Tialn涂层刀具干铣氟金云母陶瓷切削力试验研究*
2017-11-30盖立武郭旭红沈翔宇邓大松郭大林
盖立武,郭旭红,沈翔宇,邓大松,郭大林
(1. 苏州大学 机电工程学院,江苏 苏州 215021;2.苏州市职业大学 机电工程学院,江苏 苏州 215104)
Tialn涂层刀具干铣氟金云母陶瓷切削力试验研究*
盖立武1,2,郭旭红1,沈翔宇1,邓大松1,郭大林1
(1. 苏州大学 机电工程学院,江苏 苏州 215021;2.苏州市职业大学 机电工程学院,江苏 苏州 215104)
氟金云母陶瓷材料在工业生产和高技术领域应用广泛,但与金属材料相比,存在着加工效率低,刀具磨损快,机加工成本高等缺点,限制了氟金云母陶瓷材料的推广使用。为了优化氟金云母陶瓷材料的铣削加工参数,提高刀具的使用寿命,文章采用单因素试验设计方案,进行了Tialn涂层刀具干铣氟金云母陶瓷材料的切削力试验,分析了铣削参数的变化对切削力的影响规律,提出了高效加工的解决方案,为实际生产中铣削氟金云母陶瓷材料工艺方案的制定提供了重要的参考依据。
氟金云母;切削参数;Tialn涂层铣刀
0 引言
氟金云母陶瓷材料具有很多优良的性能指标,如:可大范围调整的热膨胀系数;硬度及机械强度高、耐磨性高;化学稳定性和热稳定性优良,能适应严苛的工程环境;具有较高的软化温度,在高温条件下仍然能保持足够的机械强度;介电损耗小、电绝缘性能优良;与同等力学性能的金属材料相比,其具有密度小、质量轻、质地致密、不透水、不透气等优势[1-3]。由于具备优异性能及其它功能特点,氟金云母陶瓷材料被广泛应用于新能源、生物医学、光电通讯、精密仪器、空间技术等工业生产及高新技术领域[4-7]。
国内外很多学者对氟金云母陶瓷的制备工艺的研究比较关注,在这方面也取得了一定的成果。因氟金云母陶瓷相对于工程陶瓷材料易于切削,加工性能和碳钢相似,所以很多学者忽略了对氟金云母陶瓷的切削加工性能的研究。但氟金云母陶瓷的可加工性与金属材料相比有着较大的差别,硬脆特性仍然是氟金云母陶瓷难加工的主要因素之一,与金属材料相比在加工过程中,加工效率低,刀具磨损快,机加工成本高,限制了氟金云母陶瓷的推广使用[8-10]。
本文选用株洲钻石切削刀具股份有限公司生产的Tialn涂层硬质合金刀具对氟金云母陶瓷进行铣削试验,研究了氟金云母陶瓷材料铣削加工中切削参数的变化对切削力的影响,以便为实际生产中切削用量的选用提供理论依据。
1 试验条件
采用HASS VF1立式加工中心进行铣削试验,以无锡创新陶瓷有限公司生产的氟金云母陶瓷为试验材料,其化学成分和物理性能分别见表1、表2所示。采用株洲钻石切削刀具股份有限公司生产的Tialn涂层硬质合金铣刀,刀具为整体式立铣刀,刀齿为4齿,直径为12mm,螺旋角为30o,刃长为30mm,刀齿为尖角保护型。

表1 氟金云母陶瓷材料的化学成分
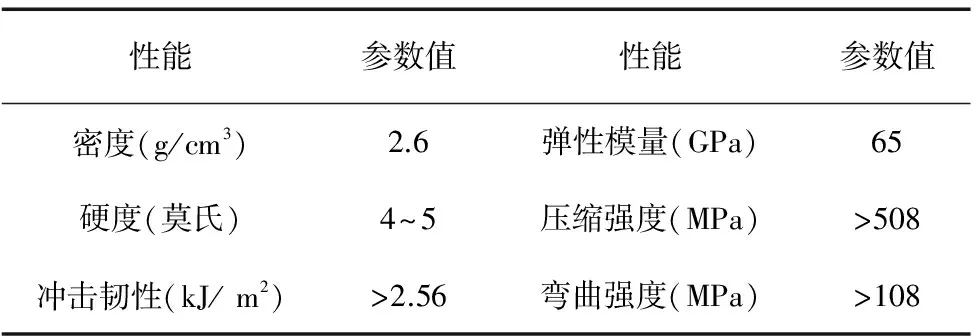
表2 氟金云母陶瓷材料的性能指标
试验系统:选用精度高、响应速度快的铣削力测量仪器是进行铣削力研究的重要保障,本试验仪器由Kistler9257三向压电式测力仪、Kistler5070电荷放大器,以及相应的数据采集与处理系统组成。Kistler9257三向压电式测力仪的基本技术参数:灵敏度0.01N,量程0~10kN(Z),0~5kN(X、Y)[11-12]。
首先将Kistler9257三向压电式测力仪用压板安装在机床工作台上,小型平口钳通过一个支撑平板相联接固定在测力仪中的固定孔中,为了防止陶瓷材料被夹裂,在平口钳的夹紧面上放上橡胶软垫,试件的夹持效果如图1所示。这样的装夹设计可以使铣削力通过测力仪中的传感器直接传给电荷放大器,避免了压板的夹紧力对测力仪的干扰。
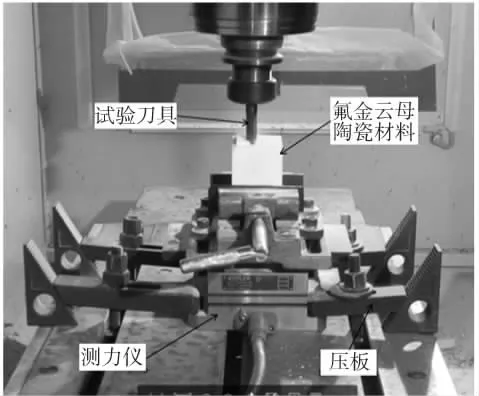
图1 试件的安装图
把测力仪固定在机床的工作台上,就可以进行铣削试验了,图2所示为试验用的铣削力测量系统。
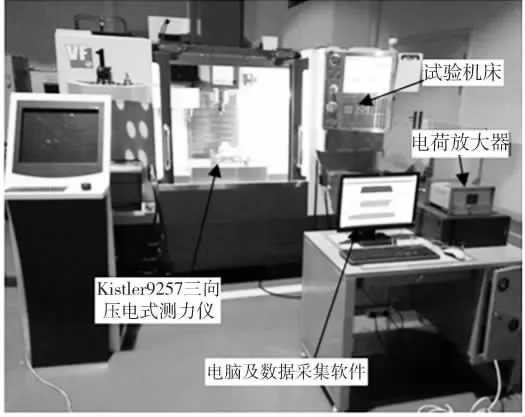
图2 铣削力测量系统
2 试验方法
试验采用单因素试验法,选择切削深度ap、切削宽度ae、每齿进给量fz、切削速度v,4个参数,每个参数变化5个水平,具体参数如表3所示。
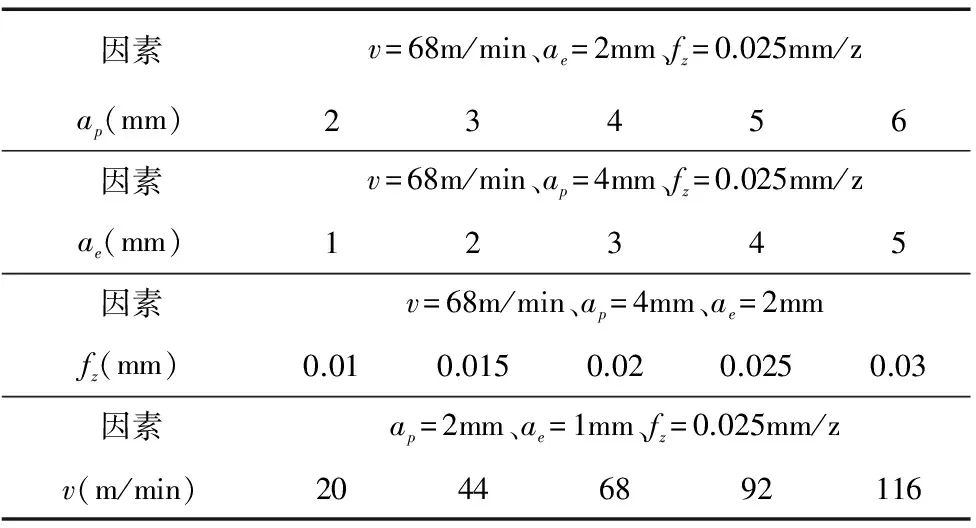
表3 试验方案
铣削方式为顺铣,冷却方式为空气自然冷,进刀方式为沿着延长线进刀。试验主要研究材料的切削性能,不考虑加工工艺对切削力的影响,因此将走刀路线设为直线,加工路线和铣刀受力如图3所示。
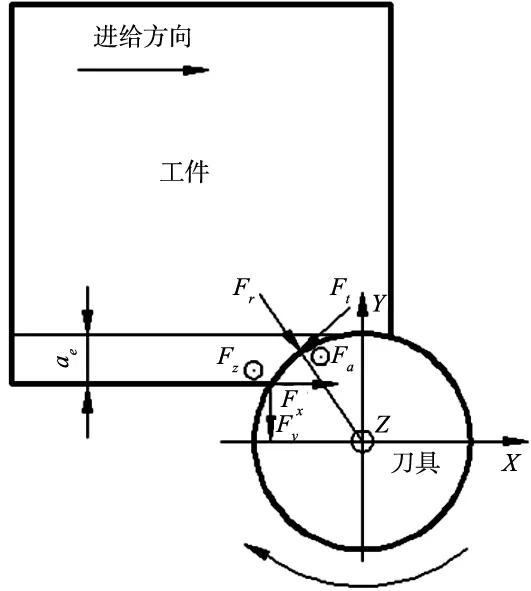
图3 铣刀走刀路线和受力分析
铣削为断续切削,因此图3中的Fx、Fy和Fz为铣刀的刀齿在X、Y和Z三个方向的瞬时切削分力,在铣削加工中铣刀刀杆还受到径向力Fr、切向力Ft和轴向力Fa的作用,它们的大小为Fx、Fy和Fz在其矢量方向的投影,其中径向力Fr会引起铣刀刀杆的弯曲变形,切向力Ft会引起铣刀刀杆的扭转变形,轴向力Fa会引起铣刀刀杆沿轴线方向的压缩变形[13]。为了得到比较均匀的铣削力,首先将试件的表面铣平,每组试验都安排两次,取其平局值为最终的铣削力,铣削分力信号如图4所示,从图中可以看出各铣削分力都比较均匀。
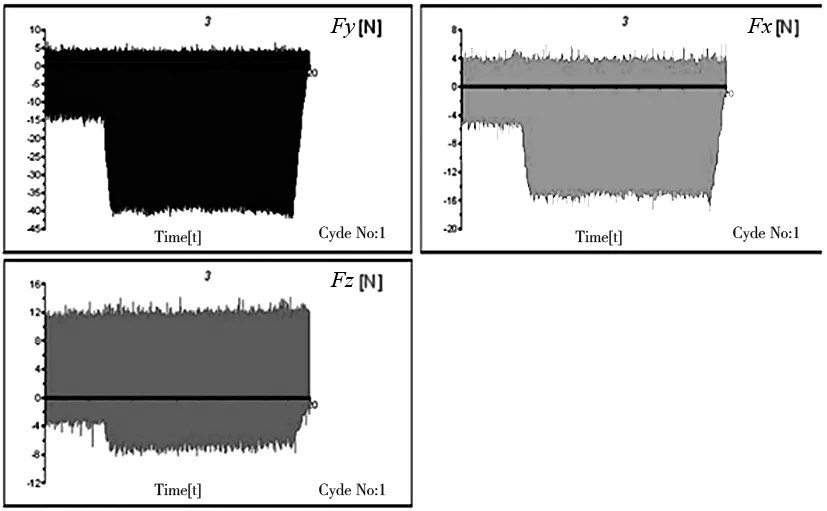
图4 铣削力信号图
3 试验结果与讨论
由试验测得的各向铣削分力FX、Fy、FZ与切削用量的关系如图5~图9所示。由图5~图9可以看出Fy是Fx、Fy、Fz中的最大一个分力,是本次试验中的主切削力,是重点考察的对象;FX的值除了在图5中变化较大外,在其余各图中变化较小;FZ值最小,且也比较平稳,在铣削中可以忽略它对加工的影响。从图5~图9还可以看出,主切削力Fy随着切削用量的增大而增大,其中切削深度和切削宽度对主切削力的影响较大,每齿进给量和切削速度对主切削力的影响较小。下面将分析每种切削参数的改变对主切削力的影响规律。
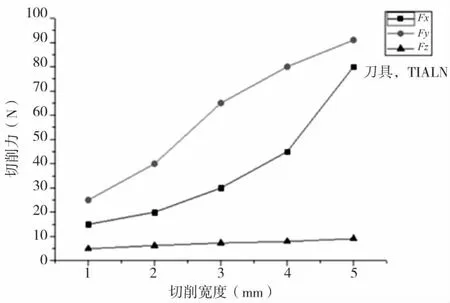
图5 切削宽度ae对铣削力的影响
3.1 切削宽度ae对铣削力的影响
塑性金属的切削试验指出:切削宽度ae的增加,变形系数不变,从而切削分力呈正比增加趋势。从图5可以看出Fy从切宽1mm到切宽3mm之间增大比较迅速,当切宽大于3mm以后,铣削分力Fy的增速放缓,这是因为氟金云母陶瓷形成的是一些崩碎切屑,当切削宽度增加时在已加工表面形成大凹坑,反而有利于减少刀具与工件之间的摩擦,从而相应的减少一些切削力,使铣削分力增加放缓。而另一方面,当切宽较小时FX增速较缓,当切宽大于3mm以后FX急剧增大,采集的铣削力信号图显示X方向存在较大的冲击力,如图所示。
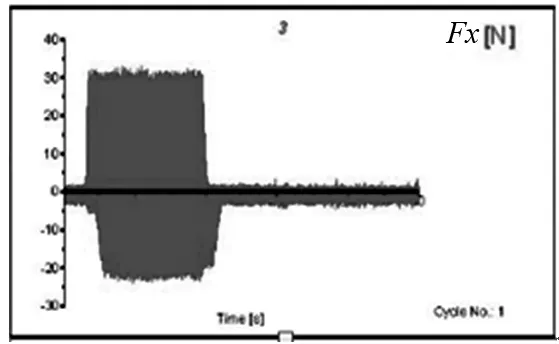
图6 X向冲击力信号图
这是由于切削宽度增加时,试件与刀具在径向的接触面积增大,使得刀具所受的瞬时径向力增大,刀具承受的弯曲变形加大,由于铣削是断续切削,在空切的时候,刀具又发生弹性变形的恢复,这样就使得刀具与试件间发生周期性的撞击,引起工艺系统的振动。当切削宽度增加时会在X方向检测到明显的冲击力,冲击力的大小和工艺系统的刚性有较大关系,当工艺系统刚性较好时,冲击力较小,当工艺系统的刚性较差时冲击力较大。
3.2 切削深度ap对铣削力的影响
从图7可以看出,主切削力Fy的变化趋势和图5类似,都是先快后慢,这和切削宽度ae对主铣削力Fy的影响原因是一样的。这是氟金云母陶瓷材料与金属材料切削时的显著不同点,符合典型的玻璃陶瓷切削规律。从图7也可以看出切削分力FX变化不大,并且没有冲击力。这是因为当切削深度增加时在某一截面上的径向力并没有增加,虽然沿整个轴向径向力的合力有所增加,但对工艺系统的影响要比切削宽度ae小得多。
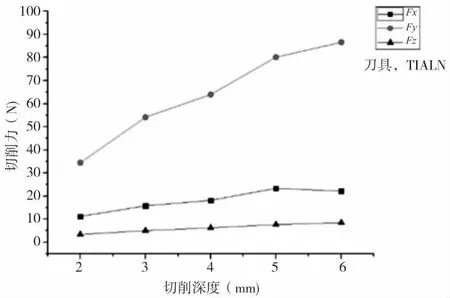
图7 切削深度ap对铣削力的影响
3.3 切削速度v对铣削力的影响
从图8可以看出铣削分力Fy基本上是呈线性比例增加的,这和塑性金属的切削理论有着较大区别;这主要是因为塑性金属材料的变形系数较大,当切削速度提高时温度也随着升高,加工过程中材料发生热软化现象使金属材料变软,从而减小切削抗力,使切削力的增速变缓,而氟金云母陶瓷材料属于典型的硬脆性材料,其化学稳定性和热稳定性优良,具有较高的软化温度,在高温条件下仍然能保持足够的机械强度;当切削速度增加时铣刀刀齿在单位时间内撞击材料的次数也增加,切削抗力也随之增加,从而造成随着切削速度的提高,切削力呈线性比例增加。但从图8中也可以看出切削力的变化范围不大,因此为了提高加工效率在实际加工中切削速度可以取较大值。
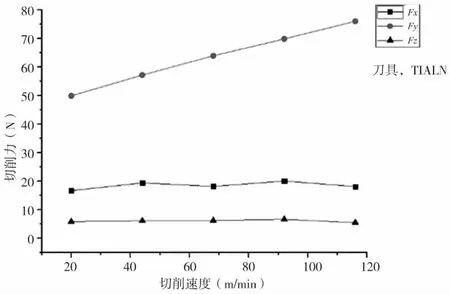
图8 切削速度v对铣削力的影响
3.4 每齿进给量fz对铣削力的影响
从图9看出在0.01~0.015mm/z时,铣削分力Fy增加比较迅速,在0.015~0.025mm/z铣削分力Fy增速放缓,在0.025~0.03mm/z时增加又变的比较迅速,这是因为随着每齿进给量的增加铣刀刀齿切除的切屑厚度变大,刀—屑接触区域摩擦增大,进而使切削力增大,同时径向力Fr和切向力Ft还引起铣刀刀杆的弯曲和扭转变形,当刀杆变形较小时会在一定程度上减小铣削分力增加的趋势,随着铣刀刀杆变形的增大,弹性恢复的距离也变大,对试件的撞击力度相应增加,从而引起铣削力的急剧增大,由此可见在铣削氟金云母陶瓷材料时,随着每齿进给量fZ的增加,铣削分力不是随着线性增加的,在一定范围内随着每齿进给量的增加铣削分力的增速放缓。从提高加工效率和刀具耐用度的角度考虑,本试验样件的进给量选择在0.015~0.025mm/z时比较合适。
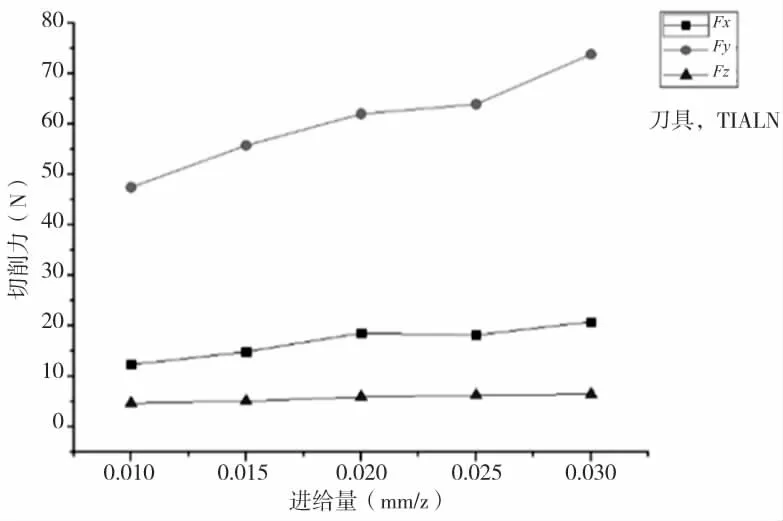
图9 每齿进给量fz对铣削力的影响
4 结论
通过使用Tialn涂层硬质合金刀具对氟金云母陶瓷材料进行切削力的试验,获得如下结论:
(1)随着切削宽度的增加,X向会产生冲击力,冲击力会破坏切削过程中的平稳性,造成表面质量的降低。
(2)随着切削速度的增加主切削力Fy基本上是呈线性比例增加的,但在径向力Fr和切向力Ft的综合作用下,切削深度、切削宽度和每齿进给量并不是呈线性比例增加的。
(3)主切削力Fy随着切削用量的增大而增大,其中切削深度和切削宽度对主切削力的影响较大,每齿进给量和切削速度对主切削力的影响较小。
[1] 杨毅青,张斌,刘强. 铣削建模中多种切削力模型的分析比较[J]. 振动工程学报,2015,28(1):82-90.
[2] 刘婷,徐宗伟,曹克雄,等. 微铣削切削力特性及表面质量的实验研究[J]. 纳米技术与精密工程,2015,13(4):258-263.
[3] 倪寿勇,李迎. 旋风铣削加工刀齿切削力在线测量与预报[J]. 机械工程学报,2015,51(11):207-212.
[4] 苏波. 可切削氟金云母微晶玻璃的制备及性能研究[D].西安:西安理工大学,2008.
[5] Henry J,Hill R G.The influence of lithia content on the propertiesof fluorphlonopiteglass-ceramics.II.microstructure hardness and machinability[J].J Non-Cryst Solids,2003,319(1-2):13-30.
[6] GEBHARDTA,H,CHET,CARLG,et a1.TEM study on the origin of cabbage shaped-mica crystalaggregates in machinable glass-ceramics[J].Acta Mater,1999,47(17):4427-4434.
[7] ARBoccaccini.Machinability and briUlenessof glass-ceramics[J].J Mater.KP,Grosse S,et a1.Glass ceramics-a new material for restorative dentistry.Zahntechnik(Berl)1988,29(5):225-227.
[8] 陈垚. 可加工陶瓷机械加工技术研究[D].天津:天津大学,2007.
[9] 任凤章,张旦闻,吴锐,等. 材料加工性能评价中的切削力测量问题的实验研究[J]. 材料热处理学报,2014,35(s1):72-76.
[10] 刘战强,王启东,汤爱民,等.圆弧铣刀瞬态切削力建模与数值仿真[J]. 应用基础与工程科学学报,2012,20(6):1022-1031.
[11] 谭光宇,刘青山,刘璨,等.平底立铣刀高速铣削切削力解析建模[J]. 机械科学与技术,2012,31(11):1735-1739.
[12] 唐艳玲.等温淬火球墨铸铁铣削性能研究[D].苏州:苏州大学,2010.
[13] 李安海,赵军,王泽明,等.高速侧铣镍基合金Inconel718切削力试验研究[J].组合机床与自动化加工技术,2010(10):75-78.
ExperimentalStudyonCuttingForceofFluorophlogiteCeramicswithTialnCoatedTool
GAI Li-wu1,2,GUO Xu-hong1,SHEN Xiang-yu1,DENG Da-song1,GUO Da-lin1
(1.School of Mechanical and Electronic Engineering, Soochow University, Suzhou Jiangsu 215021, China;2. College of Mechanical and Electronic Engineering,Suzhou Vocational University,Suzhou Jiangsu 215104, China)
Fluorine mica ceramic are widely used in industrial production and high-tech fields. However, compared with metal materials, there are shortcomings such as low processing efficiency, fast tool wear and high machining costs, which limits the popularization of fluorine mica ceramic.In order to optimize the milling parameters of fluorine mica ceramic materials and improve the service life of the tool, the cutting force test of milling fluorine mica ceramic materials with Tialn coated cutters was carried outby single factor test design,studied the influence of the change of milling parameters on cutting force,proposed a highly efficient processing solution,provide an important reference for formulation of milling process for fluorine mica ceramic in actual production.
fluorophlogopite; cutting parameters; Tialn coated cutter
1001-2265(2017)11-0141-04
10.13462/j.cnki.mmtamt.2017.11.037
2017-03-20;
2017-04-06
江苏省科技成果转化项目(BA2014004);江苏省普通高校研究生创新项目(ZY32003615);苏州市职业大学校级课题阶段成果(SVU2015CGCX06)
盖立武(1979—),男,山东滕州人,苏州市职业大学实验师、工程师,研究方向为切削加工技术,(E-mail)glw@jssvc.edu.cn。
TH140.7;TG703
A
(编辑李秀敏)