飞机蒙皮镜像加工变形迭代预测方法
2022-11-23吴子腾张立强杨青平钟柳春
吴子腾,张立强, 杨青平,钟柳春
(1.上海工程技术大学机械与汽车工程学院,上海 201620;2.成都永峰科技有限公司,四川成都 610511;3.上海拓璞数控科技股份有限公司,上海 200241)
0 前言
飞机蒙皮是一种典型的难加工航空零部件,它的大尺寸和弱刚性是飞机蒙皮加工中最大的难题。传统的化铣加工精度和效率低、工艺复杂、表面一致性差、资源浪费、环境污染严重。镜像铣作为一种新的绿色环保高效的机械加工技术应运而生[1]。相对传统的铣削技术,它通过随动的支撑侧对蒙皮进行支撑,增加了飞机蒙皮的局部刚度,减小了加工变形。但是镜像铣对蒙皮的支撑是面对点的支撑,并且蒙皮的厚度非常小,在恒定的支撑力作用下,仍会产生加工变形。切削力与加工变形之间存在着复杂的耦合关系,变形量难以确定,传统的有限元仿真方法难以处理这种复杂的耦合关系而进行精确预测,如何精确预测蒙皮加工变形量是进一步抑制加工变形、减小加工误差的关键。因此对飞机蒙皮镜像加工变形预测方法的研究具有较为深刻的意义。
切削力引起的刀具、零件变形,必然导致零件的实际加工表面与理论值之间存在较大偏差,需要通过建立准确的切削力模型,揭示工件和刀具的加工变形规律[2]。LI和ZHANG[3]建立了三通插齿刀槽铣切削力模型,采用数值方法求解控制铣削系统动力学的微分方程。李淑娟[4]采用经典微元法对球头铣刀铣削力进行建模。蔡永林和鞠楠[5]针对自由曲面类零件加工过程中的切削力预测问题,建立了球头刀的切削力模型。李忠群和刘强[6]通过对R刀几何外形分析,获得R刀的动态切削力模型。刘强和李忠群[7]还系统而全面地介绍了圆柱铣刀、通用铣刀等刀具的建模方法。
在工件加工变形预测方面,国内外学者做了大量的研究。RATCHEV等[8]提出了低刚度零件加工中的由变形引起的表面误差预测方法。万敏和张卫红[9]提出了基于三维非规则网格的刀具/工件变形的耦合迭代格式以及恒定网格下材料去除效应的变刚度处理方法。KANG和WANG[10]提出了一种考虑切屑的薄壁工件周铣误差预测的2种有效迭代算法。CHEN等[11]提出一种薄壁零件侧铣误差预测的迭代算法,建立了基于力-变形耦合关系的加工误差预测模型。GE等[12]针对薄壁件提出了一种基于刚度矩阵的快速变形计算方法。WANG和SI[13]提出一种有效的刀具-工件啮合提取方法,并建立了加工变形计算迭代方案。李洲龙[14]通过在各切削步将各微元切削力映射在工件网格单元节点上,然后通过求解静力学方程得到工件加工过程中的受力变形量。
现有的薄壁件加工变形预测方法多数是针对传统机床展开的,对飞机蒙皮镜像加工变形预测方法研究极少,并且对镜像铣定制铣刀没有相应的切削力模型。为了解决上述2个问题,本文作者在前人通用刀具切削力建模基础上进行改进,建立了镜像铣定制刀具的切削力模型,并提出了一种飞机蒙皮镜像加工变形迭代预测方法,该方法提高了飞机蒙皮镜像加工变形预测的准确性。
1 切削力模型建立
蒙皮镜像加工变形预测方法,需要建立在切削力模型已知的基础上。飞机蒙皮镜像铣使用图1所示的定制的PCD直槽圆柱铣刀,建立该铣刀的切削力模型。
1.1 飞机蒙皮镜像铣铣刀切削力模型
镜像铣铣刀刃数N=2,直径D=20 mm,刃长h=25 mm,圆角R=3 mm,螺旋角β=0,其他参数如图1所示,Rr=7 mm,Rz=R=3 mm。
在蒙皮加工中,切削深度多为0.5 mm和1 mm,最多也不会超过刀具圆角3 mm,所以加工中刀具圆角参与切削,文中只对刀具R角部分进行切削力建模。将切削刃离散成若干微小单元,在第j切削刃上纵向高度为z的离散点P处受到的微元切向力为dFt、微元径向力为dFr、微元轴向力为dFa。计算出每个微元的切削力,求其合力,即可得到铣刀瞬时切削力。根据文献[6-7]可得点P受到的微元力:
(1)
其中:Ktc、Krc、Kac分别为切向、径向、轴向剪切力系数;Kte、Kre、Kae为刃口力系数;h(φj,z)为瞬时切削厚度;db为瞬时微元切宽;ds为切削刃微元接触长度;τjz为啮合判别系数,如图2所示。
h(φj,z)=ftsinφjsinα
(2)
其中:ft为进给量。由于镜像铣刀的螺旋角β=0,滞后角φ(z)=0,齿间角φp=π。所以点P的径向接触角φj=φ+(j-1)φp,φ为参考接触角。轴向接触角α=arccos[(R-z)/R]。
瞬时微元切宽:
db=dz/sinα
(3)
切削刃微元接触长度:
(4)

工件啮合才会产生切削力,啮合判别系数:
(5)
其中:φen、φex分别为刀具的切入角和切出角;zup、zlow分别为切削刃参与切削部分轴向积分的上下限。
将微元切削力投影到笛卡尔坐标系中,通过旋转矩阵进行坐标变换可得X、Y、Z三方向的分力:
(6)
(7)
X、Y、Z方向的平均切削力:
(8)
文中是通过槽铣试验对蒙皮切削变形分析预测,切入角φen=0,切出角φex=π,刀具齿数N=2。将此系数代入上式进行简化计算可得平均铣削力模型为
(9)
1.2 切削力系数标定试验
在上述铣削力理论模型的支持下, 针对航空7050铝合金和镜像铣定制铣刀采用KISTLER 9272测力仪进行了铣削力系数标定试验,所用机床为上海拓璞数控科技股份有限公司C100P立卧转换数控铣床,如图3所示,铣削力系数标定试验参数见表1。此次试验采用了同一参数重复做3组, 然后进行取平均等方法进行处理, 以尽量减小误差的影响。

表1 铣削力系数标定试验参数
经过数据处理后,X、Y、Z方向的平均力如表2所示。图4所示为平均力一元回归法拟合结果。
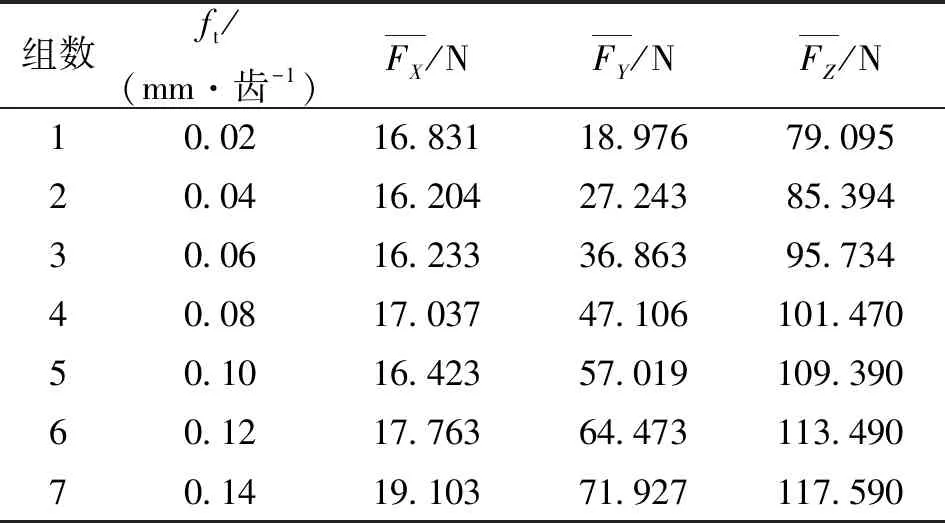
表2 切削力系数标定试验结果
计算出镜像铣铣刀的切削力系数:
Krc=36.14 N/mm2Kre=24.57 N/mm
Ktc=905.25 N/mm2Kte=15.74 N/mm
Kac=519.86 N/mm2Kae=73.83 N/mm
(10)
2 飞机蒙皮镜像加工变形预测方法
2.1 镜像铣原理简介
图5所示为飞机蒙皮镜像铣装备,左侧为铣削侧,右侧为支撑侧。镜像铣通过四周的夹爪将飞机蒙皮装夹在镜像铣上,由图6所示的6个浮动支撑通过恒定的气压对蒙皮提供恒定的支撑力和缓冲减震效果,在6个支撑头内形成一个小的局部刚度区域,增加薄壁零件的局部刚度,减小工件变形。支撑侧通过射流式耦合剂喷涂的方式,对薄壁件刀具切削位置进行薄壁件壁厚实时测量,并通过4个电涡流传感器保持支撑头与工件的垂直度以及0.5 mm的距离,保证测厚和支撑的稳定。
2.2 加工变形的产生
由于支撑力是恒定有限的,而且与刀具重合的位置为6个浮动支撑形成的面的中点,然而在这块局部刚度区域内产生的加工变形是无法通过支撑力控制的,因此在切削力的作用下,飞机蒙皮仍会发生较小变形,如图7所示,其中f(ar)为工件变形量。那么预测出该变形的大小是进一步控制加工变形、减小加工误差的关键。
2.3 加工变形的预测方法介绍
飞机蒙皮加工变形主要由垂直于工件方向的切削力导致,金属在切削过程中会产生周期性变化的切削力,因此理论上,切削变形也是周期变化的。切削力变化周期TF为
TF=60/(nN)
(11)
其中:n为机床转速;N为刀具齿数。镜像铣进行蒙皮加工转速通常为8 000 r/min,镜像铣刀具为2刃,因此切削力变化周期为3.75 ms,即每秒切削力产生266个以上的变化周期。一个切削位置存在多个切削力周期,而弹性变形不可能根据切削力周期进行如此快的时变。并且最终通过超声波测厚仪测得的工件壁厚为检测区域的平均值,无法识别这种时变性,故变形预测不宜使用实时切削力进行预测,而通过相对稳定的平均力进行变形预测是合理的。文中将采用Z轴方向的平均力,对飞机蒙皮镜像加工变形进行预测。在飞机蒙皮加工中,采用端铣的方式,且镜像铣定制刀具刚性远大于蒙皮的刚性,因此在预测时不考虑刀具变形。
蒙皮受切削力产生切削变形,变形量随着切削力的变化而变化,切削力的大小受切削深度的影响,而实际切削深度是根据工件变形量确定的,因此实际切深与加工变形之间存在着复杂的耦合关系。
ar=at-f(ar)
(12)
其中:ar为实际切削深度;at为理论切削深度;f(ar)为工件变形量。
实际切深和变形量之间的复杂耦合关系,需通过迭代方法进行逼近计算:
ar,i+1=at-f(ar,i)
(13)
其中:ar,i+1为第i+1次有限元计算的切削深度;f(ar,i)为第i次计算出的工件变形量,令第一次计算切深ar,1=at。根据图8所示变形值预测流程进行循环迭代预测加工变形量,直至满足条件|f(ar,i)-f(ar,i-1)|/f(ar,i)<1%。
由于飞机蒙皮受切削力会产生切削变形,导致实际切削深度ar小于理论切削深度at,所以通过ar,1计算出的切削力大于实际切削力,因此通过有限元计算出的变形量f(ar,1)也大于实际变形量f(ar)。用理论切削深度减第一次变形量作为第二次计算切削深度:
ar,2=at-f(ar,1)
(14)
与公式(12)对比,其中理论切深at是恒定不变的,f(ar,1)>f(ar),故ar,2
3 蒙皮镜像加工变形仿真预测
通过NX12.0对飞机蒙皮、刀具及浮动支撑等建立几何模型,如图10所示。试验件为长1 000 mm、宽1 200 mm、厚3 mm、直径1 800 mm的单曲板。对该蒙皮在图10所示位置进行槽铣试验,转速为8 000 r/min,进给速度为1 500 mm/min,切削深度为1 mm,槽长300 mm。由于在镜像铣蒙皮镜像加工变形分析试验中,是关闭镜像铣加工误差补偿功能进行切削的,且在下刀的时候,存在较大的力和冲击,变形大于正常加工,需要缓冲时间达到正常加工变形状态,所以需要预留足够下刀距离,保证变形预测和测量的精确性。其中槽上面100 mm是预留下刀长度,下面200 mm为正常切削和仿真位置。在仿真和试验中,将这段距离等距取19个点进行加工变形仿真预测和加工误差测量。
使用ANSYS19.0进行有限元仿真,用四节点四面体单元对工件进行网格划分,槽特征网格密度为3 mm,其他部位网格密度为30 mm,共划分了104 036个单元、208 706个节点。工件材料采用7050铝合金,弹性模量和泊松比分别为71.7 GPa和0.33;刀具和浮动支撑材料采用结构钢。浮动支撑是由6个支撑组成,通过恒定的气压产生恒定的支撑力,使用KISTLER 9272测力仪对支撑力进行测量如图11所示,每个浮动支撑的支撑力为12.5 N,因此在仿真中对每个支撑施加12.5 N的恒定支撑力。飞机蒙皮通过14个夹爪使用螺栓压紧的方式装夹在镜像铣上,假设夹爪完全夹紧薄壁件,把夹爪简化为在飞机蒙皮每个边打孔,通过有限元软件对这14个孔施加全约束。飞机蒙皮加工变形主要由蒙皮垂直方向即刀具Z方向的切削力导致,由第2节可知,采用Z轴方向的平均力,通过迭代的方法对飞机蒙皮镜像加工变形进行仿真预测。蒙皮变形量迭代仿真流程见图12。点18处蒙皮加工变形有限元仿真结果见图13。
4 试验验证
如图14所示,试验是在5 000 mm级飞机蒙皮卧式双五轴镜像铣装备中进行的,操作系统采用SINUMERIK 840Dsl。镜像铣通过激光扫描对装夹好的零件进行逆向建模,生成实际数学模型,并通过计算机辅助软件生成刀轨。在加工过程中,关闭镜像铣的加工误差补偿功能,保证蒙皮加工变形的真实性和可靠性。
为了提高试验数据的准确性和可靠性,文中分别在板的左右两侧对称位置进行一次切削试验,对2次试验数据进行取平均值处理,排除试验误差带来的影响。图15所示的2个槽为2次试验加工结果。
在加工中飞机蒙皮发生加工变形,导致刀具无法切削到理论位置,产生加工误差。在加工过程中,镜像铣不开启加工误差补偿功能,因此测量加工误差即可得到加工中的工件变形量。如图16所示,通过支撑侧的超声波测厚仪对两槽进行壁厚测量。取图10所示的19个点位的壁厚,计算出加工误差,得出加工变形量。通过迭代预测与无迭代预测2种仿真方法预测蒙皮变形量,飞机蒙皮镜像加工中产生的变形量如图17所示。
飞机蒙皮越靠近中间的位置,距离夹爪越远,刚性越弱,所以在加工过程中,中间的加工变形量大于两侧的加工变形量。由于在仿真中存在模型的简化及各试验条件理想化,而加工中工况复杂,受加工颤振、切削热、残余应力[15]、装夹稳定性、设备安装误差[16]、两轴的同轴度[17]和测厚准确性等各种因素的限制,导致蒙皮加工时的变形量远高于仿真预测得到的变形量,但是总体变化趋势是一致的。
通过图17对比发现:使用文中提出的迭代预测方法预测的蒙皮镜像加工变形量的变化趋势和变化幅值更符合蒙皮镜像加工。由图18可知:通过迭代预测方法得到的加工变形仿真预测值与实际加工变形量的差值更稳定,更有利于飞机蒙皮镜像加工变形预测的准确性。在此次试验结果中,对2种预测方法结果分别加上该方法预测值与实际加工差值的平均值,结果如图19所示,可见文中提出的迭代预测方法预测误差更小,可以更准确有效地预测出蒙皮镜像加工变形量。
5 结论
针对飞机蒙皮镜像加工变形,普通的无迭代加工变形预测方法效果差的问题,在建立蒙皮镜像铣定制刀具切削力模型的基础上,提出了一种加工变形迭代预测方法。该方法较好地解决了切削变形与切削力之间的复杂耦合关系,较为准确地预测了蒙皮镜像加工变形量,并通过仿真和试验证明了该方法的有效性。相比普通无迭代预测方法,该方法预测的加工变形量的变化趋势和变化幅值更符合实际蒙皮镜像加工,加工变形仿真预测值与实际加工变形的差值更稳定,预测误差更小,可以更准确有效地预测出蒙皮镜像加工变形量。