数控渐进成形中摩擦致热分析
2018-07-05,
,
(1.福州职业技术学院 机电工程学院,福州 350108; 2.福州大学 机械工程及自动化学院,福州 350108)
为适应市场对产品多元化和个性化生产的需求,不断创新板料成型技术,使其向综合化、柔性化、多学科化发展.板料数控渐进成形技术无需使用专用模具或仅需简单模具,通过程序控制成型工具对坯料进行分层逐点成形,依靠变形的积累获得最终形状,是集力学、计算机图形学、数控加工技术和塑性成形技术为一体的先进成形制造技术.因其具有超越传统成形方法的好的成形性能[1-3],在航空、航天、家电、医疗器械及汽车等行业具有广阔的应用前景和发展潜力.
渐进成形过程中,成形工具与坯料接触产生的热量使得接触区局部温度升高,其热源包括:坯料塑性变形能转化产生的热量;成形工具移动时,与坯料接触滑动产生的摩擦热;成形工具自转时与坯料摩擦产生的热量[4].能否控制并进一步利用这部分热能,提高制件的成形性能,引起了广泛的研究和关注.例如:Gupta等[5]采用红外相机观察了渐进成形中的热量产生及传递现象;Xu等[6]通过实验探讨了成形工具转速变化导致的摩擦生热现象,以及对AA5052-H32铝合金变形行为的影响;Park等[7]在室温无外热源的条件下,利用成形过程本身产生的热量完成了难加工镁合金AZ31的成形.
然而,由于热产生于工具头与坯料的接触区域,在现有实验条件下难以观察,更难以精确测定热量产生和传递的过程、温度的变化情况,也难以深入分析不同热源对接触区温度的影响程度及方式.因此,本文以圆锥台件为例,在理论分析的基础上,采用数值模拟与实验结果相互印证的方式,探讨不同热源对坯料温度升高的贡献度以及影响规律,为控制变形区的温度、调整渐进成形的变形行为、提高成形性能提供依据.
1 建立有限元模型
本文使用Abaqus有限元软件,仿真采用无支撑成形法.参照文献[8],假设成形工具和板料的材料都各向同性,不考虑磨损,接触区域的摩擦因素保持不变,材料热物性参数不随温度变化,建立成形过程的热力耦合模型.板料、成形工具的力学及热物性参数如表1所示[9].

表1 板料、成形工具的力学和热物性参数Tab.1 Mechanical and thermophysical parameters of the sheet and forming tool
有限元模型中,板料尺寸为200 mm×200 mm×1 mm,成形工具为半径5 mm的半球;上、下压边圈的外形尺寸与板料相同,中心都挖去一个直径为150 mm的圆孔;板料为弹塑性可变形体,成形工具和压边圈均设为刚体;成形过程中,完全约束上、下压边圈和板料四周,成形工具与板料单向面面接触,摩擦系数设为0.15;板料单元类型选择热力耦合单元C3D8RT,并在厚度方向细化网格;环境温度及整个模型的初始温度都设为20 ℃,所建立的有限元模型及网格如图1(a)所示,图1(b)为加工后的零件实物.
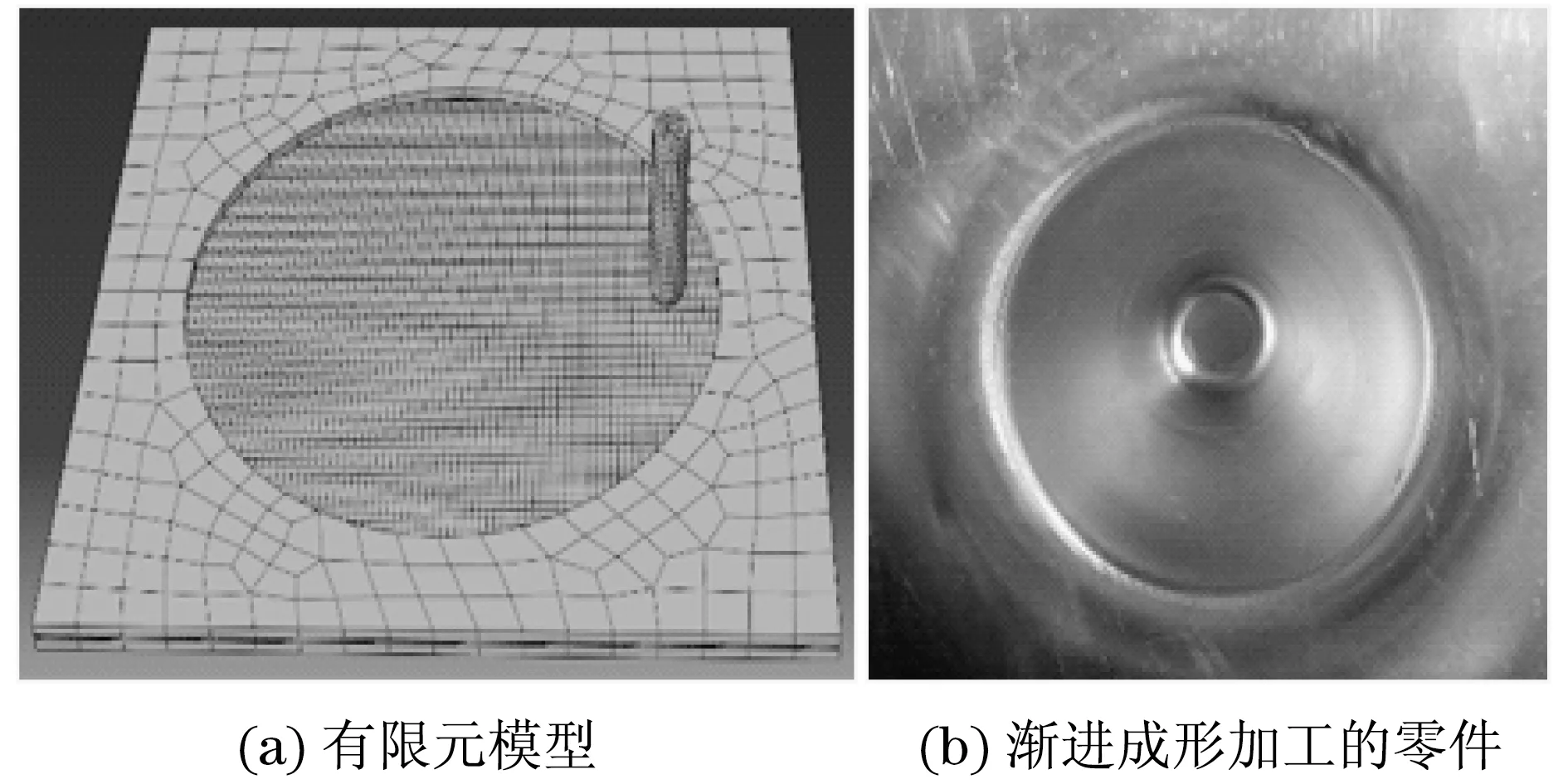
图1 有限元模型及渐进成形加工的零件Fig.1 Finite element analysis model and the product produced by incremental forming
成形工具由外向内、由上到下,采用分层等高方式加工零件,成形工具的周向进给速度为367 mm/min,主轴转速为2 000 r/min,各层间距为0.5 mm.为避免下刀点集中导致的塑性变形区域重叠产生的累积效应,每一层下刀点沿顺铣方向螺旋进入.
2 接触区的热量
2.1 由塑性变形能转化的热量
渐进成形过程中,成形工具对板料逐点碾压使其产生塑性变形,塑性变形能小部分储存在材料内部,其他转变为热能,其中部分热能使接触区域的温度升高,其他则散失到环境和材料的其他部位.金属塑性变形过程中,能量平衡的表达式[10]为
(1)
式中:β为塑性功向热能的转变系数,普通碳钢的β一般取0.9~1.0,本文取0.9;W为板料塑性变形能;Qp为导致板料温度升高的热能;Qloss为板料的热量损失.W和Qp可表示为[12]
式中:σ为真实应力;ε为真实应变;ΔV为变形前后体积变化量;ρ为坯料的密度;C为坯料的比热容;ΔT为坯料接触前后的温差.
由式(2)所知,塑性变形能与材料的真实应力、应变以及变形区的体积有关.渐进成形过程中,层间距越大,变形区的体积就越大,且成形工具与板料变形区的接触面积越大.
热量损失Qloss通过热传导、热辐射和热对流形式进行.对于低温钢材料,热传导为主要形式,热辐射和热对流的影响非常小,为计算方便,将其忽略,则Qloss可表示为[10]
(4)
式中:λ为板料的导热系数;A0为接触部分的面积,x为热传导距离.
2.2 摩擦生热
成形过程中,成形工具沿板料移动和自转时都会产生摩擦热,它们共同产生的接触摩擦热Qf的计算式为
式中:μ为摩擦系数;FN为接触压力,N;vm为成形工具的进给速度,m/s;vr为转动线速度,m/s;d为成形工具直径,mm;n为转速,r/min;t为时间,s.因此,接触摩擦生热与摩擦系数、进给速度、转动速度、接触压力和成形时间等有关.当层间距和成形时间一定时,影响摩擦生热的主要因素为摩擦系数、转动速度和进给速度.
接触面上产生的摩擦热分别传递给成形工具和板料,热量分配计算公式为[11]
(7)
式中:c1,c2分别为板料和成形工具的比热容,J/(kg·K);ρ1,ρ2分别为坯料和成形工具的密度,kg/m3;k1,k2分别为坯料和成形工具的热导率,W/(m·K).因此,在摩擦生热过程中,热量会更多地传入导热性能比较好的材料,由表1数据计算可得板料与成形工具头之间的热量分配为q1/q2=1.43,摩擦过程中产生的热量约60%传递给了板料使其温度升高.
3 结果分析与讨论
3.1 塑性变形导致的板料温度升高
图2(a)和图2(b)分别为成形工具与板料接触区域的温度最高节点以及该点背面节点的温度变化情况.从图2(a)中可看出,在板料与成形工具接触的短时间内,温度急剧升高5.1 ℃,至25.1 ℃,成形工具离开后温度快速下降至22.3 ℃后趋于平稳.从图2(b)可知,背面最高温度为24.4 ℃,达到最高温度后快速下降至22.5 ℃后趋于平稳.板料与成形工具接触时沿厚度方向有一定的温度梯度,仿真结果与文献[7]中用热电偶测量的结果一致.
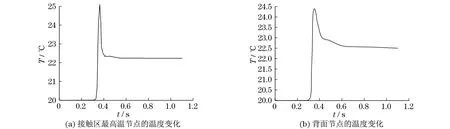
图2 塑性变形能导致的接触区最高温度变化图Fig.2 Maximum temperature change in the contact area induced by plastic deformation energy
根据式(2)可知塑性变形能与变形区体积有关,层间距越大,变形区的体积越大.令层间距分别为0.25,0.50,0.75,1.00 mm,接触面温度最高节点及其背面节点的温度变化如图3所示.

图3 层间距对板料温度升高的影响Fig.3 Effect of layer spacing on the increase of sheet temperature
从图中可以看出,随着层间距增大,板料与成形工具接触区温度呈上升趋势,但层间距增大,会影响成形制件的表面质量.
3.2 成形工具移动时摩擦热对板料温度的影响
成形工具的移动和自转产生的摩擦热将使接触区温度升高.令成形工具不自转,仅以进给速度367 mm/min移动,摩擦和塑性变形共同促使坯料温度升高的情况如图4(a)和图4(b)所示,接触区沿板料厚度方向的温度梯度如图4(c)所示.由图可知,接触区最高温度急剧升高至157.7 ℃,背面最高温度为38.8 ℃.因此,仅因成形工具移动产生的摩擦使接触区温度升高132.6 ℃,背面温度升高14.4 ℃,与图2相比,摩擦生热远大于塑性变形能.接触区板料正反面温差为118.9 ℃,从图4(c)中可看出,摩擦产生的热量主要集中在坯料表面,表面瞬时温度较高,在传热作用下,表面温度在成形工具移开后迅速下降至29.0 ℃左右后再缓慢下降(见图4(a)),但厚度方向温度传递速度较慢.

图4 成形工具移动时接触区最高温度变化图Fig.4 Maximum temperature variation of the contact area with the movement of forming tool
为进一步了解成形工具移动时的摩擦生热,令成形工具移动的速度分别为184,367,734 mm/min进行比较,接触区最高温度节点的变化情况如图5所示,随着成形工具移动速度的增加,单位时间内产生的摩擦热增加,最高温度上升.
3.3 成形工具移动并自转时的摩擦热对板料温度的影响
成形工具以367 mm/min的进给速度移动,并以2 100 r/min的转速自转时板料温度升高的情况如图6所示.此时,板料接触区最高温急剧上升至209.7 ℃,脱离接触后快速下降至33.0 ℃左右,然后缓慢冷却.此过程中,节点的最高温升高达189.7 ℃,比成形工具不自转时的最高温度提高52.0 ℃;背面的最高温度约为60.5 ℃,升温40.5 ℃.
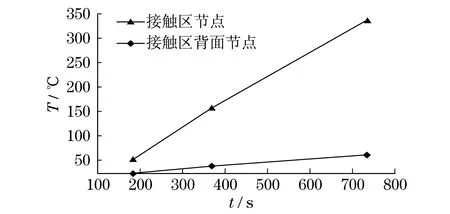
图5 成形工具移动速度变化对板料温度升高的影响Fig.5 Influence of changing velocity of forming tool on the increase of sheet temperature
4 结论
(1) 渐进成形过程中,板料的塑性变形能、摩擦耗散能都会使接触区温度升高,充分合理地利用这部分热量有助于提高板料的成形能力.
(2) 成形工具的移动产生的摩擦热量最大,其次为成形工具转动产生的摩擦热以及板料塑性变形能产生的热量.本文实验中,它们分别使板料接触区温度升高132.6,52.0和5.1 ℃.
参考文献:
[1] 莫健华,韩飞.金属板材数字化渐进成形技术研究现状[J].中国机械工程,2008,19(4):491-497.
MO J H,HAN F.State of the arts and latest research on incremental sheet NC forming technology[J].Chinese Mechanical Engineering,2008,19(4):491-497.
[2] 高锦张,曹宇,贾俐俐.单道次渐进成形圆孔翻边的数值模拟[J].塑性工程学报,2015,22(3):79-86.
GAO J Z,CAO Y,JIA L L.Numerical simulation for hole flanging by single stage incremental forming[J].Journal of Plasticity Engineering,2015,22(3):79-86.
[3] 王耿,王进,姜虎森,等.工具转速和进给速度对数控渐进成形温升影响[J].锻压技术,2014,39(11):29-33.
WANG G,WANG J,JIANG H S,et al.Influence of rotational speed and feed speed on temperature rise in NC rotational incremental sheet forming[J].Forging and Stamping Technology,2014,39(11):29-33.
[4] JESWIET J,MICARI F,HIRT G,et al.Asymmetric single point incremental forming of sheet metal[J].CIRP Annals:Manufacturing Technology,2005,54(2):88-114.
[5] GUPTA P,JESWIET J.Observations on heat generated in single point incremental forming[J].Procedia Engineering,2017,183:161-167.
[6] XU D K,WU W C,MALHOTRA R,et al.Mechanism investigation for the influence of tool rotation and laser surface texturing (LST) on formability in single point incremental forming[J].International Journal of Machine Tools and Manufacture,2013,73(6):37-46.
[7] PARK J,KIM J,PARK N,et al.Study of forming limit for rotational incremental sheet forming of magnesium alloy sheet[J].Metallurgical and Materials Transactions A,2010,41(1):97-105.
[8] 黄健萌,高诚辉.粗糙面变形特性对摩擦温度与接触压力的影响[J].农业机械学报,2012,43(4):202-206.
HUANG J M,GAO C H.Influence of deformation characteristic of rough surface on frictional temperature and contact pressure[J].Journal of Agricultural Machinery,2012,43(4):202-206.
[9] 机械工程材料性能数据手册编委会.机械工程材料数据手册[M].北京:机械工业出版社,1994.
Mechanical Engineering Material Performance Data Manual Editorial Board.Mechanical engineering material data manual[M].Beijing:China Machine Press,1994.
[10] 张靖周.高等传热学[M].北京:科学出版社,2009.
ZHANG J Z.Advanced heat transfer[M].Beijing:Science Press,2009.
[11] 韩传军,张杰,梁政西.粗糙表面在滑动过程中的摩擦生热研究[J].西南石油大学学报,2015,37(2):159-164.
HAN C J,ZHANG J,LIANG Z X.Study on frictional heating of rough surface in the sliding process[J].Journal of Southwest Petroleum University,2015,37(2):159-164.
