金钢;
重量:<500kg。
1.3 模具自动化生产线总体要求
①以堆垛机为搬运模具载体,按照产品的制造工艺流程,将立式加工中心、 对接平台连接成自动化加工生产线;
②采用原有海天数控机床,台湾协鸿机床组建智能化加工车间;
③利用AGV系统、物流仓储系统、计算机控制系统等技术,对现有加工车间进行总体规划、重新布局;
④以移动机器人AGV为自动化生产线配送、周转加工模具。
2 模具加工自动化生产线方案
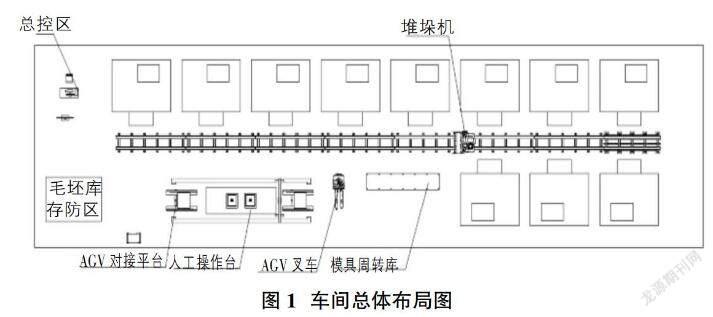
2.1 项目总体布局图(图1)
2.2 项目工艺流程
模具加工生产线主要工序流程:
①人工在操作平台将待加工模具装配在上模,发送请求至AGV叉车;
②AGV叉车将人工操作平台装配的工装搬运至指定的模具周转库中;
③机床加工完毕后,发送下料请求;
④堆垛机根据请求信号将相对应机床的模具搬运至待加工机床;
⑤机床加工完毕后,发出下料请求信号,堆垛机将工件搬运至下料工位上;
⑥下料工位检测工装后,发送请求至AGV,AGV将加工好的工装搬运至对接平台上;
⑦由KBK将工装吊装至人工操作平台;
⑧以上工作流程依次反复。
3 主要生产设备
3.1 堆垛机
堆垛机主要由下横梁、立柱、上横梁,载货台等组成。下横梁上装有水平运行机构、运行认址装置、超速保护装置的限速器等。立柱两侧的起升导轨,供载货台上下运行导向之用。在立柱上装有起升机构、高度条码认止、终端限位装置、电控柜及安全梯等。上横梁上装有定滑轮、上部运行导向轮装置、过载松绳保护装置等。下横梁有钢板焊接的箱式矩形断面或采用槽钢拼接而成的开口断面两种形式。
3.2 AGV叉车
AGV叉车由机械部分和电气部分构成。机械部分主要包括电池仓、电机仓、保险杠。货叉、举升门架、控制仓。电气部分包括控制器、电池、伺服驱动器、充电连接器、传感器等。
AGV的车体框架采用钢板及钢筋焊接,主要承重部位采取了加固设计保证AGV的载荷。主要仓体有驱动仓、电池仓和两个电气仓,车轮包括驱动轮、稳定轮和负载伦,举升机构包括举升门架、货叉、链条及两个起重缸。
①主要仓体:驱动仓内部安装有AGV的主要动力设备及其控制单元,包括驱动轮电机、舵电机及油泵电机以及伺服驱动器、接触器等电气设备。电池仓在2号电气仓下方,将2号电气仓上盖拆下,并将2号电气仓板向上抬起即可看到电池仓。1号电气仓内部安装有控制器CVC600、显示屏、电量表等设备。2号电器仓安装版上主要安装有开关电源及运动控制单元VMC20。
②车轮:AGV的车轮均采用聚氨酯材料,具有较强的耐磨性能。驱动轮由2.3kW电机带动。稳定轮用于平衡车体,可以360度灵活转动。每侧负载轮采用双轮结构,承载车体举升负载时的主要重量。
③举升机构:采用液压动力,举升门架由两侧的起重缸带动,起重缸为液压缸由动力仓内液压泵提供动力。链条连接货叉机构,在起重缸的带动下举升或落下货叉。
4 机床改造
设备实施过程中,某些设备不具备自动化功能,对设备进行了如下改造:
4.1 机床硬件改造
与堆垛机对接的机床夹具改造为自动夹紧、松开形式(增加液压控制系统);机床增加自动门功能,以便堆垛机货叉进出机床;增加机床铁屑清理功能,使夹具定位面无残留铁屑。
4.2 机床控制改造
机床数控系统具有通过远程I/O方式与堆垛机控制器通讯,完成堆垛机控制系统之间的动作及安全信号交互:机床控制PLC程序改造,增加与堆垛机控制器通讯的程序,实现下列信号的通讯。
5 控制系统
总控系统是物流系统中设备执行的控制核心并且负责堆垛机与加工设备间的动作协调,完成工件输送,并具备极高的可靠性、易维护性及先进性。此外还提供内容丰富,具备多种安全保护措施和操作模式,辅助工作人员进行设备操作和维护,是自动上下料物流系统中核心组成部分。
5.1 整体设计
本次项目电气控制系统由5个系统组成,具有MES功能的工控机作为总控系统,堆垛机;工装缓存库;AGV叉车的控制器为子控制系统;人工操作台远程操作平台。各子系统根据MES总控系统提供的生产任务调度产生相应的自动化作业。其中堆垛机采用西门子PLC作为控制器;工装缓存库采用工控机及PLC作为控制器;AGV叉车为整体采购,具有独立的控制器。这3个子控制器相互之间采用PROFINET總线方式进行通讯,子系统与MES总控系统采用TCP/IP网线协议进行通讯。
整个自动化的电气设计标准采用IEC 204-1最新版。对PLC的输入和输出端预留15%的裕量。PLC等智能装置在操作面板上具有编程接口。PLC程序采用模块化的编程结构,条理清晰,逻辑严谨,互锁性强;对于各地址(包括中间单元)具有准确简明的中文或英文注释。对外围的输入和输出元器件均有铝标牌。(标牌上的标号和图纸一致,利于维护查找)。电气系统性能可靠,能满足机械上一切互锁要求,电控系统具有严密的软、硬件互锁,可以保证在错误操作时,不能出现误动作,以保证在部分易损件失效或误触发时自动线不会出现误动作。
设备配置独立的主操作面板,主操作面板为彩色图形人机界面,中文或中英文切换界面,显示设备状态、故障信息等。并配备三色柱灯,可以远距离观察自动线的工作情况。
在布线时分开低压电缆、动力电缆、电磁屏蔽,并留出足够备用线。接近开关、光电开关、对射开关等现场用电气元件的防护等级不低于IP67。
5.2 整体控制原理
在整条自动线上具有严密的安全互锁方案,可以保障设备和人员的安全。
本次项目为模具加工自动生产线,模具的品种繁多,且加工时线内机床设备无上下序的关系,每台机床均可以完成完整模具工件的加工,而且加工时间长。根据自动生产线的上述特点,该自动线的操作将采取半自动半人工的方式。具体如下:
操作者根据生产任务选择工件毛坯,然后在人工装夹工件工位的操作面板发出请求信号,请求AGV叉车取工装上模到人工装夹工位;装夹完成后的工装上模通过人工选择装入到工装缓存库的某个工位,由AGV完成搬运;
操作者人工选择所需加工的模具工件,然后选择自动线内的某个机床进行加工;选择机床前需通过MES总控系统把相应的模具工件的加工程序传输到该机床内,传输完成后才可以启动堆垛机夹具搬运工件到对应的机床中进行加工,堆垛机完成一次机床换料后将处于空闲状态。机床内安装有高清摄像头,操作者可以通过监视器观察机床的加工情况,如果加工出现问题,操作者可以在人工装夹工位侧机床远程操作面板停止机床加工。
加工完成的工件由堆垛机放入到下料工位,再由AGV叉车运送到人工装夹工位,由操作者拆卸成品模具工件,无工件的工装上模再由AGV送回到工装缓存库的空位中。
6 结束语
通过本项目的实施,实现了模具生产的自动化,提高了产品质量和生产效率。
参考文献:
[1]孟繁华.机器人应用技术[M].哈尔滨:哈尔滨工业大学出版社,1989.
[2]马香峰.工业机器人的操作机设计[M].北京:冶金工业出版社,1996.
[3]戚长政.自动机与生产线[M].北京:科学出版社,2004.
[4]远洋,冯斌.大型双动式拉延模具改造技术的应用与推广[Z].一汽解放汽车有限公司卡车厂,2020.
[5]生产系统低成本自动化改造[Z].浙江大学.
