基于响应面法的凝析气净化装置运行参数优化
2021-08-28熊明林杨颖汪昊游书婷宋冬寒
熊明林 杨颖 汪昊 游书婷 宋冬寒
【摘 要】优化凝析油净化装置工艺参数,提升凝析油产量对企业降本增效具有重要意义。论文针对苏里格某天然气净化厂一凝析气净化工艺流程,采用HYSYS软件系统探讨了丙烷蒸发制冷单元出口温度,原料气中C6+、nC5H12、iC5H12含量及脱水脱烃单元进口压力对凝析油产量的影响。通过单因素实验筛选了对反应影响较大的因素水平进行响应面优化。结果表明,原料气中C6+含量对凝析油产量影响最大,脱水脱烃单元进口压力对凝析油产量影响最小,推荐了在计算工况下的最佳工艺运行条件为:丙烷蒸发制冷单元出口温度为0.013℃,原料气C6+含量为0.3%,原料气nC5H12含量为0.2%,原料气iC5H12含量为0.199%,为现场凝析油净化装置的高效运行提供了理论指导。
【Abstract】It is of great significance to optimize the process parameters of condensate oil purification device and improve the output of condensate oil for enterprises to reduce cost and increase benefits. Based on the condensate gas purification process of a natural gas purification plant in Sulige, the paper uses the HYSYS software system to discuss the influence of the outlet temperature of the propane evaporation refrigeration unit, the content of C6+, nC5H12, iC5H12 in the feed gas and the inlet pressure of the dehydration and dehydrocarbon unit on the output of condensate oil. Through single factor experiments, the paper screened the factor level that has a greater influence on the response and optimized it with response surface. The results show that the content of C6+ in feed gas has the greatest influence on the condensate oil production, and the inlet pressure of dehydration and dehydrocarbon unit has the least influence on the condensate oil production. The paper recommends the optimal operation conditions under the calculation conditions as follows: the outlet temperature of propane evaporation refrigeration unit is 0.013℃, the content of C6+ in feed gas is 0.3%, the content of nC5H12 in feed gas is 0.2%, and the content of iC5H12 in feed gas is 0.199%. This paper provides theoretical guidance for the efficient operation of on-site condensate oil purification device.
【關键词】凝析油;工艺模型;单因素分析;响应面法
【Keywords】condensate oil; process model; single factor analysis; response surface method
【中图分类号】TE644 【文献标志码】A 【文章编号】1673-1069(2021)09-0191-03
1 引言
凝析油是指从凝析气田或者油田伴生气中析出的液相组分,是化工行业重要原材料之一。然而,凝析油的析出条件受多种因素影响,不同条件下凝析油收率波动较大,甚至出现凝析油流失的情况,为生产企业带来较大经济损失[1,2]。通过优化净化装置的运行参数提升凝析油收率,不仅具有可行性,对企业降本增效也具有重要意义。目前,常见的优化设备运行参数的方法有响应面法、量子遗传算法、蚁群算法等。其中,基于数理统计的响应面法具有高效准确,且能具有多目标优化的特点[3]。
由此,本论文以苏里格某天然气净化厂一凝析气净化装置为研究对象,通过建立基于现场工艺的HYSYS模型,深入探讨丙烷蒸发制冷单元出口温度、原料气组成、脱水脱烃单元进口压力对凝析油产量的影响。在此基础上,采用响应面法对净化装置的工艺运行参数进行优化,以期获得最佳的运行条件,为凝析油净化装置的高效运行提供理论指导。
2 模型建立及验证
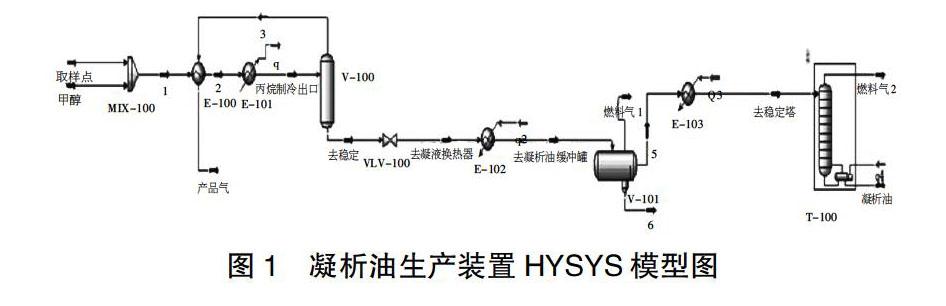
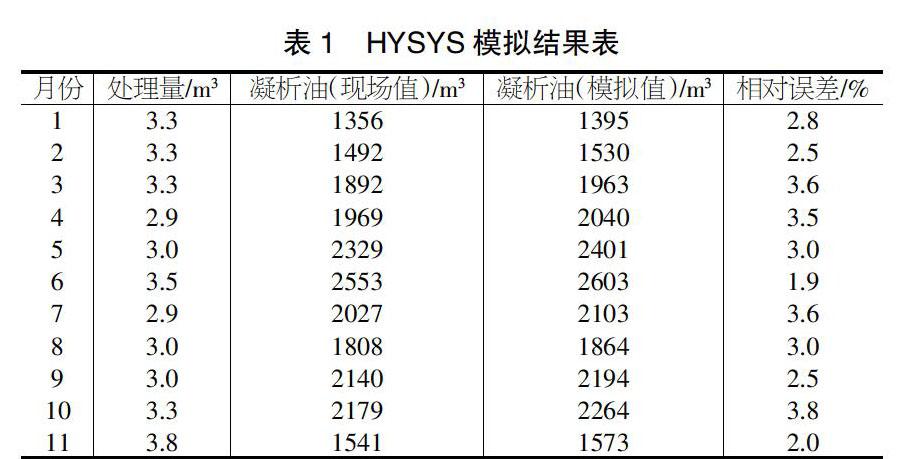
基于现场工艺流程以及运行参数建立工艺计算模型(见图1)。开展模型验证,结果如表1所示。从表1中可以看出,工艺模型计算误差最大为3.6%(3月和7月),最小误差为1.9%(6月),模型误差均在5%以内,贴近现场实际生产情况。
3 结果分析
3.1 影响因素分析
基于建立的工艺计算模型,选取现场典型运行工况(进气量1.12×107m3/d,进气温度11.58℃,进气压力2.09MPa),研究丙烷蒸发制冷单元出口温度、原料气组成、脱水脱烃单元进口压力等对凝析油产量的影响。结果表明,凝析油产量随着丙烷蒸发制冷单元出口温度降低而升高。在5℃时,凝析油的产量约为600m3/月;当温度降低到-18℃时,凝析油收率增加了近3倍,达到了1800m3/月。但制冷温度越低,设备功耗也将增大。因此,需要以凝析油收率为目标,综合考虑其他因素的影响,确定装置净化温度,以保证经济效益最大化。凝析油产量随着原料气中C6+、nC5H12、iC5H12含量的增加而增加,且近似线性关系。但值得注意的是,不同原料气成分对凝析油产量的影响程度存在差异。其中,原料气中C6+含量每增加0.1%,产量提升约2500m3/月,远超nC5H12与iC5H12,影响最为显著。进一步探究脱水脱烃单元进口压力对凝析油产量的影响,结果表明,凝析油产量随着进口压力的增大,呈现先增后减的趋势,在0.4MPa时为最优点。但就影响程度而言,在丙烷蒸发制冷单元出口温度、原料气组成、脱水脱烃单元进口压力这4个因素中,脱水脱烃单元进口压力的影响最小,在计算工况下,凝析油最大产量与最小产量之间相差不足5m3/月。
3.2 响应面法结果分析
3.2.1 响应面法结果
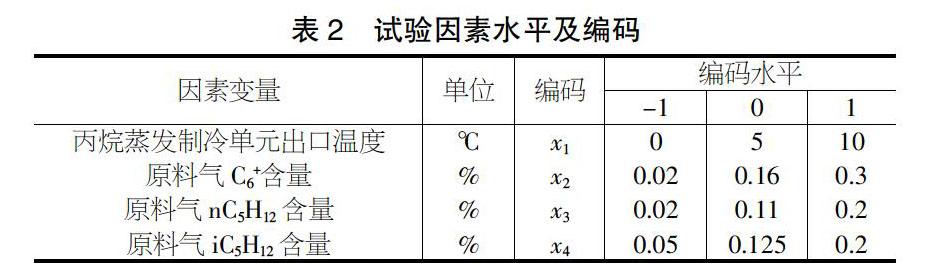
上文详细探讨了丙烷蒸发制冷单元出口温度、原料气组成及脱水脱烃单元进口压力对凝析油回收量的影响,结果表明丙烷蒸发制冷单元出口温度、原料气中C6+、nC5H12、iC5H12含量对凝析油产量影响较大,脱水脱烃单元进口压力对凝析油产量影响较小。但对影响因素的分析旨在为最佳运行参数的确定服务,从而实现经济效益的最大化。为此,本节基于响应面法,研究丙烷蒸发制冷单元出口温度、原料气气质组成等对经济效益的影响,以期获得不同工况下的最佳工艺参数。响应面试验因素及编码水平如表2所示。由于脱水脱烃单元进口压力对凝析油产量影响不大,故在此不作讨论,仅分析前4种参数交互作用。通过输入设计试验参数以及水平,规定经济效益为响应值,生成共计29组试验方案。其中,经济效益=凝析油产量×凝析油价格-设备功耗×电价,凝析油价格以每桶45美元计算(据以2019年国际平均原油价格作为测算依据),电价以0.75元/度计算(以工业用户电价作为计算基准)。基于HYSYS净化工艺模型(见图1)进行模拟计算,得出各组试验方案的响应值。
采用Quadratic(二次方程)模型对试验数据进行拟合,得到回归模型如下:
Y(x1,x2,x3,x4)=126000-22667.59x1+123200x2+8975x3+2458.21x4-3699.59x1x2-2054.94x1x3-1756.6x1x4+13109.23x2x3+10214.09x2x4-5301.28x3x4+1599.06x12-7054.12x22-2459.71x32-2326.19x42
开展回归模型的适应性分析,结果如图2~图4所示。从图中可以看出,残差点都靠近正太分布直线,满足正太分布要求[4]。分析试验次序与残差关系发现,实验点标准化残差主要落在(-2,2)区间以内,有两个点虽有偏离,但Cook距离小于0.5,均非异常点,因此,模型合理[5]。进一步对比试验值与预测值发现,预测值与试验值之间误差<0.9%,表明回归模型预测准确度较高[6]。
进一步对拟合模型进行显著性检验和方差分析,结果见表3。由表3可知,该模型F=353.91,P=0.0048,P值小于0.0001,差异显著。方差分析发现:F=2.010×105,P值小于0.0001,表明回归模型失拟不显著[7]。R2=0.9950,表明经济效益真实值与预测值接近。同时,F值代表了各因素对经济效益的影响程度,F值越大,影响越强。由此可以得出各因素影响程度大小的顺序为:原料气中C6+含量>丙烷蒸发制冷单元出口温度>原料气中nC5H12含量>原料气中iC5H12含量,其中原料气中C6+和丙烷蒸发制冷单元出口温度对经济效益的影响最大,其P值均小于0.0001。
3.2.2 响应面优化及验证
基于上述研究结果,考虑影响凝析油产量的多种因素,开展凝析油净化工艺经济性分析。在Design Expert软件中Optimization模块设定操作参数,取值范围参照表4,得到经济效益最大化条件下的优化参数(见图5)。选择前五组试验组合条件,通过工艺模型(见图1)模拟出相应的凝析油产量及设备功耗,得到经济效益计算值,从而与经济效益预测值进行模拟验证。
由表4可以得出,5组经济效益计算值均贴合预测值,且试验组合1经济效益最高,故推荐选择预测试验组合1,即丙烷蒸发制冷单元出口温度为0.013℃,原料气C6+含量为0.3%,原料气nC5H12含量为0.2%,原料气iC5H12含量为0.199%。该条件下净化装置總体经济效益为296835.246元,较现场实际经济效益274086元(月平均收益)提升8.3%。
4 结论
本文基于现场实际工艺流程,采用工艺模拟的方法研究了丙烷蒸发制冷单元出口温度、原料气C6+、nC5H12、iC5H12含量等参数对回收工艺的影响,通过响应面法优化了凝析油净化装置的运行参数,获得了以下几点主要结论:①丙烷蒸发制冷单元出口温度、原料气中C6+含量、原料气中nC5H12含量以及原料气中iC5H12含量对凝析油产量影响较大,脱水脱烃单元进口压力的影响最小。其中,各影响因素的影响程度排序为:原料气中C6+含量>丙烷蒸发制冷单元出口温度>原料气中nC5H12含量>原料气中iC5H12含量>脱水脱烃单元进口压力。②通过分析多因素的交互影响得出,x2x3(原料气C6+含量和原料气nC5H12含量)对实验的结果影响极显著,x2x4(原料气C6+含量和原料气iC5H12含量)影响差异性显著。③在计算工况下最佳运行条件为:丙烷蒸发制冷单元出口温度0.013℃,原料气C6+含量0.3%,原料气nC5H12含量0.2%,原料气iC5H12含量0.199%。
经优化后,预计企业经济效益可达296835.246元,较现场实际经济效益提升8.3%,对企业天然气净化厂中凝析气净化装置增效起到重要的指导意义。
【参考文献】
【1】刘海波,杜红换,曹玉超,等.凝析油稳定塔盐堵的原因分析及处理措施[J].石油化工设备技术,2020,41(2):63-66+9.
【2】朱光有,池林贤,张志遥,等.塔里木盆地大北气田凝析油中分子化合物組成与成因[J].石油勘探与开发,2019,46(3):482-495.
【3】张啸,肖文生,王全宾,等.永磁直线电机结构参数的DFSS和响应面法优化[J].机械设计与制造,2020(4):3-7.
【4】贾志宏,万晓慧,郭德伦.基于响应面法的超高频电弧增材制造工艺优化[J].焊接学报,2020,41(6):90-96+102.
【5】杨明,唐彦峰.采用Design-Expert分析多参数对FDM成型的影响与优化设计[J].装备制造技术,2017(11):53-56.
【6】金磊,杨金堂.振动式分选机的设计与响应面优化[J].机械设计与制造,2020(2):252-255.
【7】曾武松,杨加可,鲁玉莹,等.响应面考察工艺条件对正丁烷芳构化的影响[J].石油化工,2020,49(8):735-742.