Q8关断活门不工作故障分析
2022-09-27毕丽娜
毕丽娜
(新乡航空工业(集团)有限公司,河南 新乡 453049)
为更高效地消除产品故障,选用科学的方法和工具探究故障原因十分必要。基于FTA的分析方法,并以Q8关断活门故障为案例进行了实践运用。与使用一般方法进行故障原因分析相比,FTA分析方法可全面系统地分析事故原因,完整地展现出导致故障的相关因素,使分析结果更加全面、具体。
1 故障描述
用户对设备进行检查时,保障人员给Q8产品接通电源后,发现活门卡滞,无关闭和打开的动作,无论是正向通电还是反向通电,活门均无动作。在近8年时间内,共计29套产品发生故障,其中活门卡滞故障19套,活门打开/关闭后电机不停止10套。
2 产品结构
Q8产品主要由活门部分和电动机构两部分组成。活门部分包含壳体、活门组件,电动机构部分包含电机、插头座、减速器。
3 Q8产品工作原理
当电动机构正向通电时,输出一个正向扭矩,带动活门轴正向旋转,使活门打开,活门完全打开后,从电动机构中反馈出一个开位电信号给系统控制盒;当电动机构反向通电时,输出一个反向扭矩,带动活门轴反向旋转,使活门关闭,活门完全关闭后,从电动机构中反馈出一个关位电信号给系统控制盒。
进行FTA故障树分析前,按照产品装配结构和工作原理,将产品主要部件按功能进行层层分解,有助于查找造成故障的有关零部件及相关影响因素。
4 FTA故障树分析
文章重点分析电动机构部分的“电机线圈短路”故障排查过程,其余结果事件均按此思路进行排查。
根据故障核实结果,本次故障树分析将顶事件设定为“Q8地面通电检查活门卡滞”(以下简称故障)。
(1)根据产品功能结构,分析Q8故障的原因可能为“活门机械部分卡滞”和“电动机构输出轴卡滞”。根据电动机构功能结构,分析“电动机构输出轴卡滞”原因可能为“电机通电转动功能失效”“减速器卡滞”“插头座断路”(如图1所示)。
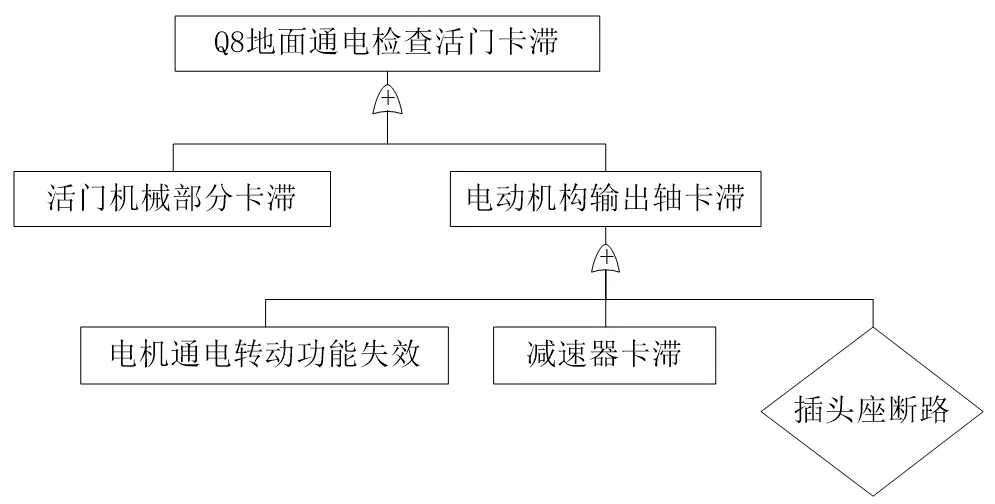
图1 电动机构输出轴卡滞原因
(2)根据电机工作原理,分析“电机通电转动功能失效”原因可能为“电机断路”“机械部分卡滞”“电机短路”(如图2所示)。

图2 电机通电转动功能失效原因
(3)根据电机结构,分析“电机短路”原因可能为“电机线圈短路”“电机电路短路”(如图3所示)。
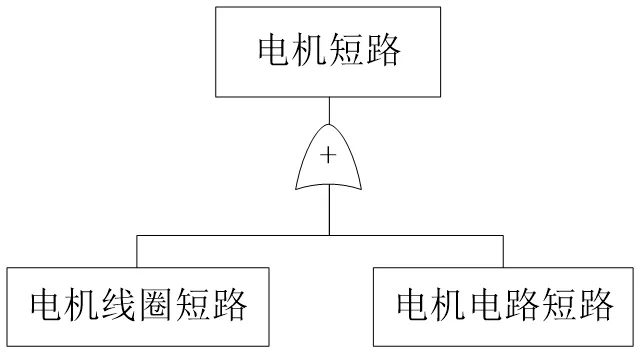
图3 电机短路原因
(4)根据电机工作机理分析,“电机线圈短路”问题产生的原因有三个:“电机受潮”“自动断电功能失效,电机持续工作,线圈发热烧蚀”“堵转导致线圈发热烧蚀”(如图4所示)。

图4 电机线圈短路原因
①当“产品使用不当浸水”和“密封胶失效”同时发生时,造成“电机受潮”(如图5所示)。
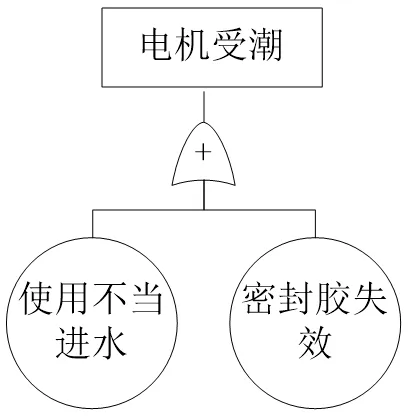
图5 电机受潮原因
②按照工作机理分析,“堵转导致线圈发热烧蚀”原因为“减速器卡滞”“电机内部卡滞”“外部负载过大,超过4N·m”(如图6所示)。

图6 堵转导致线圈发热烧蚀原因
a)“减速器卡滞”产生的原因为“减速器进入多余物”“齿轮磨损变形”;
b)“电机内部卡滞”产生的原因为“电机内部进入多余物”“电机轴承卡滞”;“电机轴承卡滞”产生的原因为“润滑不良”“异物进入轴承滚珠位置”。
③可导致“电机线圈短路”问题的第三个原因是“自动断电功能失效”,按照工作机理分析,造成电机“自动断电功能失效”的原因为“无极限信号输出”“金属多余物导致微动开关触点短接”(如图7所示)。
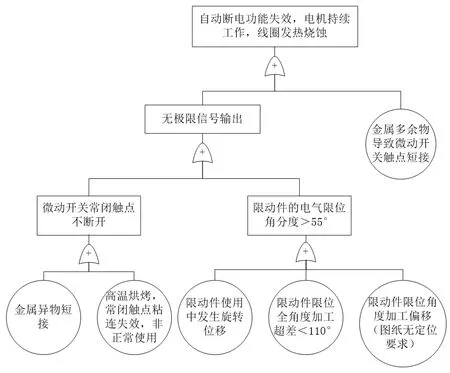
图7 自动断电功能失效原因
a)按照工作机理分析,造成“无极限信号输出”的原因为“微动开关故障,长闭触点不断开”,由于微动开关为外购件,经咨询厂家技术人员,其原因为“金属异物短接”“高温烘烤,使用不当”。
b)“限动件一侧电气限位角度小大于55°”问题,根据零件结构分析,产生的原因为“限动件使用中旋转位移”“限动件限位角度加工超差<110°”“限动件限位角度位置加工偏移”。
底事件解析:
a)底事件-限动件使用中发生旋转位移:导致关方向机械限位角度增大,而开方向机械限位角度减小。导致活门关闭后,电机无法停止。如图8a。
b)底事件-限动件限位角度加工超差:导致关方向和开方向机械限位角度均减小。导致活门打开及关闭后,电机无法停止。如图8b。
c)底事件-限动件限位角度加工向一侧偏移:导致一侧机械限位角度增大,而另一侧机械限位角度减小。导致活门打开或关闭后,电机无法停止。如图8c。

图8 底事件解析
(5)Q8地面通电活门不工作故障树,可由图1-图7综合绘制。
5 底事件排查,故障复现
(1)对故障电动机构进行分解检查,验证底事件。未发现进水、密封胶失效、多余物、磨损现象,微动开关工作正常,故可排除X18-X21、X26-X31原因。
(2)对故障电动机构中的限动件进行分解测量:要求110°±30′,实测111°28′。
(3)加工与电动机构件限动件状态一致的限动环,装在试验件A、试验件B上进行加载功能振动,然后通电检查,记录故障情况,见表1。

表1 故障复现情况
6 解决方案
(1)将限动件机械限位角度要求>110°,更改为以限动件中心线为基准,单边角度>55°。解决“限动件限位角度加工超差”“限动件限位角度加工向一侧偏移”问题。
(2)增加定位措施,防止限动件旋转。解决“限动件使用中发生旋转位移”问题。
7 分析过程总结
在产品故障原因分析过程中,运用FTA故障树分析法,以产品结构和工作原理为关注点,进行分析,分析出37项基本事件(底事件)。学习GJB/Z768《故障树分析指南》标准,开阔了对故障事件的分析思路,从产品的结构和工作机理进行分解分析,将所有零部件都纳入分析范围,避免缺项漏项,更全面更准确地查找出原因,有效解决问题。
