基于指数积理论的三轴机床几何误差辨识方法
2022-11-23蒋晓耕柴旭王浩刘畅杜宇
蒋晓耕,柴旭,王浩,刘畅,杜宇
(1.天津市现代机电装备技术重点实验室,天津 300387;2.天津工业大学机械工程学院,天津 300387)
0 前言
随着数控机床向着高速、高精的方向发展,几何误差、热误差、力误差占据数控机床总误差的65%,其中由于零部件制造、装配及磨损造成的几何误差在机床总误差中占18%[1]。数控机床几何误差分为与位置有关的几何误差(Position Dependent Geometric Errors, PDGEs)和与位置无关的几何误差(Position Independent Geometric Errors, PIGEs),其中PDGEs是机床在生产制造和后期磨损造成的误差,而PIGEs是机床各个部件之间装配造成的误差。因PDGEs的产生原因一直是误差检测的难点,目前单轴运动检测PDGEs方法主要使用的仪器有激光干涉仪[2-3]、非接触式位移传感器[4]等精密设备。但在实际加工中该检测需要多轴联动的方式才能完成,对此国内外研究人员提出了空间误差评价方法[5-6]。
目前针对PDGEs的研究设备主要有激光跟踪仪、激光干涉仪、接触式触发探针等。其中,激光跟踪仪检测方法分为单站法[7]和多点定位法(多站法)[8],操作简单、检测效率高,但单站法通过角度编码器测量角度会受到电气误差的影响,不确定度大。多站法在检测时需多台仪器同时检测或一台仪器多点重复测量,前者需要多台仪器,不易获得,后者要求机床重复精度高,同时长时间检测易引入热误差。激光干涉仪检测PDGEs的方法有十三线法[9]、十二线法[10]和九线法[11]等,其检测精度高,但存在对光难、耗时长和检测效率低等问题,同时其在检测时易受到温度、湿度等因素的影响以及阿贝误差[12]的影响。接触式触发探针[13]检测方法主要通过机床所带探针,对特定的工件用点测的方法进行检测,但需多次测量,检测效率低。此外,还有基于加工试件[14]的检测方法,通过分析机床运动,提出多种加工方式组合的方法,辨识PDGEs。综上所述,目前检测PDEGs的方法存在操作复杂、检测效率低以及检测方法繁琐等问题。
针对以上问题,研究人员利用价格低、精度高、操作简单的球杆仪进行研究。球杆仪主要用于检测多轴机床PIGEs,通过多轴机床单轴[15]或者多轴[16]联动的方式进行检测。对于PDGEs的检测研究还不充分,存在安装次数过多[17]、辨识过程复杂[18]、辨识精度不足[19-20]等问题,仍需进一步研究。
为解决球杆仪安装次数过多、缺项建模和解耦精度问题,本文作者提出一种基于球杆仪的三轴机床几何误差辨识方法。该方法将球杆仪视为机床运动链的一部分,以指数积(Product of Exponentials, PoE)理论和18项误差模型为基础构建综合误差模型,并结合混阶切比雪夫多项式预拟合模型,建立综合误差系数模型,通过Moore-Penrose 逆矩阵求解,完成18项误差的辨识。该方法从误差定义的角度消除垂直度误差对PDGEs辨识的影响,同时建立混阶切比雪夫多项式预拟合模型,并使18项误差在球杆仪误差敏感方向上得到全部辨识,提高误差的辨识精度和效率。
1 运动学建模
1.1 18项误差模型
三轴机床几何误差分为18项PDGEs和3项PIGEs,这两者耦合在一起,难以区分PIGEs对PDGEs辨识的影响。董泽园等[10]将21项误差模型与18项误差模型进行实验对比,证明18项误差模型的补偿效果更好。
表1所示为18项误差模型,其中直线度误差的定义与ISO-230-1中直线度误差定义方式不同。在ISO-230-1[21]第3.4.12节中,直线度的参考直线有3种定义方式,分别是最小区域参考直线、最小二乘参考直线、终点参考直线,而18项误差中直线度定义是以理想轴线作为参考直线,如图1所示。

表1 18项误差模型
1.2 指数积运动学模型


当ω=0时,
当ω≠0时,
使用的机床型号为汉川机床XK714D,其运动链如图2所示。基于PoE理论需要建立唯一的全局坐标系RCS,图2中RCS建立在球杆仪基座工具杯精密球中心;Xe与Xi、Ye与Yi、Ze与Zi,分别代表X轴、Y轴、Z轴误差位置与理想位置,F为机床本体,T为刀具端工具杯位置。由于X轴、Y轴、基座工具杯位于全局坐标系RCS与机床本体之间,其相应的运动伺服量为负。由此可得,三轴联动PoE运动学模型为
(1)
(2)
采取两轴联动的运动形式进行实验,故建立双正交轴实验模型。当两轴联动时,将与第三轴有关的参数矩阵置为单位矩阵,故可得综合误差模型。
XY两轴联动模型:
(3)
XZ两轴联动模型:
(4)
YZ两轴联动模型:
(5)
1.3 安装误差分析
在使用球杆仪进行平面检测时,其安装误差对机床几何误差有很大的影响。球杆仪检测机床误差时,其安装误差主要来源于工具杯的安装位置与理想位置之间的偏差。球杆仪工具杯安装误差主要分为3个部分:(1)安装主轴工具杯时,主轴工具杯受到的弹簧套压力不均匀导致主轴工具杯安装倾斜;(2)基座工具杯精密球受到磁力影响,导致两端工具杯间接通过精密球连接,此时定义全局坐标系RCS,不存在安装误差;(3)基座工具杯锁紧,导致精密球偏离RCS原点位置产生基座工具杯安装误差。因此,安装误差主要由基座工具杯产生。
图3为精密球在基座工具杯锁紧时产生误差的示意图。其中,Wi和We分别为精密球理想位置和实际位置;aw、bw、cw分别为实际位置在X轴、Y轴、Z轴方向上的分量;R为基座安装误差矢量。基座工具杯安装误差可以通过双正交轴实验,形成最小二乘拟合球进行辨识,拟合球坐标与安装误差关系可以表示为球面方程:
(6)
其中:
将式(6)进一步计算,其矩阵形式如式(7)所示:
(7)
基座工具杯安装误差为
(8)
2 预拟合模型与误差解耦
18项误差模型中的误差均属于与位置有关的误差,如果直接求解会造成矩阵存在无穷多解或无解的情况。与位置有关的误差可以用多项式[2-3]表达,因此提出一种预拟合[7,20,23]的方法,解决求解问题。切比雪夫多项式是正交多项式,可以简化计算,提高拟合精度,因此在第二类切比雪夫多项式基础上构建预拟合模型。
2.1 混阶切比雪夫多项式预拟合模型
以X轴为例,X轴存在6项误差,包括1项定位误差、2项直线度误差、3项姿态误差,分别对6项误差进行切比雪夫多项式预拟合。以球杆仪初始位置作为零误差参考点,同时高阶多项式会导致计算量增大,选用三阶切比雪夫多项式,如式(9)所示:
(9)
其中:aij表示预拟合参数;x表示具体坐标值。Y轴误差和Z轴误差同理。
在实际情况中,6项误差的情况是不同的,选用相同阶数的切比雪夫多项式是不合理的。直线度误差和姿态误差与定位误差相比更加复杂,因此增加一阶。18项误差模型中,直线度定义方式与21项直线度定义方式不同,18项误差模型中直线度误差更加复杂,故在姿态误差的多项式阶数基础上增加一阶。在实际检测过程中,为保证机床运动速度保持稳定,球杆仪在运行时,需要运行一段固定角度,即越程,这也导致起始点误差不为0,所以需存在常数项,如式(10)所示:
(10)
在使用切比雪夫多项式时,需要进行坐标线性归一化处理:
其中:p为归一化处理后的X值;q为归一化处理后的Y值;r为归一化处理后的Z值;[a,b]为原始区间。
2.2 杆长变化量的简化
以YZ两轴联动实验为例,图4所示为YZ平面球杆仪运动示意图。在检测过程中由于机床运动速度不稳定,导致球杆仪采集数据点之间角度不相同,所以计算球杆仪变化量Δl在Y、Z两个方向上的变化量Δy、Δz比较困难。但是,球杆仪具有越程功能,越程功能主要是为了解决采集速度不恒定所设计的,球杆仪在检测过程中,先进行越程段,将速度达到稳定状态,之后球杆仪运动可以认为是匀速运动,球杆仪以等角度采样,所以Δyi、Δzi分别表示为
(11)
(12)
将式(11)与(12)进一步计算,忽略二阶以上高次项,可得:
(13)
式中:θi为第i个点与Y轴的夹角;ΔYYZ、ΔZYZ分别为球杆仪杆长变化量在Y、Z方向上的分量;ΔliYZ为第i个球杆仪杆长变化量;r为球杆仪杆长。
综合第二部分与第三部分,将式(1)—(8)、(10)—(13)联立,可得综合误差系数模型。
2.3 解算方法及流程
以XY平面X方向求解为例,将球杆仪杆长变化量Δl和混阶切比雪夫多项式预拟合模型代入综合误差模型中,得到Δl与混阶切比雪夫多项式系数的综合误差系数模型,将它写成矩阵形式,如式(14)所示:
XA=B
(14)


A=X+B=DH(DDH)-1(CHC)-1CHB
(15)
式中:C、D为满秩分解得到的矩阵;X+为X的广义逆矩阵。
通过式(15)可得到唯一的极小最小二乘解。将得到的各项系数代入混阶切比雪夫多项式预拟合模型中,可得18项误差的表达式。
以XY平面两轴联动为例,由X方向和Y方向的误差辨识情况可以看出,只对球杆仪误差敏感方向求解,无法完全辨识12项误差,但结合XZ平面、YZ平面上模型可以完成直线度误差缺项求解。前四次求解方式均与ΔXXY方式相同,杆长处理方式选择式(11),由于YZ平面误差敏感方向上只存在2项误差,预拟合参数较少,选择用式(13)处理可以获得更高的拟合精度,提高辨识效率。因此辨识18项误差,需进行5次解算。图5所示为18项误差辨识流程。
3 实验及分析
3.1 实验参数
Renishaw QC-20W球杆仪和XK714D汉川机床参数如表2所示。
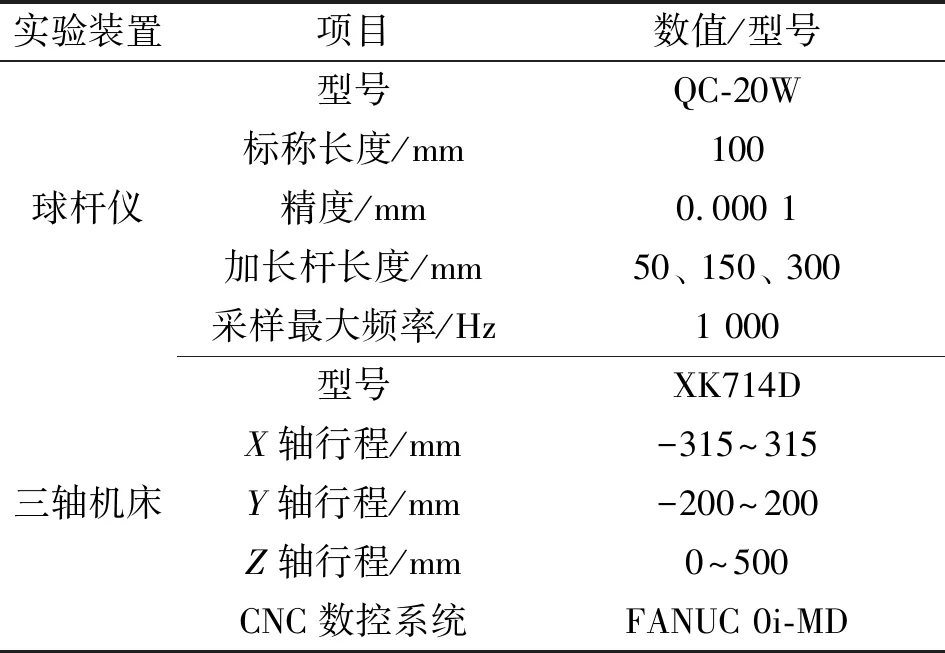
表2 实验参数
选择杆长L=150 mm进行实验,同时XK714D机床使用FANUC系统,使用圆弧插补编程更加便捷,实验装置及实验路径如图6所示。
如图6所示的双正交轴实验,实验路径分为3条,XY两轴联动旋转范围为(-45°,405°)、XZ两轴联动路径和YZ两轴路径旋转范围均为(-22°,202°)。通过对3条路径进行检测,对实验所得数据进行误差解耦,最后对解耦结果进行NC代码直线插补补偿实验,证明检测与辨识结果的正确性。
3.2 安装误差检测结果
球杆仪软件可以对2D平面运动进行圆心偏差分析,但基座工具杯的安装误差是空间矢量,会造成分析结果不准确,因此需对它进行全局分析。对双正交轴实验球杆仪数据进行计算,基座工具杯安装误差如表3所示。

表3 安装误差辨识结果
在安装球杆仪时,两端工具杯通过磁力进行连接,基座工具杯锁紧旋钮进行锁紧,在X、Y两个方向会产生较大误差,在Z方向由于主轴工具杯限制不会产生较大误差。表3中X与Y两个方向数值绝对值均远大于Z方向上的数值,与实际相符。
3.3 解耦与补偿结果
在解耦18项误差模型时,由于选择多个象限数据会造成数据畸变,导致拟合失真,故选择双正交轴实验第一象限的数据,依次对ΔXXY、ΔYXY、ΔXXZ、ΔZXZ、ΔlYZ进行解耦,辨识结果分别如图7、图8、图9所示。
18项辨识结果显示,18项误差数值均在合理范围内,但EYZ在Y轴前10 mm内变化较大,同时在0位置数值过大,这是由于球杆仪越程角度过小造成的球杆仪采集数据不稳定。
使用预拟合模型方法,可以很好地解决辨识过程中矩阵无解或无穷多解问题,但不同的预拟合模型将会导致解耦精度不同,过高的阶数会导致计算量过大,低阶数会导致拟合精度不够,通过式(9)和式(10)对残差绝对值之和、残差平方和两个全局标准进行对比。
图10所示为三阶切比雪夫多项式与混阶切比雪夫多项式在不同标准下的残差对比图。可知:混阶切比雪夫多项式预拟合模型数值均小于三阶切比雪夫多项式预拟合模型数值。因此,混阶切比雪夫多项式比三阶切比雪夫多项式更适合作为预拟合模型。
将通过检测、解耦得到的18项误差代回综合误差模型式(1)—(3)中得到X、Y、Z三个方向的补偿量,对G代码进行修正。在不改变实验条件的情况下进行补偿,得到实际补偿结果。将检测结果、补偿结果、预测补偿值进行对比。
图11所示为XY两轴联动补偿结果对比结果。可以看出:通过NC代码补偿的结果远小于检测数据,证明补偿有效。检测数据平均误差为-0.028 31 mm,平均补偿值为-0.005 09 mm,平均预测补偿值为4.03×10-7mm,球杆仪平均杆长变化量减少了82.02%。
图12所示为XZ两轴联动补偿结果对比结果。可知:补偿结果远小于检测数据,补偿效果明显。检测数据平均值为0.026 28 mm,平均预测补偿值为5.98×10-6mm,补偿结果平均值为0.002 2 mm,球杆仪平均杆长变化量减少了91.63%。
图13所示为YZ两轴联动补偿结果对比结果。可知:补偿结果远小于检测结果。检测数据平均值为-0.007 62 mm,平均预测补偿值为-2.93×10-6mm,补偿结果平均值为-0.002 24 mm,球杆仪杆长变化量减少了70.6%。
三组补偿实验,预测补偿值均小于补偿结果,这是由于机床在运行过程中受到机床温度等多种因素以及NC代码补偿原理性问题造成的偏差。检测结果、预测补偿值、补偿结果三条曲线不光滑是受到机床振颤误差、周期误差等因素的影响。
4 结论
三轴机床PDGEs检测一直都是机床精密检测的难点,提出一种基于球杆仪的三轴机床空间误差辨识方法,该方法只需球杆仪在XY、XZ、YZ3个正交平面进行3次检测,在球杆仪误差敏感方向上进行5次求解,即可辨识全部误差。
(1)从球杆仪检测方式出发,将球杆仪工具杯视为机床运动链的一部分,结合PoE理论,建立综合误差模型,并给出最小二乘拟合球的安装误差辨识方法。该方法从全局角度分析安装误差,更符合实际情况,能够提高辨识精度。
(2)针对综合误差模型辨识问题,提出混阶切比雪夫多项式预拟合方法,构建综合误差系数模型,并提出5次Moore-Penrose 逆矩阵求解方法。此方法可以避免在非误差敏感方向上求解,提高辨识的精度和效率。
(3)在XK714D机床上进行检测实验,通过综合误差系数模型,使得18项误差在球杆仪误差敏感方向上得到全部辨识。将三阶切比雪夫多项式预拟合模型与混阶切比雪夫多项式进行对比,证明混阶切比雪夫多项式预拟合模型精度更高。最后对辨识结果进行双正交轴NC代码补偿实验,结果表明:在XY、XZ、YZ平面综合误差分别减少82.02%、91.63%、70.6%,验证了文中提出的几何误差辨识方法的有效性。