研磨强度对不同系统小麦粉粒度及品质的影响
2021-06-01周文卓温纪平
周文卓,温纪平
河南工业大学 粮油食品学院,河南 郑州 450001
小麦是我国居民最重要的口粮作物,其籽粒经清理、调质后,在机械力作用下使皮层、麦胚与胚乳分离,并将胚乳研磨成粉的过程称之为小麦制粉[1-2]。在我国北方,人们以面食为主,面条、馒头、油条、花卷的制作都离不开小麦粉[3]。这些面制品品质与小麦粉品质密切相关,而影响小麦粉品质的因素很多,如小麦质地、剥刮率、制粉过程中取粉率高低等[4]。
在制品经过某道系统研磨后,穿过粉筛筛下物流量占本道系统流量或1皮磨流量的百分比,称为取粉率。取粉率是检测研磨强度的重要指标,在保证面粉厂加工效益、控制粉路正常运行等方面有重要指导意义[5]。通过调节磨辊轧距、小麦粉取粉率和粒度改变,从而对小麦粉品质也产生一定影响。宋燕燕等[6]指出,随小麦粉粒度减小,破损淀粉含量呈增加趋势。靳灿灿等[7]研究表明,相同研磨条件下,随小麦粉粒度减小,面粉白度增大,破损淀粉含量增大,从而导致吸水率上升,影响面团流变学特性。Barak等[8]研究发现,面粉粒度与水分含量、湿面筋含量、破损淀粉含量显著相关。
在制粉过程中,无论采用何种制粉方法,前路心磨都是主要出粉部位,且前路心磨物料纯净,品质较好。前路心磨研磨搭配撞击磨松粉,尽可能使其大量成粉,减少物料后推,节约能源,缩短粉路。作者选取4个前路心磨系统(1M1、1M2、1M3、2M1)磨上物,通过在线调节磨粉机磨辊轧距,从而改变研磨强度,随后经过撞击磨松粉,高方平筛筛理,每个系统得到3种不同研磨强度的小麦粉,以取粉率高低表示研磨强度强弱。作者研究研磨强度改变对不同系统小麦粉粒度分布、小麦粉基本指标、糊化特性、面团流变学特性的影响,为心磨轧距调节提供数据支撑,为小麦适度加工提供理论依据。
1 材料与方法
1.1 材料与试剂
小麦及1M1、1M2、1M3、2M1入磨物料:郑州天地人面粉实业有限公司。
小麦基本品质指标:水分含量11.35%、灰分含量1.65%、容重803.4 g/L、千粒重446.55 g、硬度64.3。1M1、1M2、1M3、2M1入磨物料基本指标如表1所示。
氯化钠、浓硫酸、硫酸铜、硫酸钾、硼酸、氢氧化钠、甲基红、亚甲基蓝、碘化钾、硫代硫酸钠、盐酸、硫酸锌、亚铁氰化钾均为分析纯。
1.2 仪器及设备
LS-30粉筛:无锡穗邦科技有限公司; NKT全自动激光粒度分析仪:山东耐克特分析仪器有限公司; WSB-IV智能白度测定仪、MJ-III型面筋数量和质量测定仪:杭州大成光电仪器有限公司;分析天平:梅特勒-托利多仪器(上海)有限公司;破损淀粉仪:法国肖邦技术公司Chopin Technologies;Foss Kjeltec 8400全自动凯氏定氮仪:福斯分析仪器公司;WZZ-2S自动旋光仪:上海中光仪器仪表有限公司;粉质仪: 德国Brabender公司;电热鼓风干燥箱:上海精宏实验设备有限公司。

表1 样品基本指标
1.3 试验方法
1.3.1 原料粉的制备
选取4种心磨系统1M1、1M2、1M3、2M1磨上物,通过在线调节各系统磨粉机两磨辊之间的轧距,每个系统得到3种不同研磨强度的物料,随后经过撞击磨松粉,再经高方平筛筛理,得到12种小麦粉。根据研磨后物料取粉率由低到高(L、M、H)来表示研磨强度由弱到强,共12种物料,分别记为1M1L、1M1M、1M1H、1M2L、1M2M、1M2H、1M3L、1M3M、1M3H、2M1L、2M1M、2M1H。
1.3.2 小麦粉和撞击磨松粉前、后物料粒度及小麦粉粒度分布的测定
使用激光粒度仪测定12种物料经过撞击磨前、后物料和筛理后小麦粉D50(颗粒累积分布为50%的粒径,即平均粒径),折光率控制在10%~15%之间。
参照CB/T 5507—2008中筛分法测定小麦粉的粒度分布。将12种小麦粉用验粉筛筛分为A(留存118 μm)、B(穿过118 μm留存100 μm)、C(穿过100 μm留存85 μm)、D(穿过85 μm)4种不同粒度小麦粉,称质量,得其粒度分布。
1.3.3 小麦及小麦粉基本特性的测定
容重测定参照GB/T 5498—2013;硬度指数测定参照GB/T 21304—2007;水分含量测定参照GB 5009.3—2016;灰分含量测定参照GB 5009.4—2016;蛋白质含量的测定参照GB 5009.5—2016;湿面筋含量及面筋指数的测定参照GB/T 5506.2—2008;粗淀粉含量的测定采用1%盐酸旋光法;破损淀粉含量测定参照AACC方法76-31 肖邦破损淀粉仪法;降落数值测定参照GB/T 10361—2008。
1.3.4 小麦粉糊化特性、流变学特性的测定
糊化特性的测定参照GB/T 24853—2010。粉质特性的测定参照GB/T 14614—2019;拉伸特性的测定参照GB/T 14615—2019。
1.4 数据分析
采用SPSS软件进行数据分析处理,用Origin 8.5软件作图。
2 结果与分析
2.1 撞击松粉前、后物料基本指标分析
制粉过程中,通常采用撞击松粉机处理前路心磨磨粉机研磨后的物料,起到分散粉片、粉碎物料、缩短心磨道数的作用[9]。由表2可以看出,心磨研磨的物料经撞击松粉后取粉率提高,1M3系统取粉率增加幅度最小,这是因为物料经心磨研磨后已有较高取粉率。物料经撞击松粉机D50减小,撞击松粉前后1M1物料D50变化幅度大,1M3物料D50变化幅度小,这是因为物料经研磨后已达到较小粒度。由于2M1入磨物料粒径较小,磨粉机、松粉机对小粒径物料的作用效果不明显,2M1H撞击松粉前后物料D50变化最小。水分是小麦粉安全储藏的重要物质,也是面粉中最容易变化的组分,因散失而减少,吸潮而增加[10]。物料经撞击松粉后水分减少,这是因为物料在撞击机内与撞击座圈四周摩擦碰撞产生热量所致。各系统物料随研磨强度增强,取粉率增大,灰分含量无明显变化。这是因为撞击前后物料未经筛理等其他方式处理,物料中除水分外其他组分变化不大。
2.2 研磨强度对小麦粉粒度及粒度分布的影响
如图1所示,1M1、1M2、1M3、2M1各系统小麦粉D50都随研磨强度增强而降低,1M1小麦粉D50最大。1M2系统小麦粉D50变化趋势最平缓,这是因为磨辊有一定程度的磨损,调节轧距对取粉率及小麦粉粒度影响不大。由图2可知,在A、B粒度区间1M1系统小麦粉占比最大,在C、D粒度区间占比最小;1M3、2M1系统小麦粉与之相反。
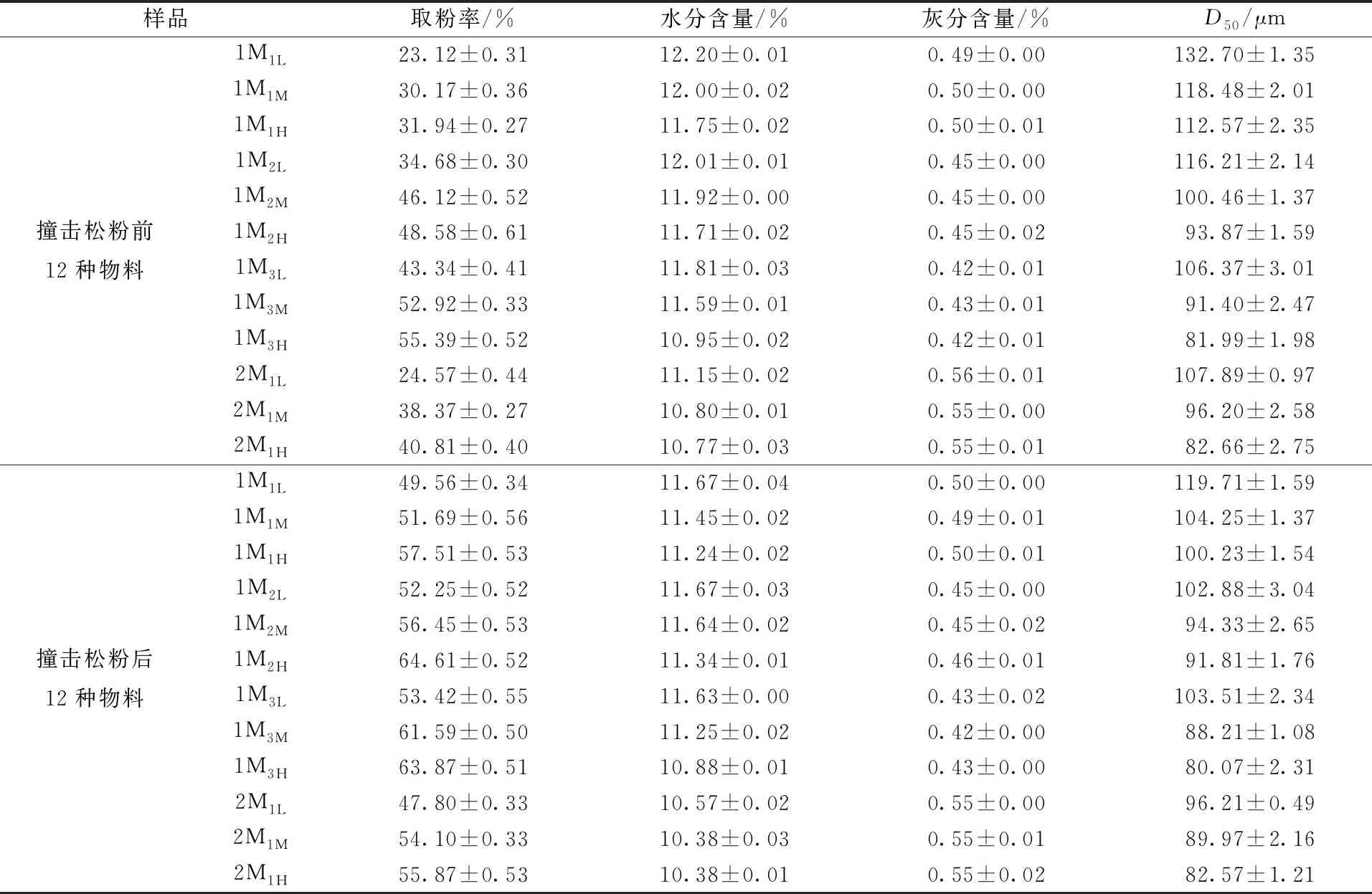
表2 撞击松粉前、后物料基本指标对比

图1 不同研磨强度下小麦粉的D50

图2 不同研磨强度下小麦粉粒度分布
2.3 研磨强度对小麦粉基本指标的影响
4个系统不同研磨强度下小麦粉基本指标见表3,各系统小麦粉水分含量随研磨强度增强而减小,且2M1系统小麦粉水分含量最少,这是因为取粉率高小麦粉研磨强度大,水分散失多,且2M1面粉粉路长,水分散失更多。1M3、2M1小麦粉水分含量比撞击松粉后物料水分含量高,这可能是因为小颗粒物料在筛理过程中更易吸收空气中的水分。各系统小麦粉灰分含量均无显著性差异,这是因为所取原始物料为比较纯净的胚乳颗粒,经研磨、撞击、松粉、筛理后小麦粉灰分无明显变化,且灰分含量都远低于0.7%(国标对特制一等小麦粉灰分的要求)。各系统小麦粉的白度都随研磨强度增强而增大,这是因为小粒度小麦粉相对表面积大,反光效果好,白度增加。各系统不同取粉率小麦粉中粗淀粉含量呈无规律性变化,1M3小麦粉淀粉含量最少。粗蛋白质含量高,这可能与1M3入磨胚乳颗粒更接近小麦籽粒的外层有关,小麦籽粒从中心到皮层蛋白质含量增加,大淀粉数量减少。各系统小麦粉随取粉率增大,粗蛋白含量呈小幅度增加趋势,这可能是因为研磨强度增大,破坏了淀粉与蛋白质的结合体,使更多的蛋白质碎片游离出来。面筋含量和面筋指数分别在面筋数量和质量上共同影响小麦粉的食用品质。各系统不同取粉率的小麦粉,湿面筋含量随研磨强度增强而整体上呈增大趋势,这与粗蛋白含量变化趋势一致;面筋指数随研磨强度增强呈波动性变化,无明显变化趋势。1M1H小麦粉面筋指数最大,这可能是由于谷蛋白与醇溶蛋白的比例大,谷蛋白含量高,Chaudhary等[11]研究表明,添加了谷蛋白的面团微观结构存在紧密牢固而富有弹性的面筋网络,谷蛋白有助于将面筋结构保持在一起。小麦制粉过程中受到机械力作用导致淀粉颗粒损伤,形成破损淀粉。不同系统小麦粉随取粉率增大,研磨强度增强,小麦粉颗粒粒度减小,破损淀粉含量显著提高。降落数值可以反映α-淀粉酶活性,降落数值越高表明α-淀粉酶活性越低,降落数值变化趋势与破损淀粉含量变化趋势相反,这可能是因为随着研磨强度增强,取粉率增大,破损淀粉含量增大,而破损淀粉更易被水解。

表3 不同研磨强度下小麦粉基本指标
2.4 研磨强度对小麦粉糊化特性的影响
小麦粉中含有大量的淀粉,淀粉发生糊化作用对面制品的黏度和感官产生影响[12]。由表4可知,峰值黏度可在一定程度上反映淀粉酶活性的高低,峰值黏度随不同系统小麦粉研磨强度增大而减小,这与降落数值变化趋势一致。衰减值反映淀粉糊的热稳定性,各系统粉较强研磨强度小麦粉的衰减值较小,淀粉糊热稳定性较好。这可能是因为强研磨强度小麦粉取粉率高,小麦粉中小分子颗粒淀粉增多,分子间结合紧密,在吸水膨胀过程中强度大,不易破裂, 最终导致衰减值下降[13]。回生值反映淀粉老化回生程度,各系统粉小麦粉的回生值随研磨强度增大总体上呈减小趋势,这可能是因为强研磨强度小麦粉中直链淀粉含量低。糊化温度反映淀粉糊化的难易程度,1M2、1M3系统粉糊化温度随研磨强度增大而降低,这可能是因为小粒度小麦粉和破损淀粉更容易与水结合使淀粉分子间氢键被破坏,糊化温度降低。1M1不同研磨强度系统粉中1M1M糊化温度最高,可能是因为粗淀粉和B淀粉含量高,Kim等[14]研究表明,A淀粉比B淀粉峰值黏度、最低黏度、最终黏度和回生值高,糊化温度比B淀粉低。
2.5 研磨强度对小麦粉粉质、拉伸特性的影响
不同系统小麦粉吸水率随研磨强度增大而增大,这与强研磨强度小麦粉中破损淀粉和蛋白质含量高有关。水分子仅进入完整淀粉晶体区域以外的无定形区,随着研磨强度增加淀粉受到机械损伤,晶体区域被打破,更多的淀粉颗粒暴露在外界环境中,这时所加入的水主要以间隙水的形式存在,由于淀粉粒的微孔状结构,水分子可进入整个淀粉粒,吸水量增加[15-17]。形成时间反映面团的弹性,弱化度、稳定时间反映面筋的强度,粉质指数是对面团粉质特性的综合评价[18]。由表5可知,1M2、1M3小麦粉形成时间、稳定时间长,弱化度小,粉质指数高,说明两个系统粉制成面团的弹性大、筋力强、耐揉性好。这可能是因为1M2系统小麦粉破损淀粉含量少,且面筋指数较高; 1M3系统小麦粉粗蛋白、湿面筋含量高。2M1小麦粉弱化度高,形成时间、稳定时间短,粉质指数小,这可能是因为小麦粉中破损淀粉含量高导致吸水率大幅度增加,面团易流变,面团筋力减弱。1M2L与1M2M、1M3M与1M3H、2M1L与2M1M这3组粉随研磨强度增大,稳定时间延长,粉质指数增大,可能是因为较强的研磨条件促使小麦粉中含有半胱氨酸的α-和γ-醇溶蛋白通过交换二硫键转化成醇不溶性的谷蛋白,降低了醇溶蛋白与谷蛋白的比例,谷蛋白大聚体含量增加,面筋特性得到改善[19]。
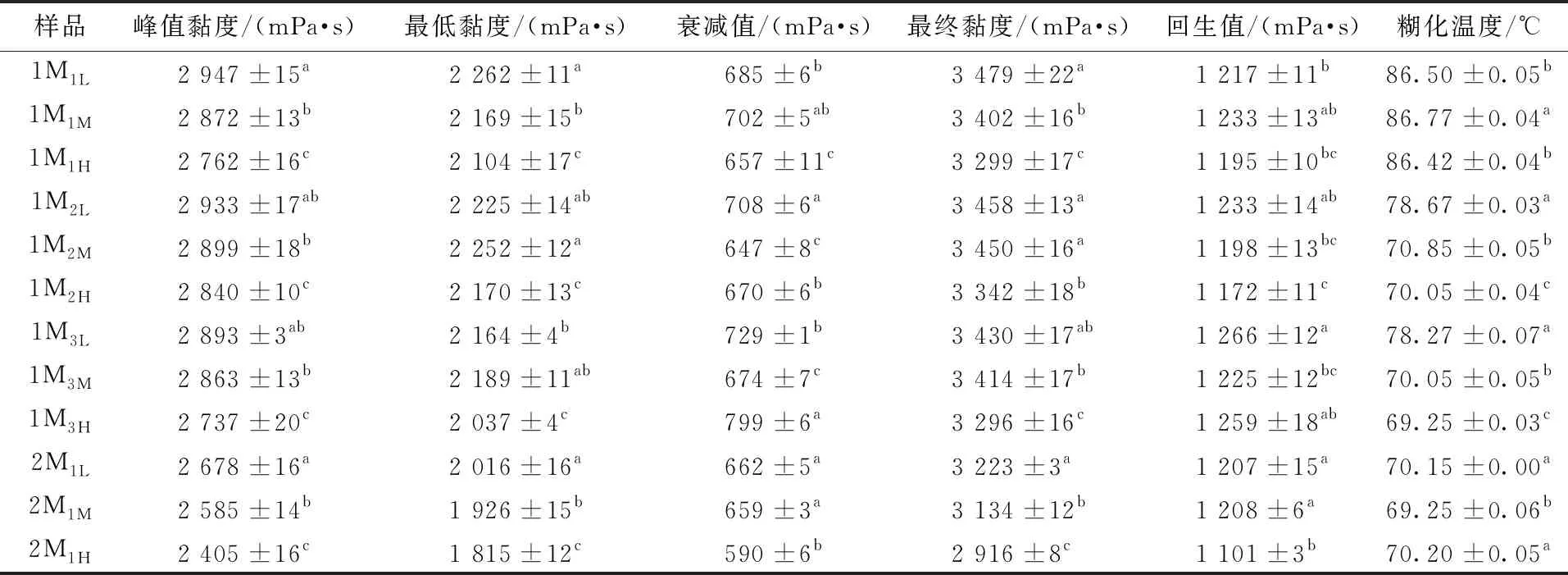
表4 不同研磨强度下小麦粉糊化特性

表5 不同研磨强度下小麦粉粉质特性
面团拉伸特性可以用来评价小麦粉品质,通过不同醒发时间拉伸曲线表示的面团拉伸性能指导发酵面制品的生产[20-21]。拉伸面积表示拉伸能量,反映面筋筋力强弱;拉伸阻力可以用来反映面团的强度和筋力,以及面团在发酵过程中保持CO2的能力,评论面团的发酵性能;延伸度表示面团的延展性和可缩性;拉伸比例是拉伸阻力与延伸度的比值,是衡量面团拉伸阻力和延伸性之间平衡关系的一个重要指标。由表6可知,1M1、1M2、1M3、2M14个系统小麦粉拉伸比例随发酵时间延长而增大,随研磨强度增大而增大。4个系统小麦粉制成面团在醒发90 min时拉伸面积较大, 1M1H、1M2M、1M3H、2M1L4个面团的拉伸阻力、拉伸比例较大,延伸度较小,表明此时面团的强度大、筋力强、持气性好。

表6 不同研磨强度下小麦粉拉伸特性
3 结论
心磨研磨的物料经撞击松粉后取粉率提高,平均粒径减小,水分降低,灰分无明显变化。随研磨强度增大,1M1、1M2、1M3、2M1各系统小麦粉D50降低,各系统小麦粉水分含量、降落数值减小,白度、蛋白质、湿面筋、破损淀粉含量随取粉率增大而增大,淀粉含量随研磨强度增大呈无规律性变化,灰分含量均远低于国标一等品要求。在糊化特性中峰值黏度、回生值随不同系统小麦粉研磨强度增大总体上呈减小趋势,各系统粉较高取粉率的小麦粉,衰减值较小,1M2、1M3系统粉糊化温度随研磨强度增大而降低。在流变学特性中,不同系统小麦粉吸水率随研磨强度增大而增大,1M2、1M3小麦粉形成时间、稳定时间长,弱化度小,粉质指数高,2M1小麦粉弱化度高,形成时间、稳定时间短,粉质指数小。1M2L与1M2M、1M3M与1M3H、2M1L与2M1M这3组小麦粉随研磨强度增大,稳定时间延长,粉质指数增大。1M1、1M2、1M3、2M14个系统小麦粉拉伸比例随发酵时间延长而增大,随研磨强度增大而增大。4个系统小麦粉制成的面团在醒发90 min时拉伸面积较大,1M1H、1M2M、1M3H、2M1L4个面团的拉伸阻力、拉伸比例较大,延伸度较小。该试验研究了研磨强度对不同系统小麦粉品质的影响,对于指导小麦加工厂生产配粉、粉路设计及节能减排、绿色生产等方面具有重要意义,下一步可研究不同研磨强度小麦粉对其面制品品质的影响。
