集装箱轨道式起重机小车轨道排装检验探讨
2020-07-04郑小敏
郑小敏


摘 要:本论文的研究对象是集装箱轨道式起重机的轨道(A75轨道)焊接与安装方式,同时研究了焊接过程以及对焊接流程进行检验,对可能遇到的问题进行了探究解决,现在这种焊接方式已经被广泛应用于集装箱轨道式以及类似的起重机上,而且有很多优点。
关键词:起重机;小车轨道;安装;焊接
1 安装形式
焊接式:此类轨道的固定形式是将轨道直接焊接于大梁承轨梁面板上。
压板式:利用轨道压板,将轨道固定在承轨梁上。
2 A75轨道钢化学成分
2.1 典型A75轨道钢化学成分如下表示:
2.2 典型A75轨道钢碳当量为:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0.71+1/6+(1.024+0.092)/5=1.10
計算出钢碳当量之后,查询书本,然后可以得出该轨道的焊接性比较不好,焊接时必须严格按照要求进行。
2.3 化学成分仅说明典型A75轨道碳当量高,不同厂家的有较小的区别。
3 焊接材料
本文中选择手工电弧焊进行焊接。
3.1 电焊条为CHE50(GB/T5117 E5015)、CHE857CrNi(GB/T5118 E8515-G)和SH.J107Cr (GB/T5118 E10015-G)。
3.2 焊接前必须将电焊条在300摄氏度~400摄氏度的温度下烘焙六十分钟,并在烘焙完成后持续保温在120摄氏度中。
3.3 电焊条需要在规定时间内用完,不同类型的焊条用到的时间也不同,比如CHE50需要在四个小时内用完,CHE857CrNi、SH.J107Cr需要在更短的时间内用完,一般需要在三十分钟内用完。也有些焊条的使用时间没有限制,比如有保温防潮功能的焊条。焊条需要在规定时间内用完且焊条在使用时不能是潮湿的。
4 接头准备
4.1 轨道的焊接过程必须在车间内完成,焊接后把轨道放在大梁上,然后将它们一起转移到车间外。
4.2 焊接时要保证轨道的端面水平,而且焊接前要保证焊接区域是干净的,不干净的话要打磨干净,在焊接处的15~20毫米内不能有油污和其他东西。
4.3 接头的配置如下图所示,在接头下面要加衬垫,一般情况下衬垫的大小为6×100×260毫米,衬垫的材质可以有三种,Q345、A709-50或ST52,都可以使用,衬垫的表面一定要打磨干净,不能有污物。接头需要留间隙,一般间隙的大小在18~20毫米之内,装配接头时要提前将轨道放置水平,并确认好间隙大小,保证轨道焊接后不错位、变形小。
5 预热和道间温度
5.1 焊接前要对接头进行300~350摄氏度的预热,预热的范围为150毫米。
5.2 焊接时轨道的温度需要与预热的温度相同,在焊接过程中,工作人员需要一直用红外线温度计检测温度。以保证温度要求。
5.3 若中断焊接过程(即焊缝道间温度不足),必须重新预热至300-350oC方能继续施焊。
6 焊接
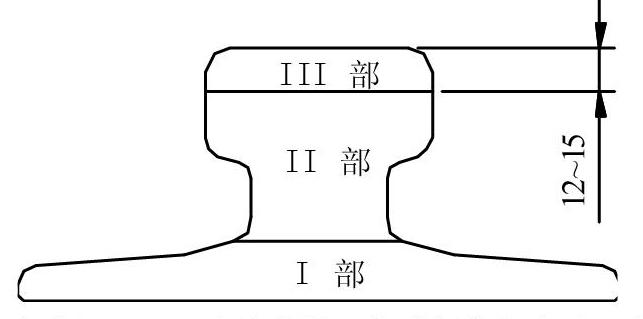
焊接接头时可以分为三个步骤,如下图所示。焊接时严格按照焊接工艺规程进行。
6.1 第I部分用CHE50焊条焊接,I部分焊接完成后迅速进行清渣,以保证足够的道间温度和避免焊缝夹渣。
6.2 第II部分用的焊条与第Ⅰ部分用的焊条是相同的,但是操作方法不同,在焊接第Ⅱ部分时需要不停地转圈,然后焊渣就会从两边流出来,并且焊接时保证轨道的缝隙宽度不变。
6.3 第III部分焊接不同级别A75轨道分别进行:
对于抗拉强度为90kgf/mm2的A75轨道,用CHE857CrNi焊条按WPS-TR08-01进行施焊;
对于抗拉强度为110kgf/mm2的A75轨道,用SH.J107Cr焊条按WPS-TR08-02进行施焊;此部分要求焊缝饱满,尽量凸出母材上表面2mm以上。
7 焊后热处理
7.1 焊接一结束就立马进行加热,温度在450~750摄氏度内,时间要大于十五分钟,小于三十分钟,这一步叫焊后热处理。
7.2 加热后要立刻保温,具体的保温措施为三层或者更多三防布包裹接头,然后让接头缓慢地降温,当接头的温度与所处环境的温度相同时,就可以进行下一步操作了。
8 打磨及其表面要求
8.1 除去衬垫的操作为碳刨,在进行此操作前需要先加热到300摄氏度,碳刨不得伤及轨道。
8.2打磨轨道表面时必须用专用的打磨机(磨轨机),打磨轨道两侧与接头衬垫处时必须用手工,而且打磨的光滑程度必须与轨道的表面一样。
8.3 打磨轨道表面要求使用1M直尺检验,其公差要求如下图所示。
9 探伤与返修
9.1 接头焊接完成的24小时后必须完成打磨,并且需要检查一下,检查方式为100%MT。
9.2 要抽查20%的接头硬度,如果抽查的所有接头的硬度都大于HB220或者与轨道表面的硬度大体一致,那么就不用检测其他接头了,否则就需要检查所有接头,并返修那些不符合要求的接头。
9.3 返修,探伤时如果发现接头的表面有裂纹或者内部有缺陷,必须立刻返修。
9.4 下述情况禁止返修作业:返修作业在外场是雨天、有雾的情况;相对湿度>90%的潮湿天气;气温<-5℃时;有结露的晚间室外环境;风速达3级以上而没有挡风措施时;焊补处轨道未脱离橡胶衬垫。
9.5 返修前的处理:如果接头表面有裂纹,应该先将其打磨干净,如果不能打磨干净需要先进行碳刨然后再打磨,进行碳刨前要注意进行300~350摄氏度的充分预热。
9.6 注意事项:①用气体火焰加热,但不能使焰心直接接触钢材表面,焰心应距表面10mm以上,不能集中加热局部区域,以免集中的急火使轨道表面退火软化。要较快的移动,加热整个预热区,不能光加热轨道表面,要多加热两个侧面,使温度缓慢而均匀地上升。②不允许使用点焊或短焊道焊补,最短焊道不得短于50毫米。③引弧处要熔透,弧坑要填满,而且引弧和熄弧处尽量安排在工件边缘。④为避免堆焊表面加工不出,堆焊区域宜大不宜小,在堆焊前用石筆划出焊补边界线,预热结束,先在两边界线处各连续堆焊二层,界定补焊范围。堆焊高度宜高不宜低。堆焊金属最低处必须高出母材表面2mm以上堆焊焊道不作横向摆动,在较大区域内可作成片的连续堆焊。一般情况下,把凹陷处填平补齐后,最后在焊补界限内作整个轨道面的连续堆焊。⑤焊接处的母材上不能任意起弧,焊补结束后,凡发现轨道表面有起弧痕迹,都要磨光后作100%MT检查,缺陷消除后如打磨处低于表面时,需进行补焊。
10 轨道压板的安装
首先,要确定大梁的轨道中心,然后根据轨道中心安装轨道压板。压板底板的实际开档W=W轨道+2×S。在实际的操作过程涉及到的图纸要求,其在我们的日常工作中的应用是体现在各个伸距位置上面的,S的要求分别为:8mm、3mm和0。
装配前必须检查底板与大梁面板是否接触良好,有没有间隙,以及是否平行。
为了保证压板的正常装,所以图纸要求底板的焊接区域是它的外三面。但由于三面焊接会带来进水、生锈等等问题。所以,现场施工仍四面焊接,靠近轨道侧焊缝稍小一些即可。
11 轨道安装
橡胶垫的铺设。根据图纸要求,钢垫板的厚度图纸一般标识为小于橡胶垫的厚度且接合处进行开斜坡处理。清理轨道压板孔内垃圾。铺设轨道,安装压板、螺栓。
12 小车轨道与承轨梁贴合面要求
承轨梁与小车轨道焊接的贴合面,需在小车轨道安装到承轨梁上前分别检查,如果大梁与车的轨道不能完全贴合,那么两者之间就会产生一定的缝隙,这时我们就需要打磨高处出的部分,用工业钢质不上缺少的部分,然后再将表面打磨光滑。
13 轨道测量
需要对接头的间隙以及错位进行检测,一般情况下,间隙大小为3毫米,错位不能大于0.5毫米。需要检测轨道是否是直线,整个轨道的直线度必须不超过10毫米,而且两米范围内的直线度必须在1毫米以内,如果超过了需要对轨道进行调整。需要检测轨道的高度差,按照标准,高度差必须在10毫米以内。高度差就是两侧的轨道在垂直方向上所差的距离。
检测轨道的开档,根据要求,轨道开档的误差必须在3毫米以内。测量轨道的中心与大梁的中心是否在一个水平上,根据要求,偏差必须小于大梁腹板厚度的二分之一。检测压板的螺栓,如果底板中有长腰形状的螺钉装入,那么必须将螺栓旋转九十度,使它的定位线是八字形的,并将其拧紧。如果是六角的螺栓,那么就不需要检测了。
14 结语
小车轨道安装焊接工艺非常重要,会直接影响到其上小车架的安全与高效运行,根据实际项目生产的实践证明,本文介绍的小车轨道焊接检验流程比较完善、实用,不仅适用于集装箱轨道式起重机(岸桥、场桥)的焊接固定型小车轨道,对其他类型的具有小车轨道的起重机也可以推广。
参考文献:
[1] AWS D1.1/D1.1M: 2010 《钢结构焊接规范》
[2] FEM标准 《欧洲起重机机械设计规范》(1998)
