机身复合加工机床旋转轴定位精度分析与补偿*
2017-11-30吴迎春沈建新
吴迎春,沈建新
(1. 南京航空航天大学 机电学院,南京 210006;2. 无锡工艺职业技术学院 机电工程系,江苏 宜兴214206)
机身复合加工机床旋转轴定位精度分析与补偿*
吴迎春1, 2,沈建新1
(1. 南京航空航天大学 机电学院,南京 210006;2. 无锡工艺职业技术学院 机电工程系,江苏 宜兴214206)
为了提高复合加工机床末端执行器旋转轴A的定位精度,首先分析了其摇块机构特性,根据角度位移及变化率曲线得出了误差补偿趋势,使用了分段直线去逼近旋转轴实际运行特性曲线。通过华中HNC 8数控系统双向螺距误差补偿功能,根据测试角度偏差确定螺距补偿值,补偿结果显示能大幅提高旋转轴的定位精度,满足了机床加工精度要求。该旋转轴定位精度分析及螺距误差补偿值改进方法对于采用平面连杆类似结构的数控机床旋转轴提高定位精度,具有一定的参考和应用价值。
末端执行器;旋转轴;定位精度;螺距误差补偿
0 引言
对于常用半闭环系统的数控机床,其传动机构的螺距误差和反向间隙可通过数控系统的螺距补偿功能来补偿,可明显提高数控机床的定位精度和重复定位精度,从而保证零件的加工精度。螺距误差补偿有动态和静态两种方式。动态误差补偿是借助测量系统获取位置信息后即时传递给数控系统控制机床坐标轴运动。静态误差补偿是测出坐标轴行程等分点的定位误差后生成补偿表,按点位输入到数控系统中实现补偿。数控机床常用激光干涉仪和步距规等评定机床精度,进行静态螺距误差补偿[1-3]。也有学者提出了基于激光干涉仪的动态螺距误差补偿方法,以改进等间距螺距误差补偿不足[4]。
在数控机床几何误差建模中,多体系统理论法被广泛采用,可获到机床行程系列离散点的误差,有学者采用高精度逼近的切比雪夫多项式建立几何误差项参数化模型,得到机床工作空间几何误差场分布,为机床误差补偿提供了理论依据和新方法[5-6]。
常见文献数控机床螺距误差补偿对象大都为直线移动坐标轴,本文针对复合加工机床旋转坐标轴原螺距误差补偿下定位精度不足问题,提出了一种适用的定位精度分析及螺距误差补偿值改进方法,使旋转轴达到了定位精度要求。
1 复合加工机床末端执行器结构
现代飞机装配质量和效率主要取决于飞机连接技术,自动钻铆技术可以大幅度提高制孔速度和连接质量,实现装配技术的自动化和模块化。
复合加工机床是一种用于中小型飞机机身制孔和铆接的新型装配设备。机床本体为6轴数控机床,搭载多功能末端执行器,按加工指令实现工作空间内的精确点位运动。机床结构主要有龙门、横梁、滑台、滑枕、转台等,如图1所示,机床X轴实现滑台在横梁上的左右移动,Y轴实现横梁在立柱上的上下移动,Z轴实现滑枕在滑台上的前后移动,A轴实现末端执行器绕X轴正负摆动,B轴实现末端执行器绕Y轴正负摆动,C轴实现高精度旋转工作台360°旋转,完成产品加工孔位的切换。
末端执行器是自动钻铆的核心系统,如图2所示,主要实现制孔、锪窝、换刀、送钉、铆接等加工任务。在装配过程中对孔定位精度以及刀具轴线与机身蒙皮之间的法向精度有较高的要求,因此末端执行器还具备在线检测功能,能够实现位姿的调整。
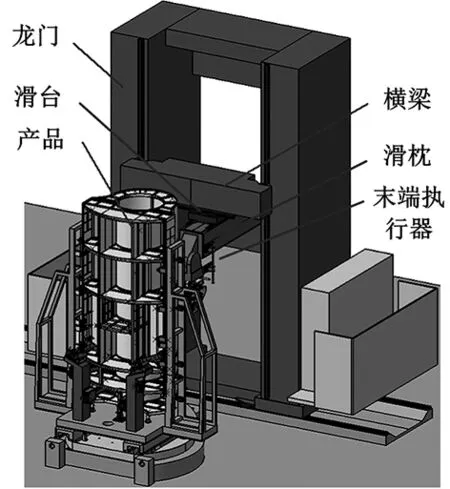
图1 复合加工机床结构

图2 复合加工机床末端执行器
2 末端执行器旋转轴结构分析
五轴数控机床旋转轴结构一般采用蜗轮蜗杆结构,较新的机床旋转轴则采用所谓“零传动”技术的扭矩电机。由于复合机床末端执行器内部有伺服制孔电主轴及其他铆接转置等,很难采用一般旋转轴结构,由图2、图3可看出,其A轴旋转结构采用了平面连杆机构中的摇块机构,杆NA固定不动,伺服电机通过滚珠丝杠螺母副直线移动改变MN长度,从而改变夹角∠MAN大小,使固接在MA杆件上的末端执行器绕A轴旋转。当末端执行器压力脚为水平位置时,如图3所示,A轴数控系统坐标值为0°,设NA和MA杆长分别为l1和l2,水平位置时两者夹角∠MAN=φ0,MN杆长为l0,当移动量为y时角度变化量为x,杆件MN长度为l=l0+y,∠MAN角度为φ=φ0+x,由余弦定理得:
(1)
改写长度及角度形式,化简得位移y与角度x关系为:

(2)
其中,l0=467.5mm,水平位置时A点比M点垂直方向高5mm,l1=538.0811mm,l2=275.0455mm,φ0=60.3061°。
当角度变化x∈[-14,13]时,在MATLAB中绘制角度位移曲线如图4所示,可看出曲线近似为直线,但其变化趋势与一般直线位移轴不同。

图3 末端执行器A轴运动结构

图4 A轴角度位移变化关系
对式(2)求导,可得位移y对角度x切线变化率,该式为复合函数,求导形式繁杂。当一个函数一旦被多项式精确地近似,它的导数或积分就能通过精确求导或积分此多项式来近似[7],这里把函数用依切比雪夫节点的插值多项式代替,能使两函数差的绝对值最大值达到最小,保证插值函数收敛和足够的精度,避免龙格现象。
采用5次牛顿插值多项式,插值节点采用切比雪夫多项式的零点,其零点一般是[-1,1]内的插值节点,对于一般区间[a,b]上的插值可通过式(3)变化得到相应节点[8],

(3)
k=0, 1, 2,…,n。取次数n=5,角度a=-14,b=13,得:
y≈-1.8×10-8x5+1.8437×10-6x4-2.3588×10-4x3-
7.5531×10-4x2+4.7997x+4.1228×10-5
计算得插值误差估计为1.9791×10-5,具有足够的精度,对该多项式微分,绘制位移斜率对角度变化关系曲线如图5所示。可看出当x=-0.7时,曲线斜率最大,左侧为斜率增加趋势,即较小位移达到同样角度,需要进行负补偿,右侧为减小趋势,即较大位移才能达到同样角度,需要进行正补偿。
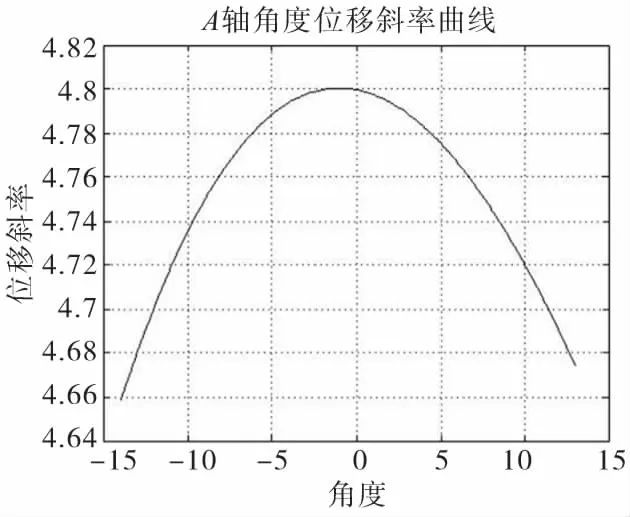
图5 A轴角度位移斜率变化关系
3 旋转轴定位精度补偿原理
数控机床中丝杠的制造精度、装配误差以及使用磨损都会造成数控系统中的参数值与丝杠的实际值不一样,因而螺距误差补偿主要就是消除丝杠上述误差引起的数控机床坐标轴定位精度与重复定位精度的影响。对于复合机床旋转轴A轴,除了有丝杠误差外,还有其传动结构造成的角度和位移非线性的影响。
复合加工机床A轴的有效行程为-14°~+13°,即角度x的变化范围为27,代入式(2),得丝杠位移范围y=ymax-ymin=64.7965-(-66.6166)=131.4131mm,比较补偿误差时可通过角度位移映射关系相互转换。
数控系统中丝杠位移与脉冲输入只能是线性关系,这里在每个整数角度点设置螺距补偿点,通过螺距误差补偿在整数角度点保证进给位移与实际角度位移一致,即通过整数角度点分段直线去逼近A轴实际特性曲线,两者曲线的差值为位移,通过上述映射关系转换为角度如图6所示,可得最大补偿误差为5.8966×10-4 °,小于A轴定位精度要求0.002°,满足机床工作要求说明方案可行。

图6 A轴理论螺距误差补偿效果
4 旋转轴双向螺距误差补偿
数控系统软件误差补偿包括反向间隙补偿和螺距误差补偿,而螺距误差补偿有单向补偿和双向补偿两种方式。在系统进行了双向螺距补偿时,双向螺距补偿的值已经包含了反向间隙,可以有效减小反向间隙对精度的影响,因此不需设置反向间隙的补偿值。
复合加工机床本体采用华中HNC-8型数控系统控制,采用双向螺距误差补偿。
首先使用API公司的Swivel-check旋转测试仪器对A轴测试,仪器及末端执行器如图7所示。以间隔0.25°在区间-11.5°~+11.5°测得其旋转角度误差,为得到A轴全行程范围误差曲线,同时通过机床华中HSV-180UD伺服驱动器记录A轴FAGOR增量编码器对应脉冲,通过最小二乘法拟合4次多项式算得-14°~-12°,11°~13°对应角度误差,根据全范围整数点角度误差计算位移值,通过整数点线性插值计算实际运行曲线,与A轴特性曲线比较得补偿前全行程误差曲线,如图8所示。
由图8可知,螺距误差补偿就是使整数点误差值变为0,所以补偿值就是补偿前曲线整数点误差值的相反数。由于华中系统旋转轴螺距补偿单位为度,只能保留三位小数,所以取螺距补偿值如表1所示。

图7 旋转轴测量仪器及末端执行器
华中HNC-8系统螺距误差补偿参数有补偿行程的起点坐标、采样补偿点数、相邻采样补偿点的距离等。在数控系统补偿信息界面中,选择A轴,设置补偿数据表参数号700700~700755,螺距误差补偿类型选双向补偿,起点位置(mm/度)为-14.000,补偿点数为28,补偿间隔(mm/度)为1,反向间隙值(mm/度)为0,从-14°~13°为正向补偿,反之为反向补偿。在数控系统原有螺距误差补偿基础上,直接叠加补偿表1数据,将对应结果数值输入系统,保存后生效完成补偿。
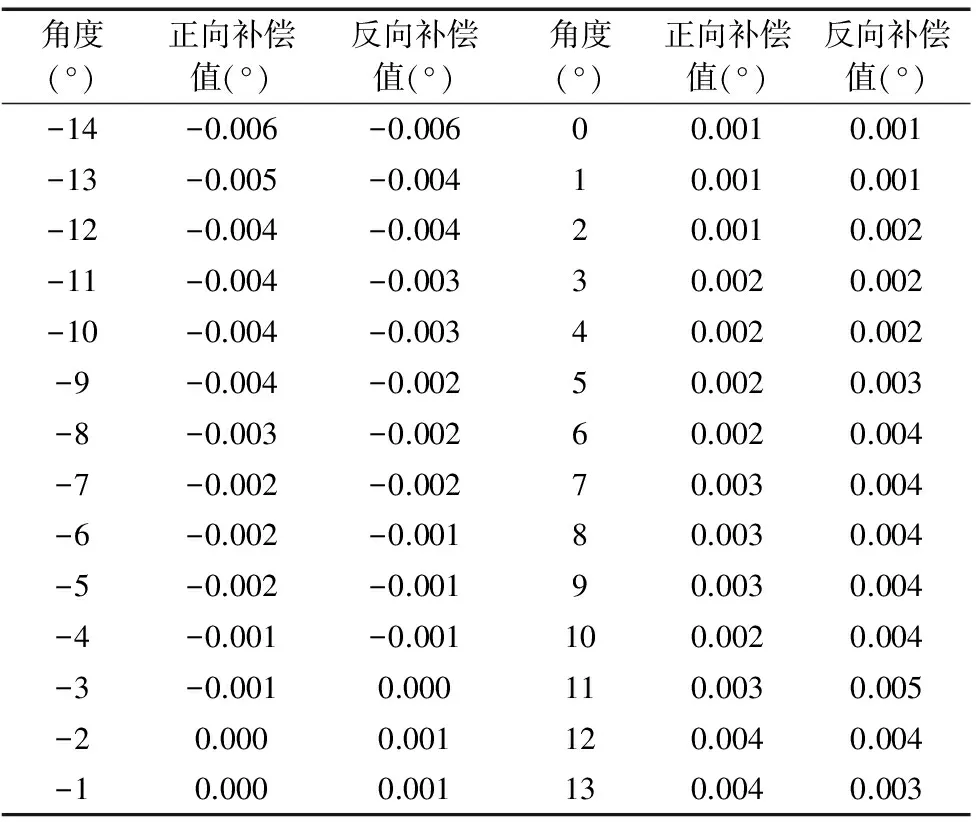
表1 复合加工机床A轴螺距补偿值
A轴补偿后角度测量通过增量编码器读出脉冲数,由前述拟合多项式反求出实际运行角度,按补偿前误差曲线绘制原理画出补偿后误差曲线见图8。由图8可知在原螺距补偿值下测试最大角度误差为0.0062°,改进补偿值后最大角度误差为0.0015°<0.002°,误差数值下降了75.8%,即通过螺距误差补偿大幅提升了A轴旋转定位精度,满足了末端执行器工作要求。

图8 A轴螺距补偿前后对比
5 结束语
复合加工机床的旋转坐标A轴属于摇块机构,数控进给脉冲与A轴实际角度位移是非线性关系,可使用分段直线去逼近旋转轴角度位移特性曲线,通过数控系统双向螺距误差补偿功能,根据角度偏差确定螺距补偿值,能显著提高旋转轴的定位精度,满足复合加工机床加工要求。
从螺距补偿结果分析,复合加工机床旋转轴定位精度略低于理论结果,差异主要是受机床数控系统的螺距补偿角度数值精度所限制,如果增加螺距补偿点数目也可实现进一步提升旋转轴定位精度。
本文提出的数控机床旋转轴定位精度分析、误差曲线处理及螺距误差补偿值改进方法,对于其他采用非线性平面连杆结构的数控机床旋转轴提高定位精度,具有一定的参考和应用价值。
[1] 俞鸿斌.数控机床中螺距误差补偿原理及测量方法研究[J]. 组合机床与自动化加工技术, 2008(1): 42-46.
[2] 陈芳.数控机床螺距误差测量与补偿[J]. 机床与液压, 2009,37(9): 37-38,53.
[3] 李继中. 数控机床螺距误差补偿与分析[J]. 组合机床与自动化加工技术, 2010(02): 98-101.
[4] 杨永, 向丹,姚屏.数控机床螺距误差补偿技术研究[J]. 工具技术, 2007,41(6): 83-85.
[5] 郭然,付国强,孙磊,等.基于切比雪夫多项式的数控机床几何误差参数化建模[J]. 农业机械学报, 2015,46(5): 336-343.
[6] Creamer J.Table-Based Volumetric Error Compensation of Large Five-Axis Machine Tools[J]. Journal of Manufacturing Science and Engineering, 2016, 139(2): 021011-1.
[7] 安妮·戈林鲍姆. 数值方法:设计、分析和算法实现[M]. 北京:机械工业出版社, 2016.
[8] 沈艳, 杨丽宏,王立刚,等. 高等数值计算[M]. 北京:清华大学出版社, 2014.
PositionAccuracyAnalysisandCompensationofRotationAxisinFuselageCompoundMachineTool
WU Ying-chun1, 2,SHEN Jian-xin1
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China; 2. Department of Mechanical and Electrical Engineering, Wuxi Institute of Art & Technology, Yixing Jiangsu 214206, China)
In order to improve position accuracy of rotation axis A of end effector in a compound machine tool, the feature of swing block mechanism was analyzed at first, according to the curve of angle displacement and gradient, the trend of error compensation was obtained, subsection lines were used to approach actual operation characteristic curve of rotation axis. According to test angle deviation curve, the pitch angle deviation compensation value was determined by the means of bidirectional pitch error compensation in Huazhong HNC8 CNC system, compensation results showed the positioning precision of the rotation axis was significantly improved, the processing precision requirement of machine tool was also satisfied. The method of position error analysis and screw pitch error compensation improvement of rotation axis has definite reference and application value for improving the position accuracy of rotation axis in CNC machine tool of planar linkage structure.
end effector; rotation axis; position accuracy; screw pitch error compensation
1001-2265(2017)11-0004-04
10.13462/j.cnki.mmtamt.2017.11.002
2017-06-27;
2017-07-20
科技重大专项中小型飞机机身大部件复合加工机床(2014ZX04001071);江苏省普通高校研究生科研创新计划(KYLX15_02982015)
吴迎春(1974—),男,江苏宜兴人,无锡工艺职业技术学院讲师,南京航空航天大学博士研究生,研究方向为数字化设计与制造,(E-mail)382117597@qq.com;沈建新(1969—),男,江苏常熟人,南京航空航天大学教授,博士生导师,研究方向为飞机装配、数字化医疗装备,(E-mail)cadate@nuaa.edu.cn。
TH161;TG659
A
(编辑李秀敏)