高压均质协同壳聚糖萃取对乳清水中大豆蛋白结构和功能性的影响
2021-06-16李朝阳窦中友顾新禹郭增旺
李朝阳,窦中友,顾新禹,陈 尚,郭增旺
(1.黑龙江八一农垦大学,国家杂粮工程技术研究中心,黑龙江大庆 163319; 2.粮食副产物加工与利用教育部工程研究中心,黑龙江大庆 163319; 3.黑龙江八一农垦大学,食品学院,黑龙江大庆 163319; 4.逊克县农场学校,黑龙江北安 164423; 5.东北农业大学食品学院,黑龙江哈尔滨 150030)
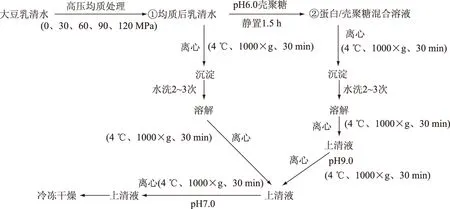
图1 乳清水残留大豆蛋白回收工艺流程图Fig.1 Process flow chart of whey water residual soybean protein recovery
大豆是豆科大豆属一年生草本植物,含有丰富的优质蛋白、不饱和脂肪酸、矿质元素及B族维生素,它是居民膳食中优质蛋白质的重要来源。大豆蛋白质含量约为35%~40%,氨基酸比例均衡,富含谷类蛋白质缺乏的赖氨酸,可与谷类蛋白质互补。大豆分离蛋白(soy protein isolate,SPI)作为一种营养丰富的蛋白类食品添加剂[1],具有良好的溶解性、凝胶性、乳化性、起泡性等功能特性[2]。大豆分离蛋白的提取方法主要包括碱溶酸沉法、超滤法和离子交换法,基于成本和效益的考虑,国内外常用的提取方式为碱溶酸沉法。研究发现,碱溶酸沉法提取大豆蛋白过程中会产生大量的大豆乳清水又被称为废水,其约含1.5%~2.5%的固形物,富含大豆蛋白质及大豆低聚糖[3]。为达到环保要求需对产生的废水进行后续处理,这严重增加了大豆蛋白的生产成本,限制产业化发展。
为絮凝沉淀大豆乳清水中蛋白质主要是采用多糖絮凝法,但普遍存在絮凝沉淀效率低等问题。利用高黏度壳聚糖(黏度>400 mPa·s)回收鱼糜漂洗液中的蛋白质,结果表明:当pH6.5、温度20 ℃、作用时间90 min、壳聚糖质量浓度1.67 mg/mL时,高黏度壳聚糖对鱼糜漂洗液中蛋白质回收率达43.68%[4];Huang等[5]利用壳聚糖回收大豆蛋白,得出蛋白回收的最佳条件为pH6.0~6.5,蛋白/壳聚糖比例4∶1,温度25 ℃,凝聚产率大于60%;刘秉涛等[6]研究发现在不同pH条件下,壳聚糖回收粗蛋白的效果差异显著。迄今为止,壳聚糖是絮凝沉淀废液中蛋白质常用的一种方法,其原理在于它是一种天然阳离子型聚电解质高分子化合物,在蛋白生产中与带负电的蛋白质发生静电相互作用形成相对稳定的复聚物[7]。谭慧等[8]研究发现SPI-多糖混合体系在高压均质作用下蛋白质部分功能特性得到显著改善(P<0.05)。高压均质技术是一种广泛应用在食品与药品方面的加工技术,其利用撞击力、空穴爆炸力、剪切力等作用力,将乳浊液或悬浮液均质成微乳液[9-10]。高压均质协同壳聚糖界面复聚效应处理废液是否能提高蛋白回收率及其对回收蛋白结构和功能性质的影响,目前尚缺乏系统研究。
本研究利用高压均质协同壳聚糖技术处理大豆乳清水回收残留大豆分离蛋白,并研究该技术对回收蛋白的结构和功能特性的影响,为工业化生产大豆分离蛋白废水的处理和副产物资源化利用提供了理论及实践基础。
1 材料与方法
1.1 材料与仪器
大豆乳清水(乳清蛋白0.5%(血球凝集素和7S球蛋白90.0%)、大豆低聚糖0.9%、黄酮类物质0.2%) 实验室自制;壳聚糖(脱乙酰度91.8%;黏度45 mPa·s;相对分子质量31000 Da)、牛血清蛋白、考马斯亮蓝G-250 sigma公司。
FB-110T超高压均质机 上海励途机械设备工程有限公司;CR22G型高速冷冻离心机 日本日立公司;FJ200-S型高速匀浆机 力辰科技有限公司;RF-5301PC型荧光分光光度计、UV-2600紫外分光光度计、PE Raman Station 400型激光显微拉曼光谱仪 日本岛津公司。
1.2 实验方法
1.2.1 乳清水残留大豆蛋白回收
操作要点:取500 mL大豆乳清水在25 ℃下,按照0、30、60、90、120 MPa等五个水平分别处理10 min;将一部分均质后大豆乳清水的pH调至6.0(2 mol/L NaOH),按乳清水/壳聚糖质量比2∶1分别加入壳聚糖,室温(25 ℃)下搅拌1.5 h;将均质后大豆乳清水和蛋白/壳聚糖混合溶液4 ℃条件10000×g离心30 min,沉淀水洗2~3次,调pH至7.0。同样条件再离心20 min,得上清液;将离心得到的蛋白/壳聚糖混合溶液上清液调节pH至9.0,搅拌过夜后静置,部分的壳聚糖会因为不溶而形成沉淀,同样条件再离心30 min,得上清液;将上述所得溶液调pH至7.0,离心30 min,冷冻干燥得蛋白[11-12]。采用Bradford法[13]测定回收蛋白的蛋白含量。
1.2.2 回收蛋白回收率测定 为避免回收蛋白中存在游离氨基酸和其它一些具备还原性质的化合物对蛋白含量测定结果的干扰,利用Bradford法[13]分别测定初始液蛋白浓度(乳清水)及经不同方式处理后上清液蛋白浓度,并计算蛋白回收率。
蛋白回收率(%)=(初始液蛋白浓度-上清液蛋白浓度)/初始液蛋白浓度×100
按照上述方法分别绘制0.1~1.0和0~0.1 mg/mL蛋白含量标准曲线。蛋白质含量标准曲线分别为y=0.81187x+0.00045,R2=0.99932;y=7.85247x+0.08185,R2=0.99946。其中y为吸光值,x为蛋白质浓度。从决定系数R2来看,线性关系良好。本试验中以500 mL酸沉清液回收蛋白为标准计算回收蛋白的回收率。
1.2.3 拉曼光谱分析 利用pH7.0的磷酸盐缓冲液将样品配制成100 mg/mL溶液,按照王中江的方法进行拉曼光谱测定[14]。
1.2.4 荧光光谱分析 回收蛋白样品0.25 g/100 mL(0.1 mol/L磷酸盐pH7.0),室温(25 ℃)下溶解,避光保存。激发波长为290 nm,激发和发射的狭缝5 nm,扫描波长300~400 nm,恒定扫描速度240 nm/min,电压500 mV[15]。
1.2.5 表面疏水性测定 将所得样品溶于0.01 mol/L、pH7.0的磷酸盐缓冲液中,配成2 mg/mL的蛋白溶液,按照Wang等[16]的方法进行表面疏水性的测定。
1.2.6 浊度测定 将蛋白样品配制成3 mg/mL,参照许琳霜等[17]的方法进行蛋白溶液浊度测定。
1.2.7 溶解性测定 参考Samoto等[18]方法进行蛋白质溶解性的测定。
1.2.8 乳化活性及乳化稳定性测定 将回收蛋白样品溶液配制成2 mg/mL,参考Tang等[19]方法进行蛋白乳化活性及乳化稳定性的测定。
1.3 数据分析
试验处理均为3次平行,差异显著性采用SAS 8.2软件进行统计分析,并采用Origin 9.0软件绘图。
2 结果与分析
2.1 回收蛋白含量结果
高压均质组和高压均质协同壳聚糖组回收蛋白含量如表1所示,随均质压力增加,高压均质组和高压均质协同壳聚糖组蛋白含量均逐渐增加,但当均质压力大于60 MPa时,高压均质组和高压均质协同壳聚糖组回收蛋白含量无显著增加(P>0.05),且高压均质组(压力大于60 MPa)和高压均质协同壳聚糖组无显著差异(P>0.05)。

表1 不同均质压力下回收蛋白含量Table 1 Contents of recovered protein under different homogenous pressures
2.2 均质压力对残留大豆蛋白回收率影响
不同高压均质压力对蛋白回收率的影响如图2所示,随高压均质压力增加,蛋白回收率总体上呈现出先增加后下降的趋势。对空白组(没添加壳聚糖,仅高压均质处理)言时,大豆蛋白的回收率随均质压力增加先增加后减小,当均质压力90 MPa时取得最大的蛋白回收率。这是由于高压均质处理使蛋白分子空间结构发生变化,疏水基团暴露导致表面疏水性增加,从而增加了蛋白的回收率。但继续增加高压均质压力(120 MPa)会导致蛋白质发生一定程度上变性,蛋白表面疏水性下降,使得蛋白回收率下降[20]。当高压均质协同壳聚糖处理时,在相同均质压力下,随着壳聚糖添加量增加,蛋白回收率明显增加。这可能是由于随着壳聚糖用量的增大,蛋白和壳聚糖之间的相互作用增强,使得蛋白回收率增加。基于此选择蛋白/壳聚糖质量比为2∶1。当均质压力从0 MPa升高到90 MPa,高压均质协同壳聚糖处理的蛋白回收率显著增加(P<0.05),由43.01%上升到 61.92%,继续增大压力,回收率开始出现轻微的下降,且与单独添加壳聚糖回收蛋白相比(即高压均质压力0 MPa),高压均质(90 MPa)协同壳聚糖处理使蛋白含量增加了43.96%。这种现象产生的原因可能是由于强剪切作用使蛋白质分子有一定程度的解离和伸展,从而导致大量极性基团暴露,表面电荷增加,蛋白疏水基团与壳聚糖间的静电相互作用不断加强,从而形成有效蛋白复凝聚[21]。但随着高压均质压力(120 MPa)的不断增大,蛋白质发生聚集作用,从而减弱了与蛋白-壳聚糖间的相互作用,影响了大豆蛋白的回收率[10]。
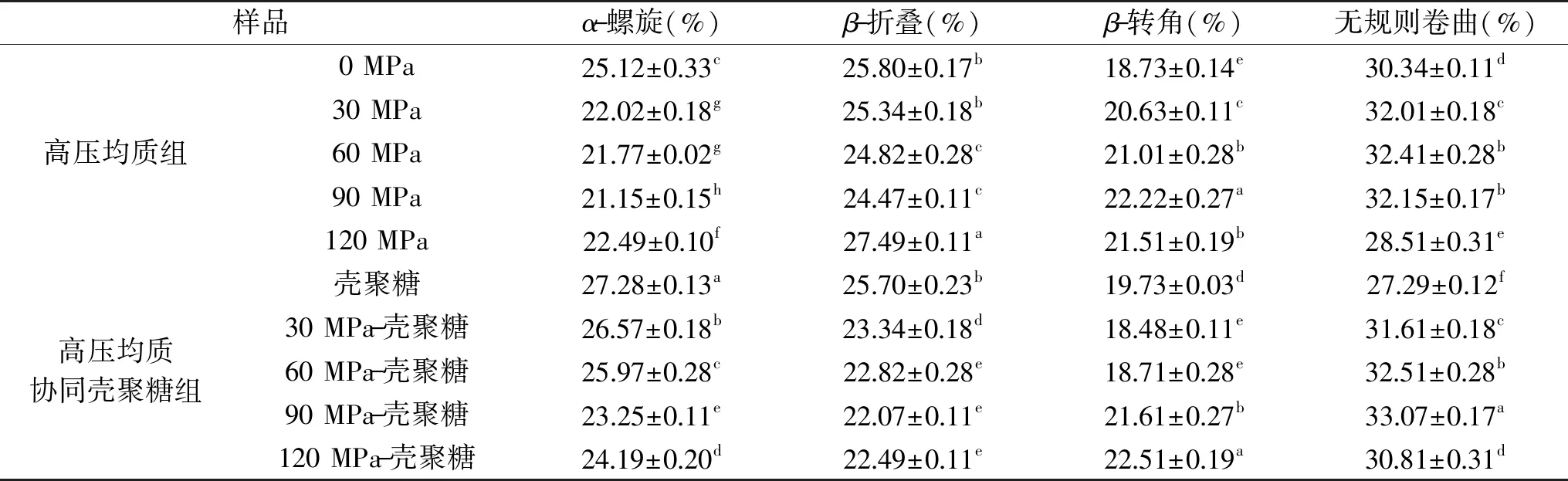
表2 回收蛋白的二级结构表(%)Table 2 Secondary structure of recovered protein under different homogenous pressure(%)

图2 不同高压均质压力蛋白回收率Fig.2 Recovery rate of protein under different homogenous pressures注:不同小写字母表示同一蛋白/壳聚糖质量比, 不同均质压力之间数据差异显著(P<0.05)。
2.3 拉曼光谱分析
不同高压均质压力条件下回收的蛋白在酰胺Ⅰ带(1630~1700 cm-1)拉曼光谱峰的结构归属为:α-螺旋在1645~1660 cm-1,β-折叠在1665~1680 cm-1,β-转角在1680~1690 cm-1,无规则卷曲在1660~1670 cm-1。酰胺Ⅰ带的拉曼特征峰代表回收蛋白二级构象,未C=O与C-N键的伸张[22]。如表2所示,随高压均质压力逐渐增加,高压均质及高压均质协同壳聚糖处理回收蛋白的α-螺旋和β-折叠结构含量先减少后增多,且两组均在均质压力90 MPa时取得最小值,但无规卷曲结构含量先增加后减少。这可能是由于均质处理使大豆分离蛋白内部弱氢键和分子间作用力裂解,蛋白质分子结构变化,导致其有序结构含量下降[23]。随高压均质压力继续增加到120 MPa后,强剪切力对蛋白分子内部隐藏的疏水基团进行切割,从而导致大量疏水性基团暴露,蛋白质分子间通过相互形成新的化学键,造成蛋白质分子的有序性增加。从总体来看,与高压均质处理组相比,高压均质协同壳聚糖处理组的有序结构α-螺旋和β-折叠含量更多。这种现象说明乳清水中的残留蛋白可能与壳聚糖形成了部分聚合稳定的蛋白网络结构,证明高压均质协同壳聚糖界面复聚效应使蛋白质二级结构更趋有序化[24]。
2.4 荧光发射光谱分析
从图3可以看出,在290 nm激发波长下,峰位在波长325~350 nm之间,因此该荧光发射光谱可能为色氨酸残基。高压均质处理使得回收蛋白的λmax和荧光强度均发生了显著的改变。当均质压力达到90 MPa时,回收蛋白的荧光强度和λmax增加,当均质压力大于120 MPa后,λmax开始下降。这可能是由于高压均质处理使大豆蛋白分子发生部分解折叠,结构伸展,致使色氨酸残基暴露于蛋白质分子表面[25]。但是当均质压力达到一定的值后,回收蛋白变性程度增加,结构紧密,包裹在蛋白内部的活性基团增加[26]。此外还可以看出,高压均质协同壳聚糖处理后,回收蛋白的荧光强度显著降低,这可能是与壳聚糖对色氨酸残基的屏蔽作用有关,减少了其与荧光猝灭物质的反应,导致回收蛋白的荧光强度下降[27]。
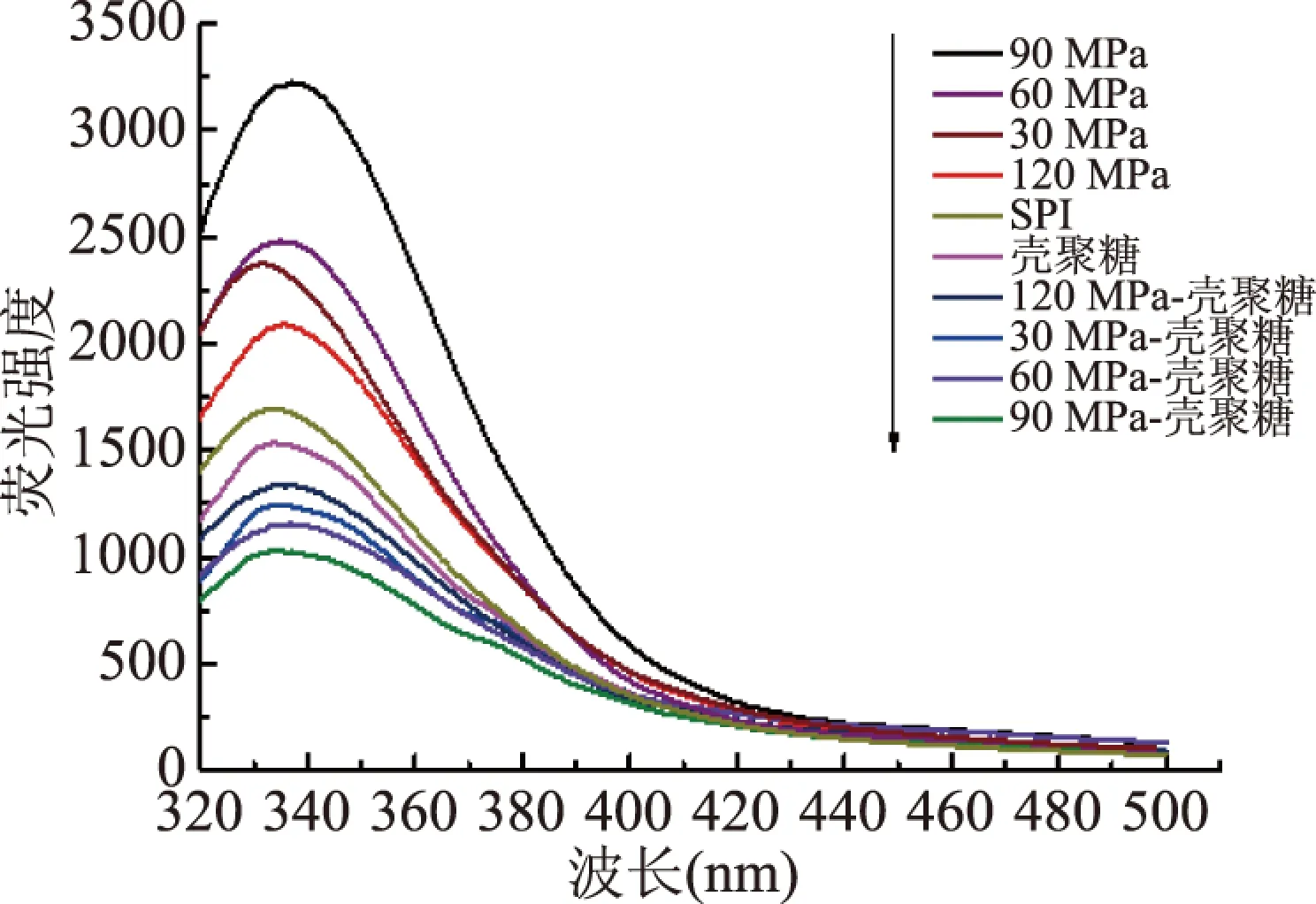
图3 不同均质压力下回收蛋白荧光光谱Fig.3 Fluorescence spectra of recovered protein under different homogenous pressures
2.5 表面疏水性分析
不同均质压力对回收蛋白表面疏水性的影响如图4所示。回收蛋白的表面疏水性随着均质压力的增加而显著上升,这是由于高压均质处理使蛋白质分子空间结构发生变化,疏水基团部分逐渐暴露出来,表面疏水性开始逐渐增加[22]。当均质压力为120 MPa时,高压均质组回收蛋白的表面疏水性迅速增加,这主要是由于更大均质压力产生的强剪切力对蛋白质内部的隐藏的疏水性基团进行切割,导致回收蛋白的表面疏水性大幅增加[25]。总体来看,与高压均质组相比,复合处理后回收蛋白的表面疏水性降低,多糖对蛋白质中赖氨酸和精氨酸残基等疏水性基团具有屏蔽了作用,回收蛋白质的亲水性增加,导致表面疏水性降低[28]。
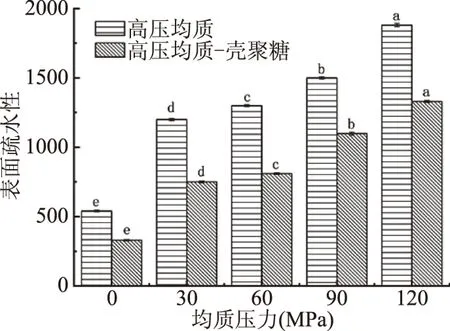
图4 不同均质压力下回收蛋白表面疏水性Fig.4 Surface hydrophobicity of recovered protein under different homogenous pressures注:不同小写字母表示同一处理不同均质压力之间 数据差异显著(P<0.05)。
2.6 溶解度及浊度分析
如图5所示,随均质压力增加回收蛋白的溶解性不断升高,但当均质压力达到90 MPa时,其增加速度随着压力的继续升高而逐渐减小;回收蛋白溶液的浊度逐渐减少,且与溶解性的变化趋势相反。推测原因可能是:在高压均质作用下回收蛋白质的颗粒减小,比表面积增加,改善了其溶解性。此外,蛋白颗粒在高压均质条件下易趋于稳定的悬浮液,导致溶液浊度降低[26-27]。同时相同均质压力处理条件下,高压均质协同壳聚糖组具有更好的溶解性,且浊度更小。这可能是由于添加壳聚糖引入了亲水性基团,增加了蛋白分子的水合作用,使得回收蛋白的溶解性增加,浊度减小[11]。
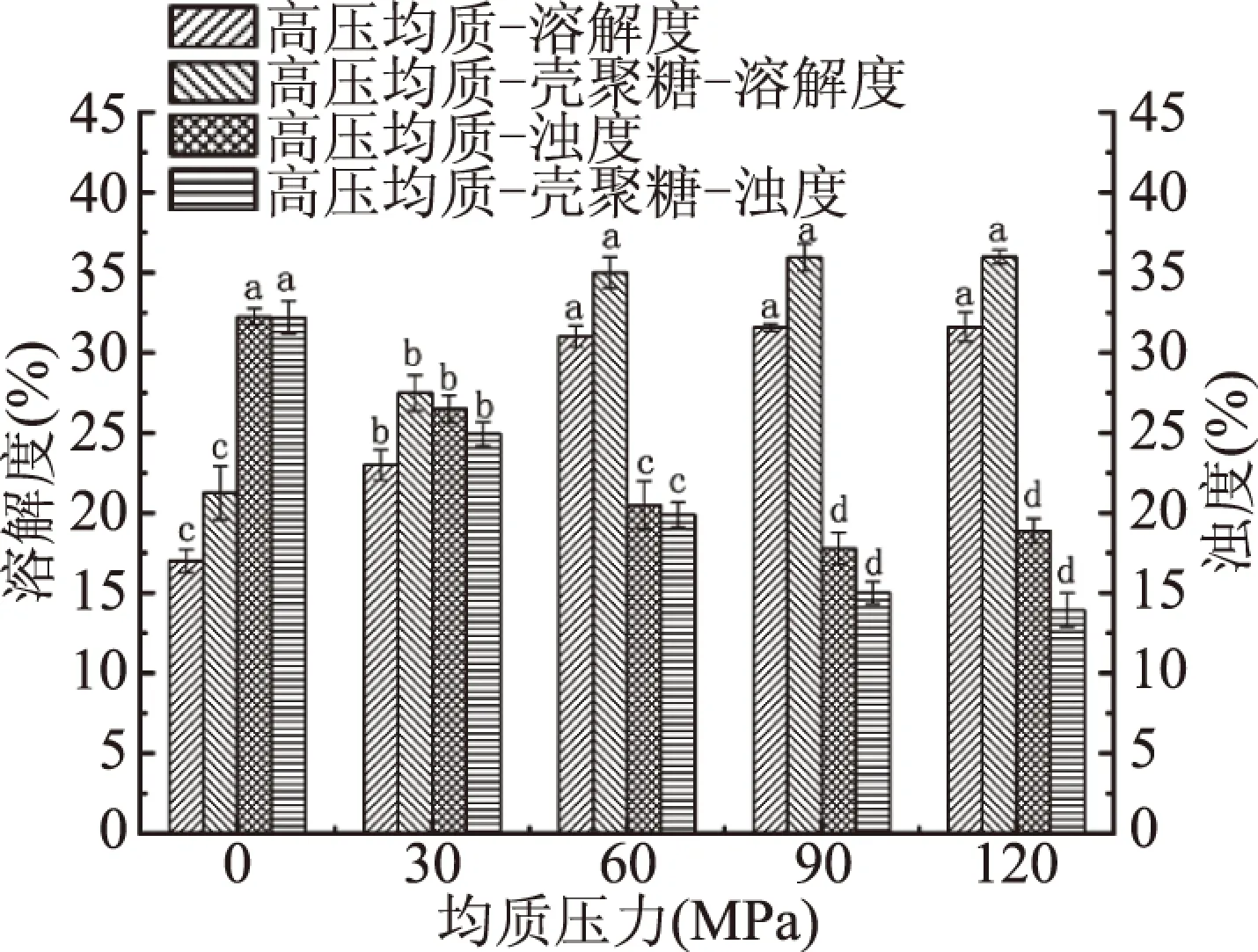
图5 不同均质压力下回收蛋白浊度和溶解度Fig.5 Turbidity and solubility of recovered protein under different homogenous pressures注:不同小写字母表示同一指标不同均质压力之间 数据差异显著(P<0.05)。图6同。
2.7 乳化活性及乳化稳定性分析
蛋白的乳化活性和乳化稳定性与蛋白质的结构、溶解度、表面疏水性和表面电荷分布密切相关[20]。如图6所示,随高压均质压力增加(0~120 MPa),回收蛋白乳化活性及乳化稳定性逐渐增加,但变化趋势逐渐减小。这是由于高压导致蛋白质发生空间结构变化,使埋藏在蛋白质分子内部的疏水性基团暴露出来,导致其疏水性增加,有利于改善蛋白质的亲水/疏水平衡,降低了界面张力,改善蛋白质乳化性[29]。随着均质压力(120 MPa)的增加,高剪切作用不断加强使埋藏的疏水性基团更多的暴露出来,蛋白颗粒减小,使得表面疏水性和单位蛋白的可吸附界面面积显著增加(P<0.05),从而改善乳化活性[30]。与高压均质组相比,高压均质协同壳聚糖处理乳清水的回收蛋白具有较好的乳化活性和乳化稳定性。这可能是由于引入的亲水性壳聚糖结合到蛋白质分子的侧链上,增加了其亲水性,而且多糖链也抑制了油相的聚集,回收蛋白更容易在油/水界面上分散排列,具有较好的乳化活性和乳化稳定性[31]。

图6 不同均质压力下回收蛋白乳化特性Fig.6 Emulsifying properties of recovered proteins under different homogeneous pressures
3 结论
本文主要通过高压均质协同壳聚糖界面复聚效应回收碱溶酸沉乳清水中残留大豆蛋白,研究该处理方法对残留蛋白回收率,并深入研究该技术对回收蛋白结构(二级、三级结构)及功能特性的影响。研究发现当乳清水/壳聚糖质量比2∶1,高压均质压力不大于90 MPa时,与单独添加壳聚糖处理相比,高压均质协同壳聚糖处理显著(P<0.05)提高了蛋白回收率,并改善了回收蛋白的部分功能性质。高压均质处理改变回收蛋白分子的构象和色氨酸残基微环境的极性,使蛋白内部活性基团发生变化,显著提高了蛋白的表面疏水性及溶解性、浊度、乳化活性和乳化稳定性。根据高压均质对残留蛋白回收率及其对回收蛋白功能性质的改善,选择高压均质压力为90 MPa,乳清水/壳聚糖质量比2∶1。每处理1吨大豆乳清水可回收蛋白4 kg,具有显著的经济效益,此外本技术的研究可以有效解决大豆乳清废水的环境污染问题,具有良好的社会效益。本研究为工业化生产大豆分离蛋白废水的处理和副产物资源化利用提供了理论及实践基础。
