基于PLC的玻璃磨边开孔工作站控制系统设计
2022-11-23林镇周姜建芳
林镇周,姜建芳
(1.厦门大学嘉庚学院, 汉印电子先进打印技术创新实验室, 福建漳州 363105;2.厦门大学嘉庚学院机电工程学院, 福建漳州 363105)
0 前言
玻璃具有化学性能稳定、透光性好、质量轻等优点,广泛应用于建筑、家居装修、汽车玻璃等领域。其中,玻璃墙幕对建筑物起到很好的装饰与围护作用,深受建筑师与用户的喜爱。然而对于幕墙安装,无论是点支承或框支承,都可能会因安装接触点或面受力不均而造成破损。玻璃边缘倒角磨边处理能有效降低玻璃破损的风险[1]。目前玻璃切割、钢化、曲面成型等工序已部分实现机械化,但玻璃的钻孔与磨边工艺涉及的工况复杂,传统的玻璃钻孔磨边工序大多采用人工上下料、手工划线定位,以至于多孔加工时存在各孔之间中心距误差大、生产效率低且工人劳动强度大的问题。因此,国内学者对玻璃切割、磨边、钻孔等工艺与自动化加工进行了大量的研究。朱剑、周晶等人[2-3]提出玻璃定位切割的相关方法,设计了玻璃切割控制系统。王生、许宏海、王再英等[4-6]分别对玻璃磨边的切削工艺进行研究,并通过正交试验验证砂带或砂轮磨削压力与线速度对磨边粗糙度的影响。乐建波等[7]对磨边工作过程进行砂轮动力学分析,为数控磨边机设计提供了理论依据。杜建铭、邓君裕、陈渊等人[8-10]为有效提高数控磨边精度与可靠性,引入插补算法与补偿算法。刘小臣、王欣欣、魏海波等[11-13]研究钻孔控制方式与支撑结构,提高钻孔效率和质量。高万里和陈涛[14]为改善玻璃磨边钻孔精度与自动化程度,设计了自动磨边钻孔加工单元,但其加工种类规格局限。
当前全球制造业发生深层次的变化,制造业再次成为全球竞争的焦点。我国正值制造业转型升级的关键阶段,提出了“中国制造2025”,现有制造设备的自动化与智能化亟待改造升级[15]。本文作者综合以上学者的设计理念,将PLC自动化技术与柔性制造生产技术应用于玻璃磨边开孔加工,设计一套基于PLC的玻璃磨边开孔工作站控制系统。
1 设备构成与工艺流程
玻璃磨边开孔工作站结构示意如图1所示,主要由机械手、主轴电机、输送机、升降传动吸盘、气动对位卡爪等模块组成。
机械手采用龙门式桁架机械手。这类机械手特别适合于多品类、批量化的制造作业,具有较高的定位精度,能保持产品重复加工的一致性,以有效提高工作效率[8-12]。在磨边钻孔工作站中,实现对主轴电机的钻孔定位与异形磨边运动控制。
输送机采用双列头部驱动方式,由控速马达、减速器、同步带以及光电传感器构成,确保加工站中玻璃的平稳传送。
玻璃钻孔与磨边的具体工艺流程[1-14]:
(1)玻璃成型后经流水线送至磨边钻孔工位,由工位输送机进一步将玻璃送到待加工位置;继而系统采用直角定位块定位法,利用气动卡爪将玻璃其中一角推至直角定位块即坐标零点O进行定位,而后利用气动吸盘将玻璃吸住,抬高以等待加工;
(2)PLC控制器根据HMI人机交互界面设定的边处理工艺和角处理工艺、开孔坐标以及玻璃边框磨边尺寸进行路径规划计算;
(3)规划完成后开启主轴电机钻头,同时控制X、Y两轴伺服电机移动钻头至目标位置,通过Z轴直线模组的慢速进给运动实现开孔工序;
(4)完成钻孔后,对玻璃边缘进行磨边处理;
(5)系统在完成磨边处理工艺后,移动X、Y两轴直线导轨至原点O且停止主轴电机,松开气动吸盘,将玻璃推送到下一道工序。
2 系统硬件设计
玻璃磨边开孔工作站的控制系统主要由可编程逻辑控制器PLC、触摸屏、机械手、位置检测传感器、限位开关、气动系统等组成。其控制系统的总体设计框图如图2所示。龙门式机械手是该工作站控制系统的重要执行机构,X、Y、Z轴均采用伺服线性模组拖动滚珠丝杆。触摸屏主要实现人机信息交互,通过触摸屏实现磨边钻孔系统的各项工艺参数设定、故障诊断、历史数据查询[16-17]。
2.1 系统硬件选型
核心控制器选用合信自动化CO-TRUST 226H CPU,集成2个PPI通信接口;机身带有10路数字量输出DO(晶体管漏型),其中有4轴运动控制输出,每轴含脉冲与方向输出(Pulse/Dir),频率可达200 kHz,还含有14路数字量输入。该控制器支持运动控制指令,可以通过调用motion_ctrl_lib功能块实现任意两轴的直线插补和圆弧插补,同时支持线性加减速控制。在玻璃磨边加工时,功能块能很好地实现复杂的插补运动,保证加工精度且简化运动控制程序。为满足控制端口需求,系统扩展了数字量模块EM223,同时增加了模拟量输出模块EM232用于主轴电机变频器模拟量调速。
运动执行机构选用螺杆型直交机械手,型号为XYMH876-G1。该机械手价格比多关节机械手低廉,并且能有效减少机械振动或形变。具体参数:X轴最大行程1 250 mm,电机功率750 W,型号为三菱HG-KN73J-S100,配套伺服放大器MR-JE-70A;Y轴最大行程600 mm,Z轴最大行程250 mm。Y轴和Z轴电机功率均为400 W,型号为三菱HG-KN43J-S100,配套伺服放大器MR-JE-40A。
主轴电机选型中非常重要的一项技术参数是动平衡要达到一定的标准。此外还需综合转速、扭矩和锥面跳动等参数,其中锥面跳动不能超过1 μm。设计中采用德国ISEL主轴电机ISA 2200,配套艾默生变频驱动器SKC1500。
2.2 PLC控制器电气设计
根据以上工作站的工艺需求,系统的信号输入与输出信号主要分为3个部分:(1)数字信号输入:各个伺服模组的原点、限位信号;设备运行、停止和手动/自动信号;设备复位与气体压力检测信号;(2)数字量输出:分为伺服电机的脉冲控速与方向信号;输送带减速电机的启停控制;三方向气动电磁阀控制;变频器的启动、复位信号;设备运行、故障指示信号;(3)模拟量输出:主轴电机的调速控制[18]。故PLC系统的I/O地址分配如表1所示。
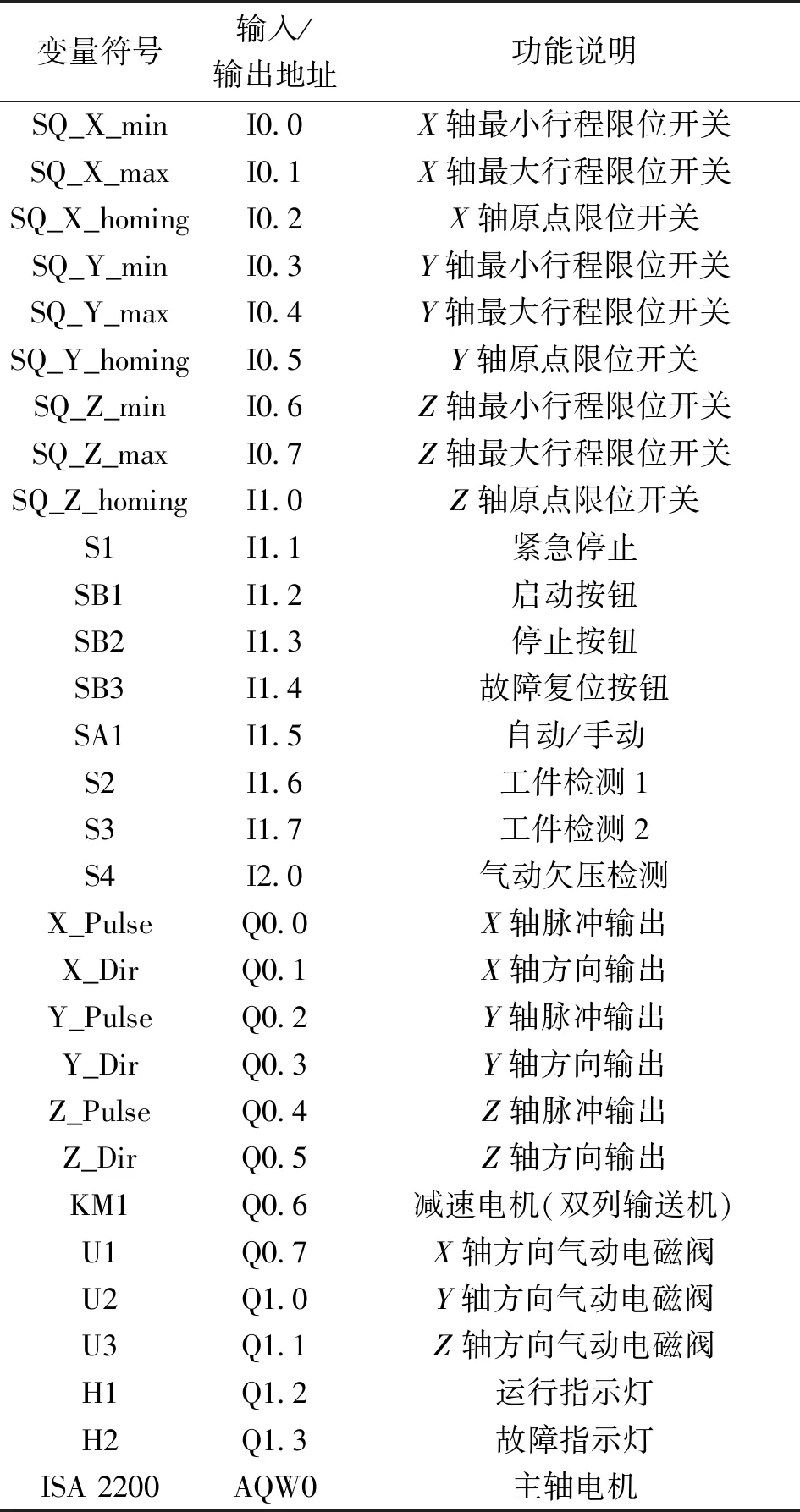
表1 PLC系统的I/O地址分配
综上所述,PLC数字信号I/O接线原理如图3所示,伺服模组接线如图4所示(以X轴为例)。
3 控制系统的软件设计
控制系统软件设计主要分为S7-226H运动控制程序设计和上位机触摸屏界面程序设计。
3.1 控制程序设计
下位机控制器CTSC-226H使用MagicWorks PLC编程软件进行硬件组态与程序编写。
系统上电后,首先对各传感器和执行机构进行自检与初始化。进入主程序后开始对运行模式进行扫描,以确定是手/自动运行模式。其中,手动模式主要用于设备调试与故障检修,可对机械手、气动卡爪、吸盘等执行机构单独进行启停或点动控制。在自动运行模式时,系统不断对玻璃加工件进行指定工位检测,当工件到位后PLC将输出控制信号启动对位卡爪A、B让玻璃移动至工位坐标原点O,而后升降气动吸盘将玻璃紧贴固定并提升加工件,等待系统确认加工命令。当工作人员核实无误后按下确认按钮,设备开始按照触摸屏上设定好的参数与规划路径开始对玻璃进行加工,直至任务完成。PLC的控制流程如图5所示。
3.2 机械手回零程序设计
为确保系统实现精准位置运动控制,在工作前,需对机械手进行系统坐标位置归零,即回原。机械手各直线模组上均安装有零点开关SQhoming、最小行程限位开关 SQmin和最大行程限位开关SQmax。开关类型均为光电NPN型,信号电平为高有效。当各轴进行回零时,滑块先快速向零点O′归位,然后再反方向移动10 mm,最终以较慢的原点搜索速度回零。完整回零过程如图6所示。
CTSC-226H支持14种回原模式,设计人员可根据实际应用场合与各自对精度的要求进行选择。14种回原模式说明如表2所示。
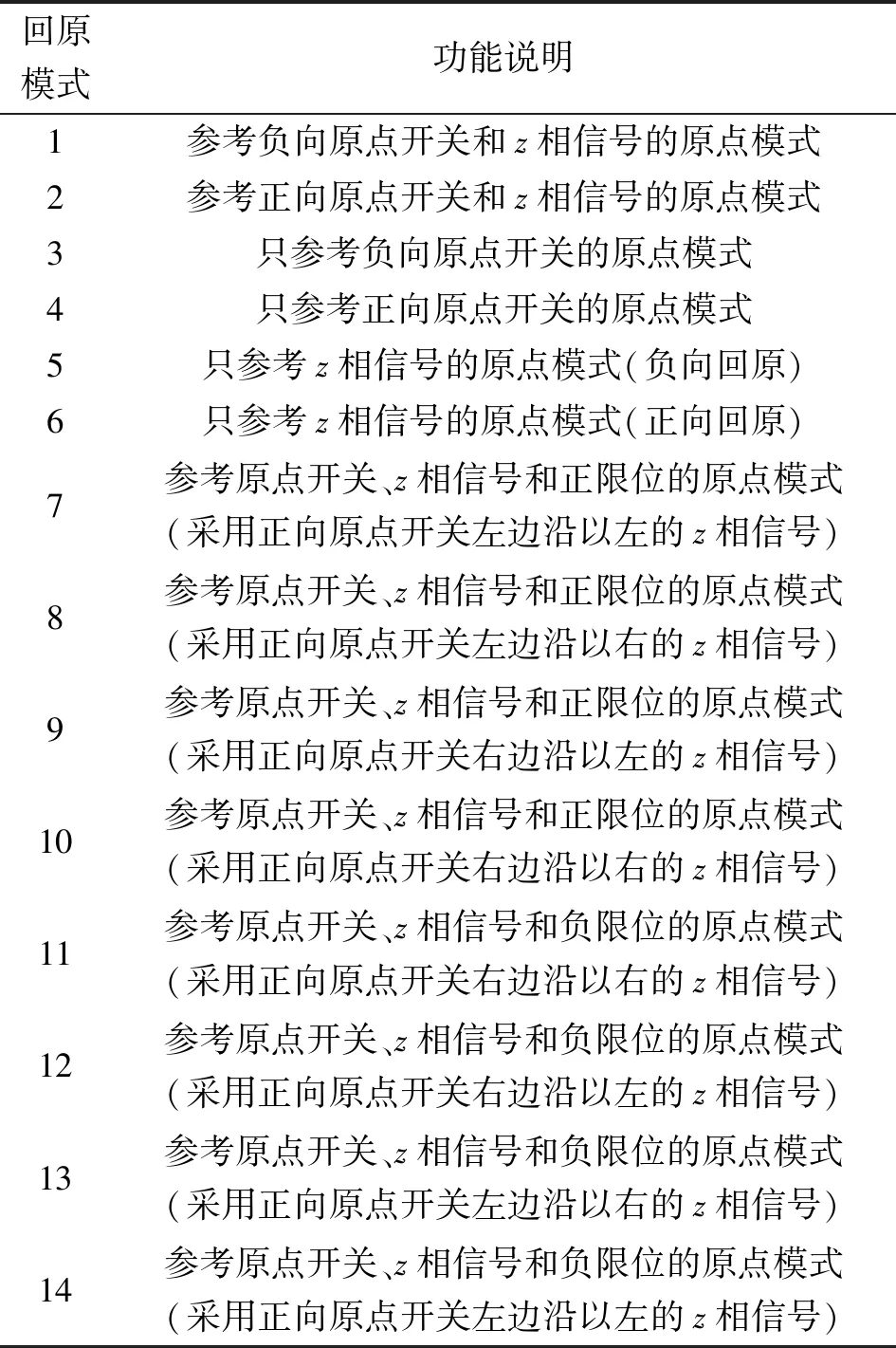
表2 回原模式说明
在该工作站中机械手各轴均采用只参考负向原点开关的原点模式,即回原模式3。主程序调用MC_HOMING回原函数(功能FC3)实现对机械手回原运动控制。该功能函数涉及13个输入控制参数设定,具体控制程序如图7所示。
3.3 圆弧插补程序设计
在玻璃外边缘拐角处理工艺设为圆角或安全角工艺时,系统需要进行圆弧插补运动控制。所谓的圆弧插补就是从当前位置开始,根据所指定的圆心、终点位置、圆弧半径(正数或负数)及插补的方向(按顺时针或逆时针)来进行运动中间点坐标的密集化处理工作[20]。圆弧插补程序如图8所示。
3.4 触摸屏程序设计
触摸屏采用西门子 Wincc Flexible 2008进行开发,通过在组态页面上添加不同图形控件实现控制过程可视化、参数设置管理、过程变量归档记录或报警等功能[19]。在多画面设计完成后,由PPI通信电缆将画面程序下载至触摸屏MP277中。玻璃开孔磨边一体机设有开机画面、四孔钻磨、六孔钻磨、自定义钻磨、系统设置、故障诊断以及历史数据7个操作界面。
3.4.1 开机画面
工作站上电以后,触摸屏进入用户登录开机界面,用户需输入正确的用户名与密码完成登录,才能对工作站进行操控。开机画面如图9所示。
3.4.2 四孔磨边钻孔界面
四孔磨边钻孔界面如图10所示,用于对加工玻璃进行对称四孔钻取与磨边的参数设定。画面中设有加工玻璃的外形规格尺寸和钻孔定位坐标的参数设定项。在处理工艺方面,系统设有直边、圆边、鸭嘴边3种可选边处理工艺,以及直角、安全角、圆角、切角4种可选角处理工艺。
4 结束语
本文作者设计了基于PLC的玻璃磨边钻孔工作站控制系统,实现了玻璃自动上下料、工件自定位、3种磨边工艺以及4种角处理工艺,提高了玻璃钻孔的精度(重复定位精度±0.01 mm)。利用该系统,不仅可提升磨边钻孔的自动化程度,还能够降低工人劳动强度和改善人身安全。此外,设备占用空间小且具有较高的生产效率,可较好地满足中小企业的生产需求。