双歧杆菌与乳酸菌混合发酵乳的研究
2011-01-05张开屏田建军刘静刘梦洋
张开屏,田建军,刘静,刘梦洋
(1.内蒙古商贸职业学院 工程系,呼和浩特 010018;2.内蒙古农业大学 食品科学与工程学院,呼和浩特 010018)
双歧杆菌与乳酸菌混合发酵乳的研究
张开屏1,田建军2,刘静1,刘梦洋2
(1.内蒙古商贸职业学院 工程系,呼和浩特 010018;2.内蒙古农业大学 食品科学与工程学院,呼和浩特 010018)
采用正交试验优化双歧杆菌和乳酸菌混合发酵乳的配方,并测定其活菌数。结果表明,最佳配方组合为胡萝卜汁添加量为20%,蔗糖添加量为6﹪,果胶添加量为1‰,混合发酵剂菌种比例(St∶Lb∶Bi)为1∶1∶2。 该产品在4 ℃冷藏15 d,乳酸菌数和双歧杆菌的活菌数分别为3.8×107mL-1和2.2×106mL-1,高于标准的最低限制(≥106mL-1),在4℃冷藏,其保质期可达到15 d。
双歧杆菌;乳酸菌;胡萝卜汁;酸奶
0 引 言
双歧杆菌为人体肠道中典型的益生性菌群。增加人体肠道中双歧杆菌的数量,将有利于人体健康[1-2]。然而,双歧杆菌制品发酵周期长,风味口感较差。因此在实际生产中,发酵剂除含有双歧杆菌外,一般还添加嗜热链球菌和保加利亚乳杆菌[3-5],以便缩短发酵周期,改善产品口味。胡萝卜含有丰富的胡萝卜素和钙、磷、铁等矿物质,具有较高的营养价值[6],胡萝卜保健食品的研究开发将对人类社会产生很大影响。
本研究为了提高酸奶的保健性,选用胡萝卜作为主要原料,并且在普通乳酸菌的基础上采用保健性强的双歧杆菌进行发酵,研究了双歧杆菌与乳酸菌混合发酵酸乳的最佳工艺配方,旨在为企业化生产提供帮助。
1 实 验
1.1 材料
菌种:嗜热链球菌(Streptococcurs Thermophilus.ST),保加利亚乳杆菌(Lactobacillus bulgaricus.LB)和婴儿双歧杆菌(bifidobacterium.Bi)。
培养基:质量分数为10%脱脂牛乳培养基,用于乳酸菌和双歧杆菌的活化与工作发酵剂制备;乳酸菌计数用MRS琼脂培养基[7];双歧杆菌计数用改良MRSX-Cal琼脂培养基[8,9]。
仪器:榨汁机,无菌操作台、高压灭菌锅,恒温培养箱,均质机,pH计,碱式滴定管,等。
1.2 方法
1.2.1 菌株的活化
使用前将菌株在脱脂乳培养基中活化2~3代,使菌株活力达到最强。
1.2.2 发酵剂的制备
当菌株活力达到最强时,按2%~4%(体积分数)接入脱脂乳培养基中进行扩大培养,制备发酵剂。
1.2.3 胡萝卜汁的制备[10]
选择新鲜肥大,纤维少的胡萝卜,洗净,去皮,然后切成薄片,浸于盛有2%柠檬酸的蒸锅中煮3 min,除去其“生焖味”,使其组织软化以利打浆,并钝化酶的活性,冷却后,倒入榨汁机中磨碎打浆,将所得浆料经8层纱布过滤两次,取得纯汁。
1.2.4 工艺流程
胡萝卜汁→鲜牛奶→调配、混合→预热均质(60℃,15~20 MPa)→杀菌(85~90 ℃,保温10 min)→冷却(45 ℃)→接种(3%)→发酵(42℃)→冷藏后熟(0~5℃)→成品。
1.2.5 酸度测定方法[14]
吸取样品10 mL于三角瓶中,加入20 mL煮沸后冷却至40℃的蒸馏水,混匀后滴入2~4滴酚酞指示液,用浓度为0.1 mol/L的NaOH溶液滴至微红色,在0.5 min内不消逝为终点,所消耗的0.1 mol/L的NaOH的毫升数乘以10即为酸度(°T)。
1.2.6 菌落计数法[8,9]
将胡萝卜酸奶进行无菌梯度稀释,选取适当稀释度的样品分别吸出1 mL移入两个平皿中,再分别倒入15 mL左右的MRS琼脂培养基和改良MRS-X-Cal琼脂培养基摇匀,每个稀释度的一个培养基做2个平行样,待全凝固后倒放入37℃的恒温箱培养24~48 h,计算活菌数。
胡萝卜酸奶4℃冷藏期间菌株的存活能力为[12]

式中:N为7,15,17d的活菌数;N0为初始时的活菌数。
1.2.7 感官评分标准[13-15]
采用加权评分法对胡萝卜酸奶的感官质量进行综合评定,检验人数为10人,检验结果取平均值。其中色泽10分,口感30分,香味20分,组织状态40分。
2 结果分析
2.1 不同混合法对酸奶组织状态的影响
方法1:把胡萝卜汁和其他材料分别于90℃下灭菌10 min;方法2:把胡萝卜汁与其它材料共同混合后在90℃下灭菌10 min。其后接菌、发酵、冷藏,结果如表1所示。

表1 不同混合法下酸奶状态
由表1可以看出,方法1中,原材料分别灭菌混合后直接接种发酵,未能完全混合达均质使料液细微化,以致分层,呈现絮状物。因此选择方法2,所制胡萝卜酸奶凝固完全,质地均一。
2.2 不同胡萝卜汁质量分数对酸奶的影响
为确定胡萝卜的浓度,选用含胡萝卜汁质量分数为10%,15%,20%,25%,30%的脱脂乳在42℃, 接种量为3%的条件下发酵4 h,分别记录乳酸菌数及双歧杆菌数,结果如表2所示。
由表2可以看出,随着胡萝卜汁添加量的增多,乳酸菌与双歧杆菌的数量也随之增加,这是由于胡萝卜中含有丰富的维生素、矿物质及糖类,是微生物生命所必需的,尤其是胡萝卜中所含的低聚果糖,为双歧杆菌生长因子,这也是含胡萝卜汁酸奶中菌数较多的一个原因。但当胡萝卜汁质量分数增加到30%或更多时,酸奶不适合大多数人的口味,而且颜色较深。所以,本文选用胡萝卜汁质量分数为15%,20%,25%这3个水平进行研究。
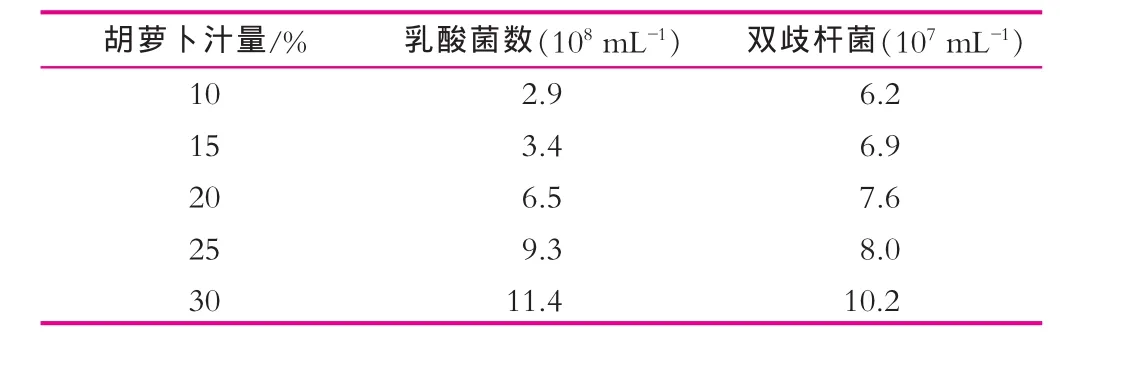
表2 胡萝卜汁含量对产品活菌数的影响
2.3 稳定剂对酸奶的影响
由于胡萝卜汁的加入,造成酸乳体系组成和结构的改变。为了防止乳清析出,出现蛋白块,选择在混合料液中分别添加质量分数1‰的果胶、单甘酯、CMCNa、明胶、黄原胶,在42℃,接种量为3%的条件下发酵4 h进行实验。结果如表3所示。

表3 增稠剂选择实验
由表3可以看出,果胶是较好的稳定剂,效果较好。所以本研究选用果胶作为胡萝卜酸奶的稳定剂。
2.4 最佳工艺配方的正交实验
实验以胡萝卜汁、蔗糖、果胶添加量和不同菌种比例(St∶Lb∶Bi)的混合发酵剂,进行了4因素3水平的正交试验,即采用L9(34)正交试验确定各参数,因素水平如表4所示;实验结果如表5所示。

表4 L9(34)因素水平
由表5可以看出,菌种比例和胡萝卜汁添加量为主要影响因素,其次为果胶添加量,最后为蔗糖添加量,各因素对胡萝卜酸奶感官质量的影响主次顺序为D>A>C>B。胡萝卜酸奶生产的最佳工艺配方为A2B3C1D2,即:胡萝卜汁添加量为20%,蔗糖添加量为6%,果胶添加量为1‰,菌种比例(St∶Lb∶Bi)为1∶1∶2。
2.5 胡萝卜酸奶冷藏期间菌株存活能力实验
按表5所得结果配制酸奶,在42℃发酵结束后,转至4℃条件下冷藏保存,以稀释平板计数法 (MRS和MRS-X-Cal)测定贮藏过程中乳酸菌和双歧杆菌在冷藏胡萝卜酸奶中的存活情况。结果如表6和表7所示。
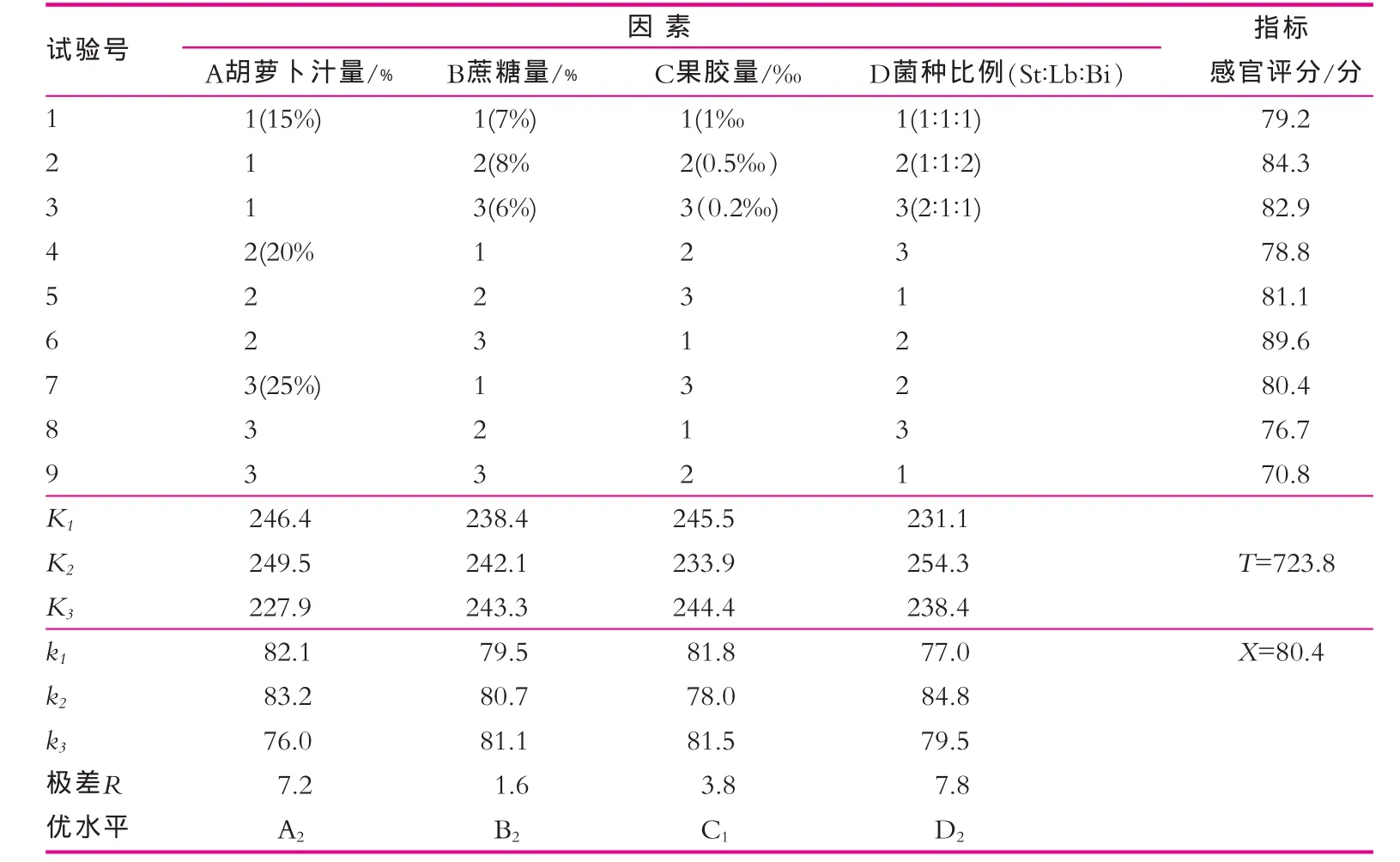
表5 L9(34)正交实验结果
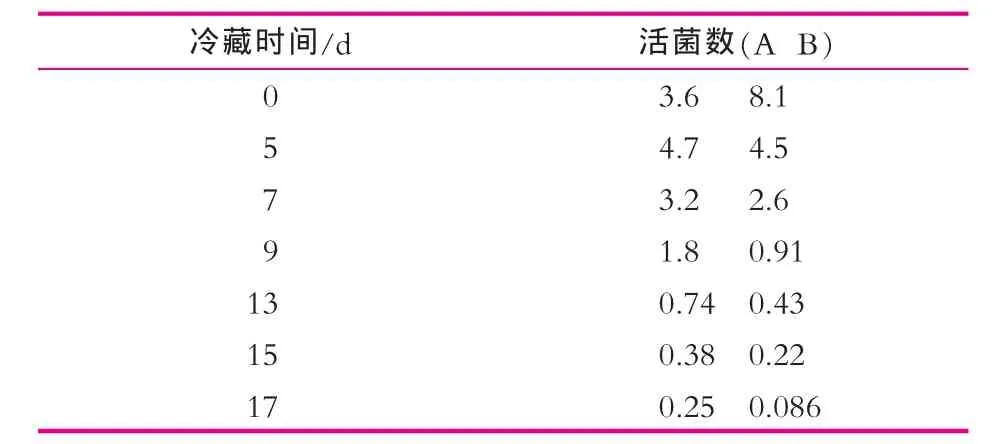
表6 冷藏天数对产品活菌数的影响
注:A为乳酸菌(108mL-1),B为双歧杆菌(107mL-1)。

表7 菌株的存活情况
由表6和表7可以看出,随着冷藏天数的延长,乳酸菌数和双歧杆菌双歧杆菌数量减少,在冷藏15 d期间乳酸菌数保持在3.8×107mL-1,双歧杆菌活菌数量保持在2.2×106mL-1,存活率分别为88.59%和80.20%。冷藏17 d时,双歧杆菌活菌数量下降为8.6×105mL-1。根据活性益生菌产品的要求,该产品在4℃条件保质期为15 d。
3 结 论
(1)胡萝卜酸奶的最佳工艺配方为A2B3C1D2,即胡萝卜汁添加量为20%,蔗糖添加量为6%,果胶添加量为1‰,混合发酵剂菌种比例(St∶Lb∶Ba)为1∶1∶2。
(2)该产品在4℃冷藏15 d,乳酸菌数保持在3.8×107mL-1, 双歧杆菌活菌数保持在2.2×106mL-1。
[1]CATHERINE S,GILLIAN G,HILLARY M,et al.Market Potentialfor Probiotics[J].An J.Clin Nutr.,2001,73:476-483.
[2]BRUHN C M,BRHUN J C,COTTER A,et al.Consumer AttitudesToward Use of Probiotic Cultures[J].Journal of Food Science,2002,67(1):969-1972.
[3]李雅乾,田洪涛,田益玲,等.双歧杆菌与乳酸菌混合发酵胡萝卜汁牛乳饮料的工艺研究[J].食品与发酵工业,2006,32(6):117-120.
[4]孟祥晨,霍贵成.双歧杆菌酸奶生产工艺的优化[J].食品与发酵工业,2003,29(11):35-40.
[5]段善海,缪铭.胡萝卜酸奶的开发研究[J].食品工业科技,2004,25(6):93-95.
[6]岳晓霞,张根生,孙胜敏,等.蓝靛果、胡萝卜复合固体饮料的研制[J].食品科学,2009,30(18):420-423.
[7]刘丽莉,夏延斌,唐青春,等.降胆固醇的乳酸菌筛选研究[J].食品科学,2004,25(7):59-62.
[8]孟祥晨,庞睿.选择性计数双歧杆菌培养基的效果比较[J].食品与发酵工业,2005,31(5):1-4.
[9]李雅乾.胡萝卜汁双歧杆菌酸乳发酵培养基优化研究[J].现代食品科技,2006(4):49-51.
[10]林松毅.胡萝卜保健型酸奶的研制[J].冷冻与速冻食品工业,2003,(3):15-17,20.
[11]栾金水.保健蔬菜酸奶的研制[J].食品科技,2003,(3):69-71.
[12]邹芳勤 张灏 田丰伟等.注意代谢产物对双歧杆菌生长的影响[J].食品与发酵工业,2004,30(6):68-71.
[13]SALWA A A.Carrot Yoghurt:Sensory,Chemical Microbiological Property and Consumer Acceptance [J].Pakistan Journal of Nutrition,2004,3(6):322-330.
[14]COGEN T M.Flavour Production By Dariry Starter Culture[J].Apple Baterial Symposium Suplement,1995,79:46-49.
[15]SHIN H S,LEE J H,PESTKA J,et al.Growth and Viability of Commercial Bifidobacterium spp in Skim Milk Containing Oligosaccharides and Inulin[J].Journal of Food Science,2000(65):884-887.
Studies on the yoghurt fermented by Bifidobacteria and Lactobacteria together
ZHANG Kai-ping1,TIAN Jian-jun2,LIU-Jing1,LIU Meng-yang2
(1.Engineering Department,Inner Mongolia Business Vocational College,Hohhot 010018,China;
2.College of Food Science and Engineering,Inner Mongolia Agricultural University,Hohhot 010018,China)
The optimum formula of the milk Fermented byBifidobacteriaandLactobacteriatogether was optimized by orthogonal experiment and the number of living bacteria was counted in this paper.The results indicated that the optimum formula was the content of Carrot juice 20%,the content of sugar 6%,the content of pectin 1‰,the proportion of starts (St∶Lb∶Bi) 1∶1∶2.After 15 d storage at 4 ℃,the number of livingbifidobacteriaandlactobacteriaof the fermented milk was 3.8×107mL-1and 2.2×106mL-1respectively,it was much larger than the minimum standard(≥106mL-1).As a result that the shelf life of the yoghurt was15day at 4 ℃.
Bifidobacterium;Lactobacteria;Carrot juice;Yoghurt
TS252.54
A
1001-2230(2011)11-0007-03
2011-08-02
张开屏(1977-),女,讲师,研究方向为畜产品教学科研。
田建军