某煤化工污泥干化项目扩容改造案例浅析
2023-08-22张秀云李成朱德汉肖杰
张秀云,李成,朱德汉,肖杰
(国能新疆化工有限公司,新疆 乌鲁木齐 831404)
众所周知,国内煤化工项目方兴未艾,成为国家重要的能源技术储备。煤制烯烃项目作为煤化工的一个重要分支,也越来越被重视和推广。煤制烯烃项目产生的气化污水、MTO污水等可生化性较高,采用生化方法进行处理,生化系统运行中需要定期排放剩余污泥,这部分剩余污泥含有多种重金属、微生物、难降解有机物等物质,组分复杂,暂属于危险废弃物,处理和处置方案技术复杂[1]。
某煤化项目污水处理厂MTO污水预处理单元的沉泥、生化处理剩余污泥进入污泥浓缩池,通过重力浓缩,提高池底污泥的浓度。池底的浓缩污泥靠静压经管道流至污泥贮槽,而后由污泥输送泵输送至污泥脱水机,污泥脱水机将污泥含水率降低至85%后,通过污泥输送泵输送至原有污泥干燥设备,进而将污泥含水率降至28%以下,污泥脱水机分离出的过滤水,排放至生活污水池同生活污水一并进入生化系统进行处理,干化后的污泥送至汽化炉进行掺烧。原有污泥干化采用进口SMS的薄层干化机,热源采用厂内1.1 MPa蒸汽。因每年大检修无热源污泥处理系统停运检修,产生约2 000 t的生化湿污泥和罐底湿污泥因干化机停运而无法干化。另生化系统每天产生离心脱水后的湿污泥约60 t,由于产生的污泥量超出设计污泥量,造成系统设备无法将污泥全部干燥,多余污泥没有进行离心脱水而是从浓缩池溢流,回到生化进料罐。造成系统内污泥在污水生化处理系统循环,进而形成“死泥”,严重影响生化系统的正常运行。现针对大检修期间无蒸汽热源生化污泥及大检修产生的罐底污泥无法进行干燥处理,需要采用电(热泵)代替蒸汽热源,解决大检修期间污泥无法处理及污泥系统不平衡问题。
1 污泥干燥扩容改造实施
1.1 工作原理
低温热泵机组由蒸发器、冷凝器、压缩机、膨胀阀四大主要部件构成封闭系统,内充注有适量的工质。机组运行基本原理依据是逆卡循环原理:液态工质首先在蒸发器内吸收空气中的热量而蒸发形成蒸汽(汽化),汽化潜热即为所回收热量,而后经压缩机压缩成高温高压气体,进入冷凝器内冷凝成液态(液化)把吸收的热量发给需要的加热的水中,液态工质经膨胀阀降压膨胀后重新回到膨胀阀内,吸收热量蒸发而完成一个循环,如此往复,不断吸收低温源的热而输出所加热的水中,直接达到预定温度,图1为低温热泵干化工艺原理图[2]。

图1 低温热泵干化工艺原理图
1.2 工艺流程
该工艺主要包括三个系统,分别为污泥干化系统、风循环系统,热回收转化系统,工艺流程简图见图2,工艺简述具体如下。

图2 低温热泵干化工艺流程简图
1.2.1 污泥干化系统
湿污泥经污泥料斗储存,通过上料机提升至污泥切条基料斗内,切条机对污泥进行切条预处理后均匀平铺到网带上;在污泥烘干过程中,通过3~4层网带缓慢的往复运动,带动污泥由上往下运动,最后通过出料输送机出料得到干泥。
1.2.2 风循环系统
热泵低温干化设备主机产生的热风由下往上穿过网带,对污泥进行加热;干燥的热风带走污泥蒸发的水分从顶部回到加热除湿机主机,通过除湿加热后再次进入干化室。
1.2.3 热回收转换系统
热泵低温干化设备主机对湿热控制进行降温除湿排出水分,并回收冷凝潜热重新送回干化室加热污泥,实现能量的最大利用。
1.3 污泥干化机配置
污泥干化机配置参数见表1。
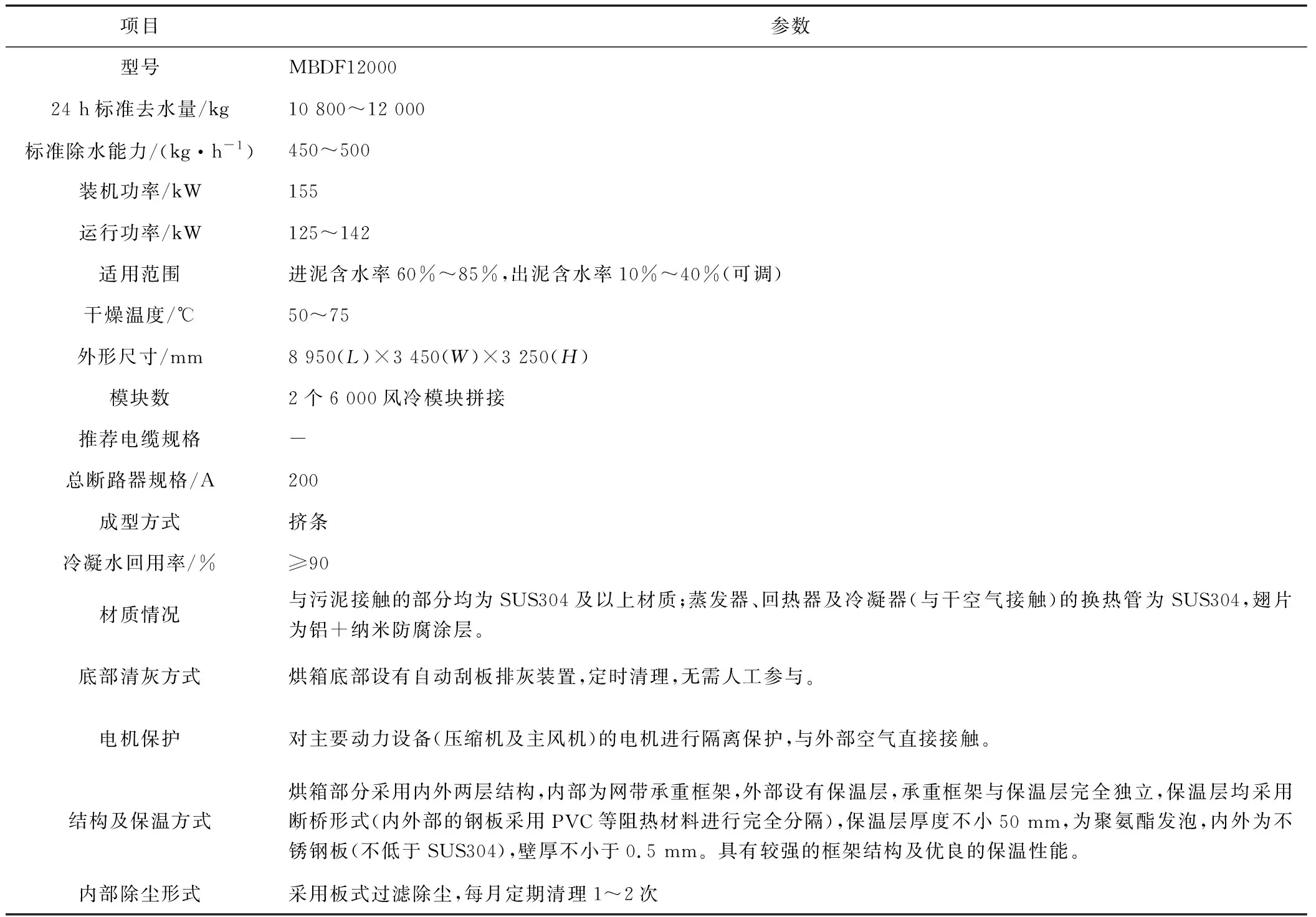
表1 污泥干化机配置参数表
1.4 污泥干化系统工作特点[3]
(1)密闭保温设计,无尾气外排、无臭味外泄、无热量损失;
(2)能量回收利用,运营能耗低;
(3)主机体、框架机等主体设备材料由防腐性能好的材质制成;
(4)干化系统配套完善,自动化程度高、易清洗维护、不易堵塞;
(5)污泥输送设备应为密封设计、防止洒漏和臭气外逸,同时方便检修维护;
(6)在整个污泥干化过程中,没有添加任何调理药剂,较少投资费用;
(7)污泥可从含水率80%左右减量至30%左右,全过程工艺流程简单;
(8)系统可调节性强,含水率在10%~40%之间可调;
(9)干污泥呈“颗粒状”,运输过程中,粉尘飘逸较少,无静电,远低于爆炸极限;
(10)干化过程有机物无损失,干料热值高,可适用于后期焚烧处理;
(11)出料温度低(<50 ℃),无需冷却,直接储存;
(12)高度集成化、自控程度高、故障率低、稳定性高;
(13)无复杂的土建结构、基础建设,节约土建成本。
2 改造效果
该污泥干化技术的应用有效降低了污泥综合处理成本,做到了减量化,外送危废中心处理,也实现了无害化,符合国家环保要求。
该项目污水生化装置产生含水率99%的污泥为30 t/h,经过重力浓缩+均质调配+离心脱水+污泥干燥进行综合处理,最后产生含水率30%的污泥0.3 t/h,质量减少了约100倍。原来只做到离心脱水的产生的污泥为1.5 t/h,相比之下污泥量减少了1.2 t/h,该地区危废处理中心的处理费用较高,每吨污泥收费2 100元,那么每小时可节约费用为2 520元,减掉污泥干燥的处理成本每小时211.26元,每小时节省2 308.74元,一年运行8 400 h可节省费用1 939.3万元。该装置建设投资为450万元,运行三个月后将完全收回投资成本,该污泥干化系统实际运行数据见表2。

表2 污泥干化系统实际运行数据表

表2(续)
3 结束语
该煤化工项目引进的成套污泥干燥设备高效、节能、环保、安全、可靠、自动化程度高,达国内领先水平,填补国内污泥处理领域空白,具有极高的推广应用价值,具有相当高的经济性。
工业污水所产生的污泥处理问题已经成为我国亟待解决的重要环境问题之一,目前传统污泥脱水仍然是当前污泥处理的主要手段。随着科技的发展,将会有更多的新技术应用于污泥干燥上,新型污泥干燥手段的发展,拓宽了污泥处理手段的选择范围,使污泥干燥能耗进一步降低,在安全性、稳定性、效率、环保等方面逐步走向成熟[4]。