克林根贝尔格螺旋锥齿轮接触区修正
2017-03-04卢佳
卢佳
摘 要:克林根贝尔格螺旋锥齿轮在工业上的应用极为广泛,尤其是在一些传动设备中,克林根贝尔格螺旋锥齿轮更是发挥了重要的作用。在克林根贝尔格螺旋锥齿轮的使用过程中其具有传动平稳、噪声低、振动小能够适应高速传动要求等的特点,能够承载较大的传动力矩和实现较大的传动比,是一种极为优良的传动部件。在克林根贝尔格螺旋锥齿轮的制造过程中需要对轮齿的接触区引起足够的重视,本文将在分析克林根贝尔格螺旋锥齿轮接触区特点及重要性的基础上对如何做好克林根贝尔格螺旋锥齿轮接触区的调整进行分析阐述。
关键词:克林根贝尔格螺旋锥齿轮;接触区;修正
中图分类号:TH13 文献标识码:A
克林根贝尔格螺旋锥齿轮是我国厂在上世纪80年代所引进的前西德的制造设备与制造技术,从而使得我国进入了自己设计、制造克林根贝尔格螺旋锥齿轮的新阶段。长期的螺旋锥齿轮生产过程中发现,螺旋锥齿轮接触区非常重要。螺旋锥齿轮不是靠检测齿轮精度,而是看接触区是否满足要求来确定一对锥齿轮是否为合格品。接触区不良会导致齿轮传动不平稳、有冲击声、噪音大甚至影响齿轮的使用寿命。针对克林根贝尔格螺旋锥齿轮生产过程中的接触区超差问题我厂采用对滚机对滚、研磨等的方法来对克林根贝尔格螺旋锥齿轮的接触区进行修正,但是采用此种方式需要对问题锥齿轮进行反复测试、修改,极大地影响了克林根贝尔格螺旋锥齿轮的生产效率。因此在克林根贝尔格螺旋锥齿轮的生产过程中急需一种方法来提高铣齿机对于锥齿轮接触区的加工精度。
1.克林根贝尔格螺旋锥齿轮接触区的特点及加工制造要求
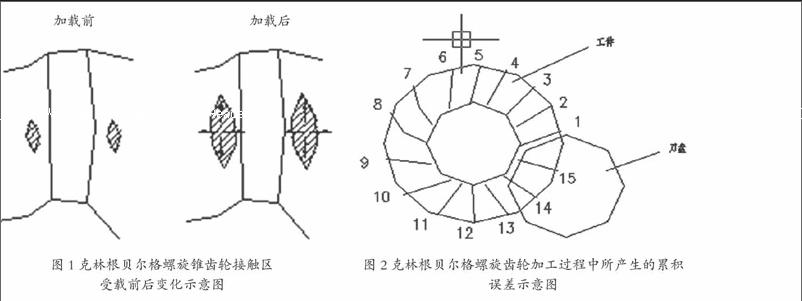
接触区主要指的是在两个锥齿轮在啮合时两者之间实际相发生接触的部分。不同齿制的螺旋锥齿轮对接触区的要求各不相同,对于克林根贝尔格螺旋锥齿轮来说其接触区的位置主要分布在凸凹面的中部,当锥齿轮轮齿承载后,其接触区将沿着齿轮扩展延伸。克林根贝尔格螺旋锥齿轮受力前后其接触区的变化如图1所示。
通过对克林根贝尔格螺旋锥齿轮受载后接触区发生的变化进行分析可以得出,克林根贝尔格螺旋锥齿轮接触区对于锥齿轮啮合的稳定性、平滑性以及使用寿命都有着极大的影响。为确保克林根贝尔格螺旋锥齿轮的生产质量需要在生产过程中完成对于轮齿齿部渗碳淬火后(HRC58-62)對于热处理过程中所导致的锥齿轮轮齿表面的轻微变形进行刮削和必要的接触区修正,提高锥齿轮的生产质量。
在克林根贝尔格螺旋锥齿轮的生产过程中,为确保锥齿轮的加工质量需要确保具有高精度的加工设备、合理的生产工艺等。此外在此类锥齿轮的设计过程中对于齿轮副中的两个齿轮的轮齿数需要避免设计为5的倍数,这是由于在螺旋锥齿轮的加工过程中其内刀盘、外刀盘的设计是5个刀头的,当轮齿数设计为5的倍数时将会导致轮齿加工时所产生的累积误差无法消除,从而导致锥齿轮的轮齿加工误差较大,其示意图如图2所示。
根据我厂对于克林根贝尔格螺旋齿轮的加工实践表明,在齿轮的加工过程中总会存在一定的误差,因此需要对加工完成的锥齿轮接触区进行必要的修正以确保其加工质量。
2.克林根贝尔格螺旋齿轮接触区修正原理及修正注意要点
2.1 克林根贝尔格螺旋齿轮接触区修正的原理分析
克林根贝尔格螺旋齿轮在加工时为对接触区进行修正需要采用双层刀盘的结构,对于这两个刀盘通过对其进行偏心安装从而使得刀盘中的铣刀片在不同的节圆半径上排列,这就使得切削完成后的锥齿轮轮齿中的凸齿面比其凹齿面的曲率更高,同时使凸齿面产生一个鼓形。在螺旋齿轮轮齿表面形成凸齿面的鼓形当两个齿轮啮合时,在其啮合齿面上产生接触区,接触区的大小由鼓形量来控制,也就是由刀盘的偏心度来控制。轮齿表面所需要的鼓形增量的大小受到诸多因素的影响,比如说锥齿轮的模数m、齿宽B、螺旋角角度等因素。在对克林根贝尔格螺旋齿轮轮齿进行了试切后,如测试认为接触区的参数与预期不符,则可以通过与上述方式相一致的方法来对克林根贝尔格螺旋齿轮继续进行加工,以便对克林根贝尔格螺旋齿轮轮齿的接触区进行修正。对于锥齿轮轮齿表面的凹齿面和凸齿面印痕在齿的中部情况,齿顶、齿根完全脱开,当接触区处于这一分布情况时其在受载的情况下外界作用与轮齿的作用力将会导致接触区沿着轮齿的齿长和齿高两个方向进行延伸。在对克林根贝尔格螺旋齿轮轮齿的接触区进行修正时,需要确保机床的加工精度是可靠的,同时需要对所需修正的参数进行详细、准确地测定,以确保锥齿轮修正的准确性。
在克林根贝尔格螺旋齿轮轮齿接触区修正可以通过改变以下参数来实现:(1)机床距安装定角的改变;(2)刀盘装定角的改变;(3)安装锥角的改变;(4)偏心距的改变;(5)刀具压力角的改变;采用何种参数以实际情况为准。
当锥齿轮副中的凸齿面接触区位置正确,凹齿面的接触区偏差无法正确啮合时,可以通过改变刀盘装定角方式加以实现。当锥齿轮的接触区呈对角分布时,可以通过改变机床距装定角或是改变刀盘装定角的方式加以实现。对于锥齿轮凸凹齿面接触区不在轮齿中间的情况时,可以通过在小齿轮上同时改变机床距装定角=和刀盘装定角的修正方式或是在共轭的一对轮上分别增大或减小刀盘装定角来加以实现。对于接触区位置尚可,但齿顶与齿根在啮合的过程中无法完全脱开,从而造成齿轮磨损加剧并伴随有刺耳噪声的问题修正时,可以采用以下四种方法:①安装锥角δE比切齿单的数据增大0.15°~0.2°;②改变展成深度Tw值(增大或减小);③改变小齿轮的安装距;④采用楔形垫片,改变刀具的压力角等的方式。
结语
克林根贝尔格螺旋齿轮接触区加工时锥齿轮加工的重点也是难点,本文在分析锥齿轮加工误差的基础上对接触区的修正方法进行了分析阐述。
参考文献
[1].杨丽,高玲.克林根贝尔格螺旋锥齿轮接触区修正[J].现代物业旬刊,2011(4):93-95.
[2].汪有刚.浅析克林根贝尔格制锥齿轮的加工及特点[J].民营科技.2013(1):20-20.
