某核电厂SEC泵镀镉钝化螺柱腐蚀失效分析
2022-10-24崔超王冬颖程从前姚景文曹铁山赵杰
崔超,王冬颖 ,程从前,姚景文,曹铁山,赵杰
(1.大连理工大学材料科学与工程学院,辽宁 大连 116024;2.沈阳鼓风机集团核电泵业有限公司,辽宁 沈阳 110869)
某核电厂的SEC(重要厂用水系统)泵镀镉钝化螺柱在装配并使用两个月后出现了锈蚀现象。锈蚀出现在螺柱下端(即上下泵体的交界面)螺纹开始的3个螺纹区间内,并且在螺柱光杆处也出现镀镉层破损的情况。螺柱母材为42CrMo,表面经过镀镉钝化处理。本文对上述腐蚀现象的原因进行了分析,确定了镀镉螺柱腐蚀的原因,并给出了预防措施。
1 服役螺柱的腐蚀分析
1.1 宏观特征
如图1所示,螺柱的腐蚀主要集中在螺柱的下半段,在光杆处表现为灰白色及黑色的镀镉层损伤,在下端螺纹开始的3个螺纹区间内均出现了红色锈迹及白色锈迹。

图1 失效螺柱的宏观照片Figure 1 Macroscopic image of failed studs
图2示出了服役螺柱在SEC泵上的装配位置。螺柱短螺纹部分与泵体连接,光杆和长螺纹部分穿过泵盖和轴承支架孔,螺母与轴承支架之间用奥氏体不锈钢垫片隔离,与螺柱拧紧,螺柱的螺纹部分有1 ~ 2扣露出螺母。螺柱与螺母一同裸露在夏季高温的海边空气中。

图2 服役螺柱的装配位置Figure 2 Locations for assembly of studs in service
1.2 螺柱螺纹区域镀镉层的厚度
为了确定螺柱螺纹区域镀镉层的分布,将未服役的螺柱进行解剖,观察镀镉层的横截面组织。采用德国徕卡DM IL LED光学显微镜和德国蔡司Supra 55型扫描电镜观察镀层厚度分布以及进行能谱分析。
从图3b和3d可见,螺纹牙顶的镀镉层明显比牙底的镀镉层薄,从图3b圈示的位置可以看到在局部区域,螺纹牙顶还出现了镀层脱落的现象。根据图3b及图3c测得螺纹牙顶的镀镉层脱落后仅有4.4 μm,而螺纹牙底处的镀层厚度达到了14.2 μm。
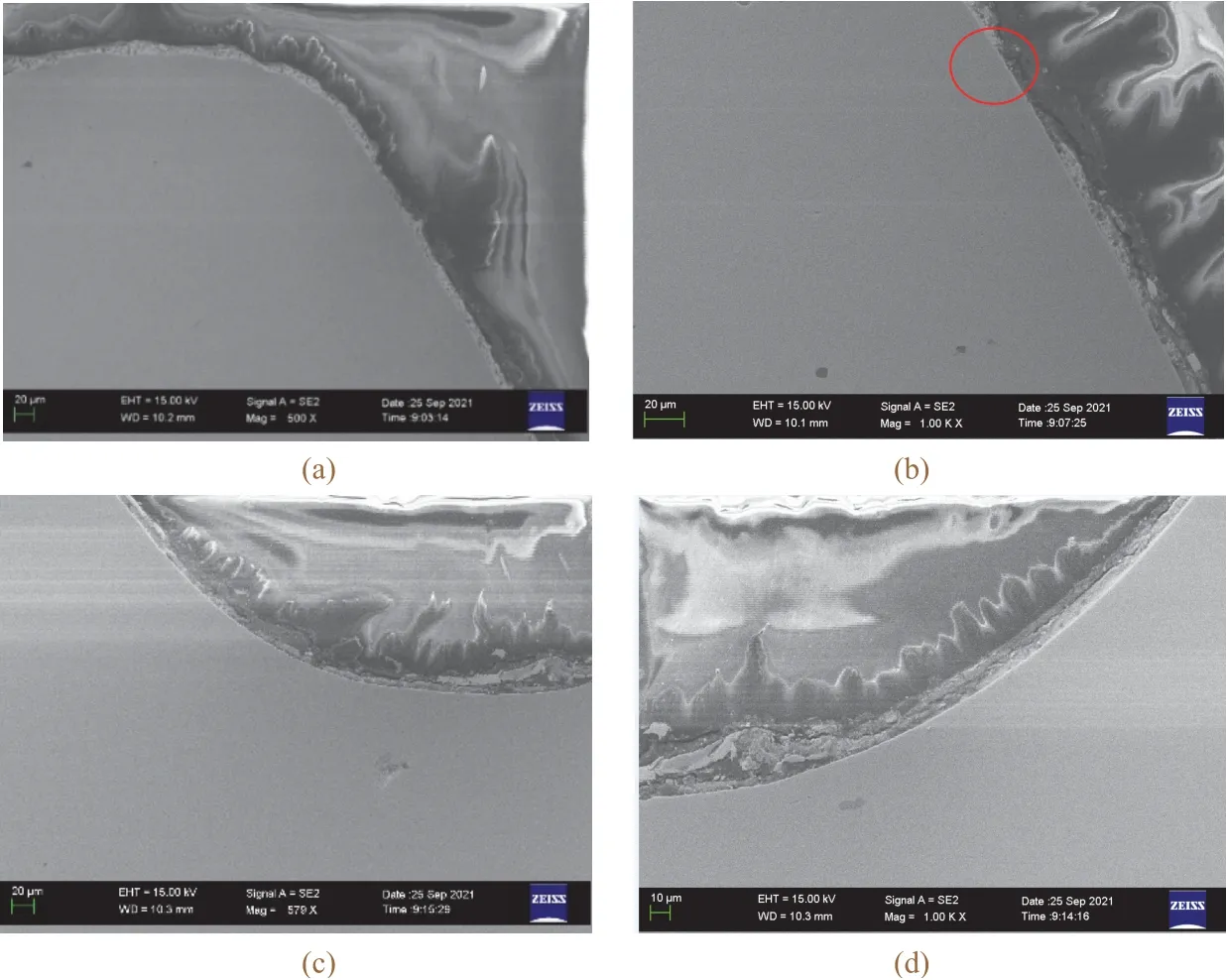
图3 螺柱螺纹区域牙顶(a、b)及牙底(c、d)的扫描电镜照片Figure 3 SEM images of crest (a, b) and root (c, d) of thread area of a stud
由此可见,螺柱螺纹镀镉层分布不均,且牙顶镀层明显较牙底镀层薄,所以在实际服役过程中,牙顶相对薄的镀镉层会更快地发生腐蚀破损。
1.3 螺柱腐蚀产物的微观形貌及成分
为了进一步确定腐蚀螺柱的腐蚀产物,采用塑料软毛刷收集了上述螺柱不同颜色的腐蚀产物粉末进行扫描电镜及能谱分析。从图4可以看出:黑色及黄褐色粉末主要为细块状的多孔颗粒,而白色粉末由大量极为细小的粉末构成。由表1可知,黑色及黄褐色粉末主要为铁的氧化物,其中还含有微量的Cl、Cd、Si等元素;白色粉末则以镉的氧化物为主,含有较多的Cl。氯离子由于半径小,穿透能力强,因此会加速钝化膜的破坏,使得腐蚀进一步加重,最后造成镀镉层破损[1]。

表1 不同颜色粉末状腐蚀产物的元素组成Table 1 Elemental compositions of powdery corrosion products of different colors

图4 黑色(a、d)、黄褐色(b、e)及白色(c、f)粉末状腐蚀产物的扫描电镜照片Figure 4 SEM images of black (a, d), yellow-brown (b, e), and white (c, f) powdery corrosion products
1.4 螺柱显色检测
基于本课题组提出的邻菲罗啉显色检测法对腐蚀螺柱进行显色检测。将浸润了显色试剂的滤纸紧贴在被检测部位,通过显色现象可以判断试样表面镀镉层是否被腐蚀穿透。显色试剂为100 mL去离子水溶解0.1 g邻菲罗啉、0.1 g盐酸羟胺、1.376 g柠檬酸和1.015 g柠檬酸钠。这种显色检测法可以在不对基体造成破坏的情况下,检测金属表面钝化膜的完整性。它的检测原理是:在酸性条件下,邻菲罗啉会与金属溶出的铁原子结合,形成红色的配合物[2-3]。如果螺柱镀镉层发生破损,基体金属同样会与显色试剂发生反应而出现显色现象,由此便可判断镀镉层的完整性。
用MATLAB对图像进行像素提取以及Lab色空间转换,将其中的红色像素a矩阵与标准空白样品的像素矩阵对比校正后,绘制红色色度三维特征图,从而通过校正后的a*值来定域定量地表征显色程度[4]。同时为了避免铁锈对镀镉层显色检测产生影响,清洗螺柱表面后才进行显色检测。清洗过程为:采用软毛刷初步清除表面腐蚀产物后,用超纯水超声清洗并马上吹干。
图5a为采取同样镀镉工艺的试片人为打磨掉部分镀镉层后,通过同样的显色检测方法得到的结果。可以看到在磨去镀层的部分出现显色迹象,a*达到10以上,而未经过打磨的局部区域不显色,a*在4.0 ~ 7.2之间。图5b、5c和5d为3根服役螺柱的显色结果以及Lab红色色度图像。螺纹区域的显色主要集中在第一个螺纹和第二个螺纹,以及中间的螺纹牙顶区域,说明这些位置的镀镉层已经被局部腐蚀穿透。而1#和2#螺柱的光杆区域出现的浅灰色镀层损伤不显色,其a*在7.2以下,说明该位置的镀镉层虽被腐蚀,但仍完整连续。在3#螺柱光杆处的黑色腐蚀区域出现大面积显色,a*达到16以上,说明这些位置已经没有镀镉层覆盖。

图5 镀镉试片(a)及1#(b)、2#(c)、3#(d)螺柱显色的三维模拟图Figure 5 3D simulation diagrams of Cd-plated test coupon (a) as well as 1# (b), 2# (c), and 3# (d) studs after color development
2 腐蚀原因分析和验证
对该厂水泵现场使用的情况进行调查发现:泵在运转过程中,填料密封的位置有水甩出,填料密封甩出的水为海水。甩出的海水能够溅到出现腐蚀现象的螺柱处,其间螺柱一直处于海水的浸泡或潮湿状态中。从螺柱出现腐蚀的位置以及现场情况来推测,螺柱发生腐蚀的原因是镀镉层长期所处的海水浸泡环境以及镀镉层品质不理想。下文对此展开试验验证。
2.1 干湿循环模拟海洋大气环境实验
利用某厂提供的相同镀镉工艺的螺柱、螺母零部件,开展模拟紧固结构下干湿循环腐蚀实验,模拟晚上高湿环境盐雾结露、白天湿度降低条件下的海洋大气环境。如图6所示,螺柱连接两个双相不锈钢块,由于下半块不锈钢螺纹较浅,螺柱下端有两个螺纹露出。上端不锈钢块为通孔,通过镀镉螺母进行紧固。

图6 紧固螺柱喷雾干湿循环的装配图Figure 6 Photos showing the assembly of stud for dry and wet spray cycling test
干湿循环分为3个阶段:晚上用3.5% NaCl水溶液超声喷雾12 h,相对湿度97%;白天干燥8 h,温度60 °C,相对湿度≤30%;室内正常暴露4 h,相对湿度35% ~ 55%。
2.2 实验结果及分析
当紧固结构经12 h喷雾之后进行肉眼观察,螺柱和螺母外表面没有明显的液滴,偶尔在不锈钢上表面发现积水,螺母与不锈钢接触的表面已有腐蚀。拆去上半部分不锈钢块,在上端螺纹处形成的积水如图7a所示,积水自上而下流往螺柱下端;在下半部分不锈钢表面形成一层积水,且在下半段露出的螺纹上也发现了积水残留,如图7b所示。经干燥后,上半部分和下端螺纹均无积水;经室内环境暴露后,也没有发现积水。
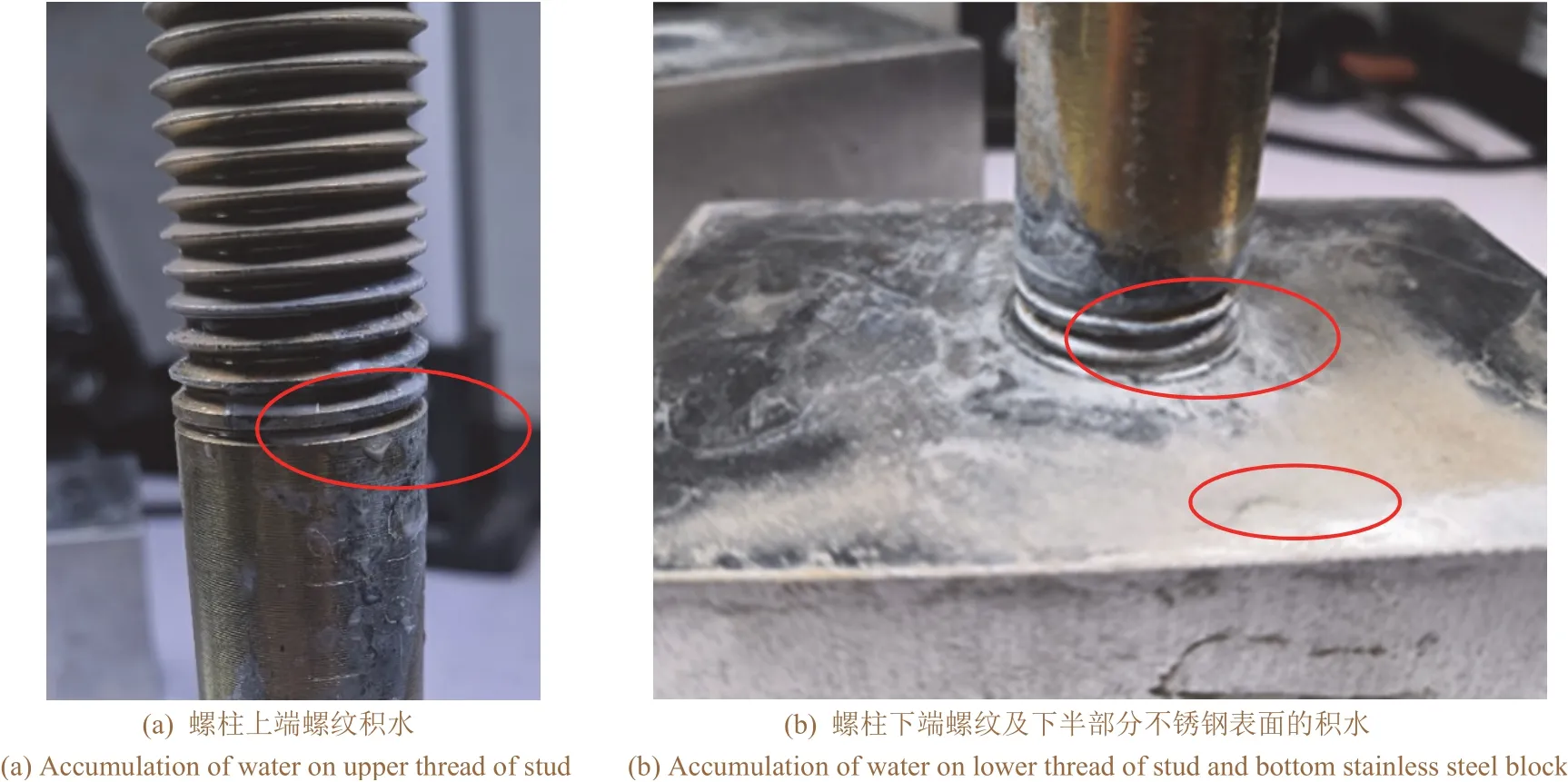
图7 紧固结构喷雾干湿循环中的积水位置Figure 7 Fastening structure spray wet and dry circulation position map
对实验24、48、120、240和360 h的螺柱拍照以及做显色检测,结果如图8所示。当实验24 h时,上端螺纹和下端螺纹处均发现表面失去金黄色光泽,表明钝化层被消耗掉,其位置与图7圈中的螺纹处存在积水的位置相吻合。

图8 螺柱喷雾干湿循环不同周期及显色检测后的照片Figure 8 Photos of studs suffered from dry and wet spray cycling test for different cycles and colorization inspection
当实验进行到240 h时,在螺柱的光杆区域已经出现大面积的腐蚀,螺纹的腐蚀集中在下面3个螺纹处,由显色检测的结果可以确定在240 h时镀镉层并未被腐蚀穿透,仍完整连续地覆盖在基体上。在360 h时对螺柱进行显色检测发现,螺柱下方螺纹处出现显色现象(如图8e所示),说明此时该位置螺纹处的镀镉层已经被腐蚀穿透,不再具有保护作用,而出现显色现象的螺纹区域正是服役螺柱上有海水积聚的位置。
由此可见,螺柱镀镉层的腐蚀与长期处于海水浸泡有关,并且随着海水浸泡时间的延长,螺柱镀镉层的腐蚀程度会加重,时间一长,螺纹处较薄的的镀镉层先遭到腐蚀而破损。
3 预防和解决措施
(1) 改善镀镉工艺,使螺柱螺纹部分镀镉层连续且均匀。
(2) 使用金属涂料在未服役螺柱上添加一层疏水涂层。
(3) 在螺柱与泵体连接处涂抹密封油、脂,避免海水积聚。
