西门子R参数编程车削异型螺纹
2017-06-15崔保卫
环球市场信息导报 2017年6期
崔保卫

数控车加工螺纹是一项重要内容。异型螺纹和特殊螺距螺纹更是数控车的强项,本文以在西门子车床加工异型螺纹的车削,用R参数编程满足此类螺纹加工。通过两种进刀方式,直进、斜进加工方法的编程,为以后在数控机床上车此类螺纹提供借鉴。
数控机床可以加工各种螺纹,三角螺纹、梯形螺纹、多线螺纹等。螺纹加工是数控机床的强项,比普通机床效率高。由于螺纹加工是成型加工,为了保证螺纹导程加工时主轴转一周,车刀的进给量必须等于螺纹的一个导程。由于螺纹刀尖强度较低,因此螺纹加工需要多次加工成形,多次进刀车削。西门子数控机床加工螺纹的指令有G33单段直进车削、CYCLE97循环加工,可以斜进加工。目前对大螺距异型螺纹主要通过R参数编程实现加工。
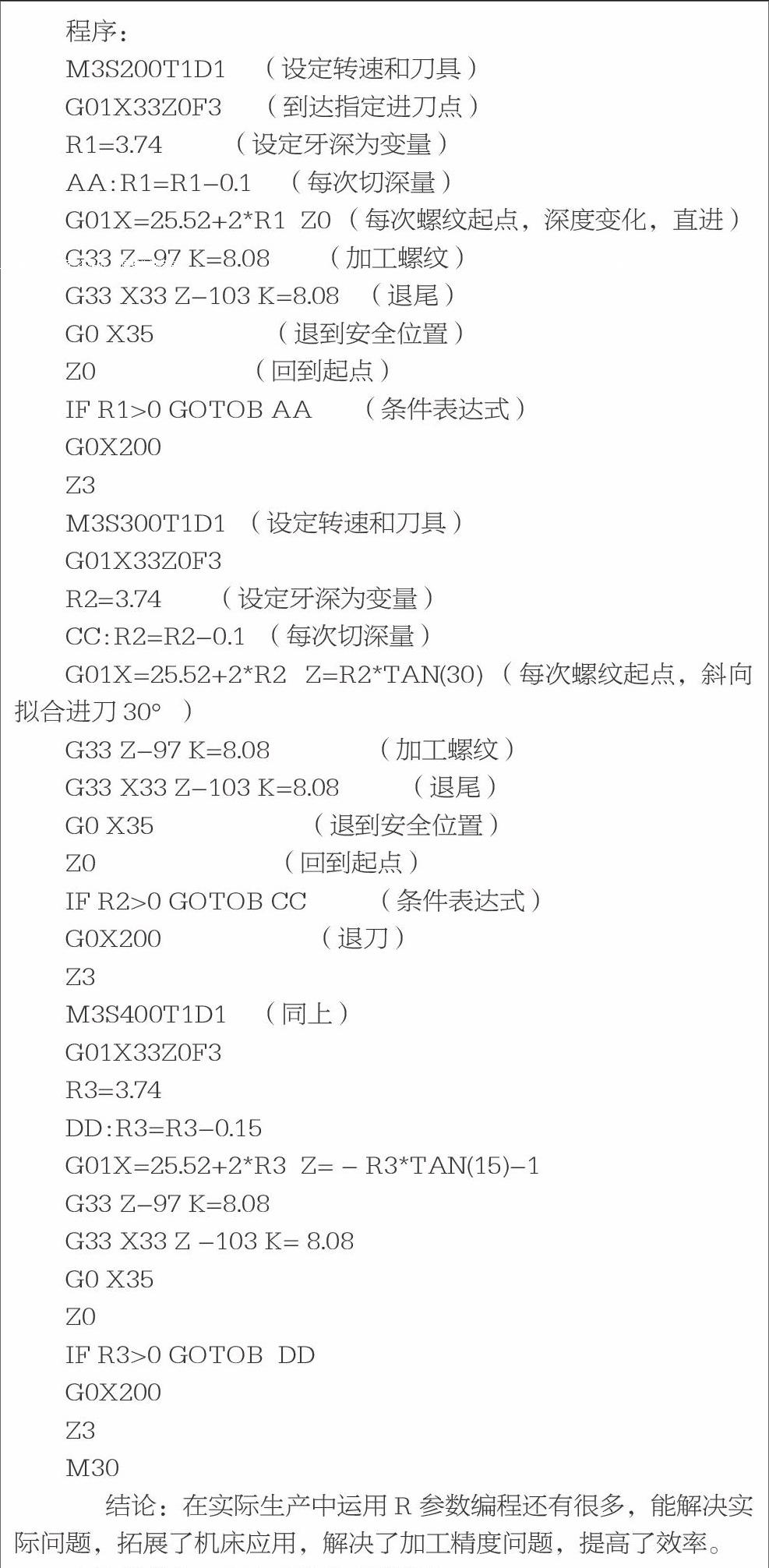
如下图1所示螺纹
分析图纸
如图1所示,异型螺纹的外轮廓牙侧为不对称形状,一侧为300°,一侧为150°,螺距为8.08mm。这是個非标螺距的注塑模具的型芯,编程首先解决侧面的拟合加工,另一个是分层车削。
刀具选择
由于螺纹牙型非标,数控刀具没有这样的标准成型刀。要想加工就要定做成型刀具,如果定做一是周期长,二是成本高,而且螺距较大容易振动,易导致刀具损坏也很难保障螺纹精度。螺距大后角容易干涉,对于这个螺纹选择3mm端面切刀加工,牙侧用R参数编程拟合加工。分层加工以减小切削力,保证高效,高质量的加工出异型螺纹。如图2。
螺纹走刀路径分析
首先用直进法切除一个矩形螺纹形状,由于用端面切刀加工,没有侧面吃刀,所以切削力一致,直接加工到底。其次加工右侧30°牙型,斜向拟合加工只加工一侧,右侧吃刀,越深余量越小,切削力越小。最后加工15°牙侧,原理一样。
