丁二烯抽提装置汽提塔存在的问题及原因分析
2023-08-22刘娅琴
刘娅琴
(中韩(石油)化工有限公司,湖北 武汉 430000)
丁二烯是重要的石油化工原料,是合成橡胶工业重要单体之一,例如丁苯橡胶、丁腈橡胶、顺丁橡胶等。丁二烯工业发展的历史可以说是合成橡胶工业发展的历史。此外,丁二烯在合成ABS树脂、合成尼龙纤维以及精细化工产品方面也具有广泛的用途[1]。
1 装置的简介
中韩(武汉)石油化工有限公司(简称中韩石化)6万t/a的2#丁二烯抽提装置是中韩石化110万t/a乙烯脱瓶颈改造项目配套生产装置之一。装置于2019年3月20日开工建设,2020年11月30日中交,2021年3月投产,采用中国石化工程建设有限公司的节能型乙腈法丁二烯抽提技术,以110万t/a乙烯装置副产混合碳四为原料,乙腈为溶剂,经过两级萃取精馏和两级普通精馏相结合的工艺,得到聚合级1,3-丁二烯产品,副产品抽余碳四作为MTBE/丁烯-1装置的原料,图1为丁二烯抽提装置二萃系统流程图。
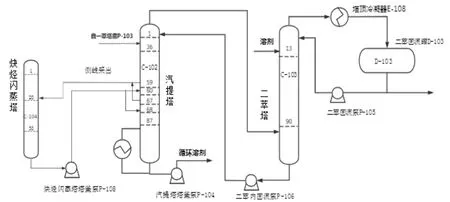
图1 丁二烯抽提装置二萃系统流程图
2 汽提塔C-102出现问题的经过及现象
2022年1月19日上午8点40分,汽提塔C-102压差从65 kPa持续上涨至81 kPa,装置操作人员通过降低C-102液相量来降低塔内液相负荷,短时间将C-102液相进料量从153 t/h降至115 t/h,其中一萃塔釜进料泵P-103从98 t/h降至67 t/h,炔烃萃取塔塔釜泵P-106从55 t/h降至48 t/h,调整后,汽提塔C-102压差逐渐降低,于上午10点24分降至64 kPa。
随后,操作人员逐渐将C-102液相量恢复,C-102压差又继续上涨。11点26分将原料处理量从12 t/h降至10 t/h(60%负荷),19点14分压差最高涨至97 kPa,夜班稳定C-102液相量130 t/h,C-102压差最低降至67 kPa,平均压差70 kPa(正常值65 kPa)。
1月20日将处理量降至9 t/h,维持溶剂量冲洗塔盘并加入30 kg消泡剂,二萃压差仍为70 kPa以上,具体过程如图2所示。

图2 汽提塔C-102进料量与压差变化对比关系
3 汽提塔C-102存在的问题分析
3.1 汽提塔C-102可能存在堵塞
根据图2所示,1月19日汽提塔C-102出现液泛时,刚开始时降低P-103、P-106出口量后压差有所下降,当C-102进料量增大时压差明显升高,表明塔盘气相或液相通道不畅。
1月25日后C-102进料量减少时压差仍持续上涨,进料量最低降至115 t/h(P-103出口量73 t/h,P-106出口量42 t/h),但压差由正常的64 kPa涨至113 kPa,表明塔内存在堵塞。
3.2 汽提塔C-102堵塞位置分析判断
如图3所示,汽提塔C-102第48层、侧线采出、70层温度变化趋势与C-102压差变化趋势一致,在装置负荷正常的条件下,表明塔内48层塔盘以上塔盘已经出现堵塞,导致48层往下塔盘压力随压差的波动而波动,灵敏板温度因压力变化而变化。压差升高,说明汽提塔因塔盘堵塞导致液相流通不畅而发生严重的淹塔,最终导致严重的雾沫夹带,造成炔烃萃取精馏塔C-103液位快速上升。

图3 汽提塔C-102塔盘温度与压差变化趋势
3.3 汽提塔C-102堵塞的原因分析
丁二烯抽提装置一萃塔釜物料通过塔釜泵P-103送至汽提塔C-102第36层塔盘进料,由于压力和温度变化,P-103来的物料在此层塔盘上闪蒸,与汽提塔C-102进料口上段液相物料混相,并进行传质传热过程。由于此层塔盘上丁二烯浓度较高,同时上游一萃塔釜泵P-103频繁清理过滤器,使得进入汽提塔C-102中活性种子增多,最终造成聚合,堵塞塔盘。
3.4 溶剂冲洗侧面验证汽提塔C-102存在堵塞
2022年1月26日至27日,萃取系统停工进行溶剂热运,汽提塔C-102进行大溶剂冲洗50多次,随后用氮气进行冲塔4次,冲塔后,C-102塔釜、P-104及P-103入口及出口多次清理出较多细碎的橡胶状聚合物,如图4所示。

图4 C-102塔釜及机泵过滤器清出的聚合物
4 其他可能造成堵塞的原因分析
4.1 开工前期有聚合物的产生
2021年3月份开工投产初期,萃取系统未注入萃取阻聚剂,装置于4月初开始萃取系统就有聚合物生成,4月25日使用临时注入措施进行萃取阻聚剂注入,萃取系统内聚合物生成速度得到抑制,但无法将塔内聚合因子彻底清除。
4.2 循环溶剂乙腈的品质变差
溶剂乙腈中的二聚物含量自从开工投产以来,有逐渐上涨的趋势,1月26日涨到0.51%。正常的情况下溶剂中的二聚物应控制在≤0.27%,溶剂中的二聚物增加,表明了系统中生成二聚物的速度在增加。
4.3 循环溶剂中的水含量过高
循环溶剂乙腈中的水含量一般控制在6%~8%,溶剂中的水含量较高时,有利于降低亚硝酸钠的析出,但是过高会降低溶剂的选择性,同时增加了溶剂发泡的机率,容易造成塔液泛,从而造成系统压差升高,压差升高,系统操作温度升高,过高的温度引发聚合,装置能耗加大。
4.4 系统中存在微量氧
1,3-丁二烯由于有共轭双键,化学性质比较活泼,容易发生聚合、氧化反应等,外部的氧进入系统后与丁二烯聚合产生的橡胶状聚合物逐渐堵塞塔板。
5 维持装置运行的措施及办法
5.1 萃取系统汽提塔C-102溶剂冲洗
抽余液和粗丁二烯分别从抽余液水洗塔C-105和丁二烯水洗塔C-201塔顶走不合格线返回中间罐区,溶剂解析碳四完毕后,溶剂走冷运流程,一萃下塔C-101B和汽提塔C-102液位蓄至80%,先将P-103出口流量降至50 t/h,同时将P-106出口流量提高至60 t/h,冲洗C-102第1~35层塔盘,当C-103液位下降至30%,则将P-106出口流量降至30 t/h,同时将P-103出口流量提高至150 t/h,冲洗C-102第36层至87层塔盘,如图5中红线标出的位置,如此反复冲洗多次后,将塔内聚合物冲洗到塔底,通过多次清塔釜及P-104、P-103入口及出口过滤器,来将塔内聚合物带出系统外。

图5 汽提塔C-102溶剂冲洗示意图
5.2 增加新鲜溶剂,改善溶剂品质
在正常生产过程中,丁二烯物料会不断地自聚形成二聚物,循环溶剂需要连续进行溶剂再生,来脱除其中由于生产过程中产生的二聚物等杂质。此次问题发生后,通过对比循环溶剂化验数据,发现溶剂再生已无法使溶剂中二聚物含量小于控制指标,装置立即通过增加30 t新鲜溶剂来改善溶剂品质。
5.3 增加机泵清过滤器的频次
日常生产操作中,要求萃取系统P-104过滤器压差到达30 kPa时,P-103过滤器压差到15 kPa时,必须清机泵过滤器。其他没有过滤器压差表的机泵,根据流量和阀位关系,流量相同,阀位增大5%则必须清过滤器。此次问题发生后,萃取系统每日多次清机泵过滤器,尽量清出系统中掉落下来的聚合物。
5.4 进行第二萃取塔塔顶冷凝器E-108可燃气含量检测
本次问题发生后,装置怀疑为炔烃萃取塔C-103冷凝器E-108发生泄漏,导致循环水中的氧进入到系统,与丁二烯等烃类物质反应生成聚合物,导致汽提塔C-102塔内堵塞。装置通过检测E-108循环水出口可燃气含量,检测发现循环水出口仅有少量可燃气。
6 检修验证
2022年3月,2#丁二烯抽提装置进行全面停工检修,检修过程中发现,汽提塔进料板第36 层塔盘和降液管堵塞相当严重,塔盘上附有厚度2~5 cm 的黏稠状胶皮,大部分浮阀被死死黏住,无法开启,降液管底部也附有厚厚的胶皮,该部位的堵塞情况与停工前该塔的异常工况相吻合,如图6所示。

图6 汽提塔C-102第36层塔盘聚合物堵塞情况
7 改进的措施及建议
7.1 加大系统化学清洗力度
开工前加大化学清洗力度,严格控制水冲洗、酸洗、钝化过程,用水量增加至2 500 t,彻底清除系统中的铁锈杂质,保证塔盘、管线形成完整的钝化膜。
7.2 做好开工泄漏率和氧含量检测
各塔人孔、换热器封头回装时使用定力矩紧固,开工时所有系统法兰、开口管线用肥皂水试漏,一萃、二萃泄漏率分别达到0.026%,0.032%,低于0.2%的控制指标,执行中国石化最新的《丁二烯装置生产管理指导意见》,将萃取系统氮气置换标准提高至氧含量≦50 mL/m3,实际置换后均小于5 mL/m3。
7.3 将C-102进料板第36层塔盘浮阀保持固定开启状态
检修过程中,将汽提塔C-102每层塔盘均拆卸出来进行高压水冲洗,冲洗过后,将松动的浮阀重新拧紧,变形的浮阀进行更换,将进料板第36层的浮阀焊死,保持固定开启状态,防止浮阀再次聚合物黏死无法开启。
7.4 日常加强系统微量氧监控及分析
在生产过程中,严格按照装置对萃取系统微量氧小于20 mL/m3,精制系统小于10 mL/m3,日常做好一萃、二萃、精制单元回流罐在线微量氧监控和排放工作,每月定期安排化验分析人员人工采样分析对比,及时调整在线微量氧含量;每月按照要求,定期排放微量氧,如遇到极端天气和在线微量氧报警,可按照需求进行排放。
7.5 选用新型高效的阻聚技术
丁二烯系统常规的除氧剂、阻聚剂主要是亚硝酸钠、TBC、二乙基羟胺等,这些传统的助剂被证明对丁二烯系统生成过氧化物及端聚物有较好的抑制作用。但随着阻聚抑制原理研究的深入和科技的发展,复合型的、阻聚抑制作用更好的阻聚剂不断开发并应用于丁二烯系统,取得了更好的效果。企业可以向其他同类生产装置互相交流学习,选用适合本装置的高效新型阻聚剂,以达到更好的阻聚抑制效果,延长装置的运行周期。
8 结论
丁二烯抽提装置长周期运行的难点,在于能否有效抑制丁二烯的聚合。针对汽提塔发生的问题,分析其产生的原因,准确判断堵塞部位,并采取相应措施使装置维持运行,并对解决汽提塔的堵塞问题提出了预防的措施和建议。