基于纳秒光纤激光器的彩色打标工艺研究
2020-08-01刘晓飞张堃王丽荣张宁
刘晓飞, 张堃, 王丽荣, 张宁
(中山火炬职业技术学院,广东 中山528436)
关健词:激光标刻;颜色;薄膜干涉;影响
0 引 言
激光打标主要有两种方法:掩模打标、扫描激光打标。掩模打标是激光首先通过掩模,再到加工表面,通过光学设备使特定图案投射到加工表面。通常这种标记方法需要使用高能脉冲激光束。另一种方法是用两个电流计反射镜将聚焦激光束移到工件表面,每个反射镜在给定方向上偏转激光束。通过对反射镜的适当控制,可以获得所需的激光束轨迹。对于传统的金属颜色标记方法,使用激光源的优点是它对金属样品的物理化学性质进行局部的改变,不会对材料的性能产生影响。在正常的大气条件下,材料在激光加热过程中的表面改性,会导致金属表面的氧化进而产生颜色变化。因此,获得给定颜色与激光束的工作参数、金属工件的物理特性和环境条件有关。主要的工作参数是光束功率、扫描速度、光束频率、光斑直径,要获得具有所需颜色特征的给定输出,必须通过改变激光束的工作参数进行多次实验。
目前国内外大多数的研究是用Nd:YAG和光纤激光器进行的,以确定表面粗糙度、表面反射系数、标记对比度等工艺参数。一些作者认为表面金属着色与块状氧化物颜色的组成有关。Limulko等在不锈钢上通过用光纤激光加热表面获得颜色,他们将颜色建模为小颜色像素的有效和,并给出能量、颜色和氧化层厚度之间的定性关系;Campanelli等[1]研究了不同工艺参数对加工后表面质量和材料加工深度的影响。本文采用纳秒光纤激光打标机,探究彩色打标的发生机理,分析金属表面打标后产生不同颜色的原因,分析具体参数对不锈钢表面着色的影响,研究激光打标形成颜色的原因。
1 实验材料与方法
实验使用汉通激光有限公司的HT20W光纤激光打标机,发射波长为1064 nm,最小脉冲持续时间为100 ns。激光脉冲的频率范围在20~100 kHz之间,并且根据重复率,每个脉冲的传递能量可能在0.1~1.0 mJ之间变化。平均发射功率取决于每脉冲能量和重复频率,最大获得平均功率为20 W。
2 结果分析与讨论
2.1 颜色表现机理
纳秒光纤激光束作用在金属表面,在金属表层生成一层薄的半透明氧化层。薄膜干涉如图1 所示,定义光程差为:
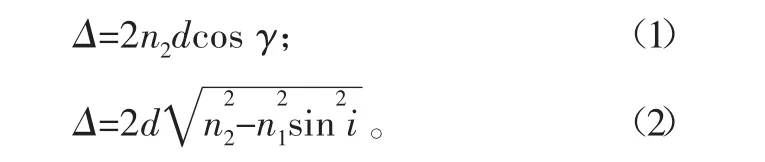
当n3>n2>n1时,同时相位变化为0的薄膜两表面反射光线如果满足式(3),则发生相干加强,如果满足式(4),则发生相干相消;当n2>n1,n2>n3时,同时相位变化为π的薄膜两表面反射光线如果满足式(4),则发生相干加强,如果满足式(3),则发生相干相消。


图1 薄膜干涉示意图
分析激光打标在304不锈钢上所形成的薄膜,相对于金属基体属于光疏介质,满足条件n3>n2>n1。金属内部粒子吸收所有可见光,而表面粒子反射。然而,当白光辐射与氧化物层相互作用时,光的一部分被直接反射,另一部分被吸收,然后折射并被材料氧化物层界面反射。可以说它是反射光线的组合,能被眼睛感知,并被观察为彩色表面。实际上,干涉现象是观察材料表面处理区域的颜色的原因。
大多数金属会反射白光发出的波长,这是由于当电场到达材料表面时自由电子会振荡。这种金属的行为似乎具有覆盖整个可见光谱的共振带宽,内部颗粒吸收所有可见光,而表面颗粒反射。然而,当白光辐射与氧化物层相互作用时,一部分光被直接反射,另一部分被吸收,然后被材料-氧化物层界面折射并最终被反射。可以说,被观察为有色表面的是反射光线的组合。实际上,干涉现象是在材料表面的处理区域观察到颜色的原因。氧化过程和氧化物层生长的不同阶段是通过激光辐射加热材料表面导致温度升高,从而导致空气中的氧气与金属之间发生反应;氧化过程开始于金属表面上的氧气的物理吸附;吸附之后,通过氧-氧联络分解而发生化学吸收,并在无氧电子和金属离子之间形成离子联络。这导致第一氧化物胚芽的形成;在前一阶段之后是横向生长,导致形成覆盖处理区域表面的连续薄膜;由于在金属/氧化物界面处的阳离子/阴离子的扩散,横向生长之后是垂直生长;氧化物层的生长及其与自然光的相互作用使得可以观察到被处理表面的颜色。
彩色激光打标的原理是由于激光在不锈钢样品上形成一定厚度的氧化膜,根据薄膜干涉原理,不同的厚度的薄膜形成不同波长,所以可以观察到不同的颜色。彩色打标通过控制系统参数设置,形成一定的激光能量,进而形成对应薄膜。由于薄膜厚度的差异,自然光线通过后便会形成特定的颜色。即使观察角度不同,可能观察到的样品颜色有差异,但是基本颜色是一致的。
激光设备的主要作用是提供能量作为热量扩散,导致材料表面发生反应。吸收的能量随激光束功率,打标速度和激光脉冲频率而变化。通过改变激光束而获得的不同颜色,我们注意到在处理区域和未处理区域之间的形态差异。对于在不同激光功率下处理过的不锈钢样品表面,所获得的对比度的宽度和深度随光强的增加而增加。增加激光束功率标记速度效果沿深度出现。当深度越来越深时,对比度宽度几乎保持不变。这是由于实际速度的降低会增加单位表面的撞击次数[4-5]。
2.2 彩色打标颜色质量分析
2.2.1 颜色质量稳定性分析
评价彩色打标工艺质量的一个标准能否形成一样的颜色。由于对激光打标设备的参数设置不同,可以形成不同的激光能量。而同一能量也有多种参数设置组合。在打标实验中,对激光彩色打标工艺的稳定性进行测试是通过改变激光扫描速度、功率等参数[2]。激光功率增加或者扫描速度减小,激光打标形成的颜色会变深;激光功率减小或者扫描速度增大,激光打标形成的颜色会变浅。
2.2.2 扫描速度对颜色质量的影响
图2中,以不同标记速度处理的两个样品的氧化层浓度分布不同,对于20 mm/s的速度,氧气的浓度百分比增加,而铁的浓度百分比减少。另一方面,对于其他元素(Cr,Ni和Mn)的浓度百分比,在整个层宽度上的变化很小。对于80 mm/s的标记速度,铬浓度百分比增加。对于这两种情况,铁的扩散胜过铬的扩散。尽管铬对氧的亲和力很高,氧化物的能量形成随温度的变化而变化。与常规热处理相比,激光辐射产生的非常快速的加热和冷却对氧化机理产生了明显的影响[3]。在处理后的样品中,存在两个峰,这些峰使我们能够识别氧化铁和氧化铬。这些氧化物在有色表面上的存在证实了氧化现象的发生。

图2 不同扫描速度样品显微图像
对于在不同激光束参数下获得的有色表面,表面差异与峰强度有关,可以用数量来解释衍射物质的厚度,与层的厚度有关。观察到的峰的轻微移动可以通过增加在金属和金属氧化物界面上扩散的氧气速率来证明,这对晶格参数有影响。 使用相同的激光操作参数对样品进行激光标记,表明获得了不同的颜色。
2.2.3 激光功率对颜色质量的影响
如图3所示,当激光功率为10 W时,可以注意到存在着代表材料熔化产生的多余金属的圆辊。它们的形成机制是由于激光加热过程中产生的液体层被推向激光照射区域的极限,并迅速被重新分解。在高功率区,当功率为15 W时,出现过多的金属辊消失和覆盖处理样品表面的大量液滴中的条纹爆炸。激光功率的增加导致温度的升高,使金属材料表面氧化加重,通过比较用不同激光功率处理的两个样品的氧强度峰,证明温度的升高有利于金属和金属氧化物界面的阳、阴离子扩散。
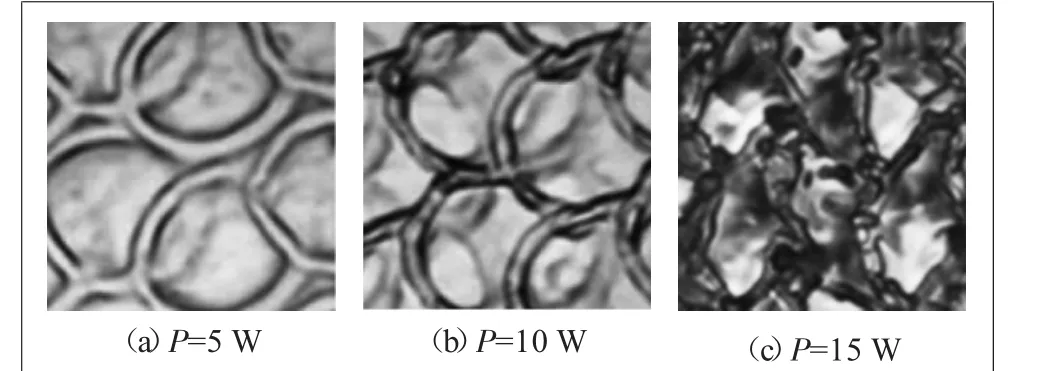
图3 不同激光功率样品显微图像
3 结 语
激光设备的主要作用是提供能量作为热量扩散,导致材料表面发生反应。吸收的能量随激光束功率、打标速度和激光脉冲频率的变化而变化。通过设置不同的激光打标工作参数,得到不同的激光能量,可以在不锈钢表面呈现出不同的颜色,通过脉冲激光照射获得层的表征,金属表面改性的氧化现象导致有色表面。也可以得出在同一样品上获得的不同颜色是由于不同操作参数导致的氧化层厚度差异的结论。
