现代酶工程技术及其在白酒酿造生产中的应用
2022-08-20岳腾飞梁伟伟李子森关玉权张志勇薛锡佳
岳腾飞,梁伟伟,李子森,关玉权,张志勇,薛锡佳,程 伟
(安徽金种子酒业股份有限公司,安徽阜阳 236023)
中国白酒的酿造以高粱等谷物为原料,采用大曲、小曲或麸曲等为糖化发酵剂,经过复杂的酶化学反应、生化反应、有机化学反应及微生物代谢活动等发酵过程。原料本身的香味物质、酒曲微生物代谢产物、酒醅蒸馏产生的香气物质及窖泥微生物代谢产生的香气物质(部分香型的白酒使用窖泥发酵),共同形成了白酒复杂多样的风味成分。酿酒微生物代谢产生的各类微生物酶在白酒制曲与发酵过程中起到重要作用,直接影响白酒的产量、风味特征及感官品质。酶工程是酶学与工程学融合的综合性科学技术,是现代生物技术与未来生物经济的重要支柱。近年来,随着合成生物学的发展,作为合成生物学重要核心内容的酶工程研究逐渐受到重视与关注。
当前,白酒酿造生产中广泛应用的工业酶制剂主要有糖化酶、纤维素酶、蛋白酶、酯化酶等,具有酶活力强、用量少、使用方便等优点,适量添加酶制剂可提高白酒的出酒率和感官品质。本文从酶工程技术及其发展,结合酶工程在白酒制曲、发酵、废弃物处理等方面的应用,综述了酶工程技术在白酒酿造生产中的应用及研究进展,并提出酶工程和白酒风味调控的研究前景及其对白酒定向风味调控的重要价值,对基于风味及代谢导向的白酒酶制剂产业化前景进行了展望,为提高原料利用率、改善白酒风味品质、实现绿色酿造等提供参考。
1 现代酶工程技术及其发展
酶是生物新陈代谢中非常重要的催化剂,近年来,酶工程技术越来越被人们所重视,多种类型的酶已实现工业化量产。酶和酸、碱或有机的催化剂相比,具有高效催化和专一性。酶是生物催化剂,具有如下特点:(1)所有的酶都是生物体产生的;(2)酶和生命活动密切相关,酶的化学本质是蛋白质,少数酶由RNA 构成;(3)酶的组成和分布是生物进化与组织功能分化的基础;(4)酶能在各种水平上进行调节以适应生命活动的需要。
酶工程就是将酶或者微生物细胞、动植物细胞、细胞器等在生物反应装置中,利用酶具有的生物催化功能,借助工程手段将相应的原料转化成有用物质并应用于社会生活的科学技术。酶工程包括酶制剂的制备、酶的固定化、酶的修饰与改造及酶反应器等方面,应用主要集中在食品、轻工以及医药等领域。酶制剂在食品工业中主要应用于淀粉、乳品和果汁的加工以及烘烤食品和酒类发酵等领域,主要包括淀粉酶、葡萄糖异构酶、乳糖酶、凝乳酶、蛋白酶等,还包括促进蛋白质消化的菠萝蛋白酶、胃蛋白酶、胰蛋白酶等,促进纤维素消化的纤维素酶、聚糖酶等,促进乳糖消化的乳糖酶和促进脂肪消化的脂肪酶、酯酶等。
发酵工程根据生产流程被划分为上游、中游和下游工程3个部分,如图1所示。基因工程技术的出现推进了其他学科的迅速发展,国际和国内发酵工程进入到现代发酵工程阶段。现代发酵工程技术在酶工程领域发挥着关键作用,典型发酵罐系统的应用为现代酶工程的产业化提供了必要条件,提高了酶制剂的工业化生产效率。20 世纪70 年代以后,伴随着固定化酶(第三代酶)及其相关技术的产生,酶工程逐渐在化工医药、轻工食品、环境保护等领域发挥作用。当前,第三代酶主要包括辅助因子再生系统在内的固定化多酶系统,固定化基因工程菌、基因工程细胞技术等相关技术与连续生物反应器的结合,将促进发酵工业和化学合成工业的根本性变革。

图1 现代发酵工艺组成示意图
对酶进行改造和修饰是酶工程的重要内容,通过对酶蛋白分子的主链进行“切割”“剪切”以及在侧链上进行化学修饰等改造,可以改善酶的物化性质和生物活性,甚至赋予酶新功能。酶作为特殊的蛋白质,可以通过蛋白质工程进行基因重组以改变或设计合成具有特定生物功能的酶,根据酶的结构和功能之间的关系,理性设计和改造活性位点,通过基因重组或其他手段改造酶,甚至创造具有新功能的酶,如图2所示酶的人工设计。

图2 依据蛋白质工程原理进行酶的人工设计
2 酶工程在酒曲生产中的应用
近年来,世界范围内已经发现酶的数量多达几千种。当前,酶工程技术产业得到了前所未有的发展,特别是在白酒发酵及配制酒等工艺中的运用与实践,取得了较好的应用效果。白酒工业中,运用酶的种类主要包括蛋白质酶、纤维素酶、酯化酶、糖化酶、淀粉酶等多种类型,具体应用到的领域包括制曲、发酵、蒸粮及蒸酒、勾兑等,以及白酒的丢糟与废水处理等方面。酶工程技术在改善白酒的品质口感、增加配制酒的主体风味成份、提高出酒率等方面发挥着重要作用。
2.1 产酶微生物的选育及应用
中国白酒的酿造属于多菌种、开放式的酿造环境,酿酒微生物的群落结构及其代谢活动与产酶等是形成白酒风味特征的重要因素,微生物的代谢活动是酶的主要来源,图3 所示为白酒主要微生物来源。高传强等对芝麻香型白酒香味的形成进行了探究,发现霉菌是芝麻香型白酒生产过程中必不可少的糖化菌株,产酸产香能力较高,通过产生丰富的糖化酶、蛋白酶、液化酶等酶系降解淀粉、蛋白质等大分子物质,产生醇类、酯类以及多碳酸类等。冯晓山等在浓香型大曲中分离得到高产酯的红曲霉,并应用于西凤小麦曲的生产中,取得了较好的试验效果。刘新宇等在汾酒清香型大曲中筛选到2 株酯化酶活较高的红曲霉,通过培养条件优化后,其酯化酶活达到2.46 U,显著高于普通清香型大曲。
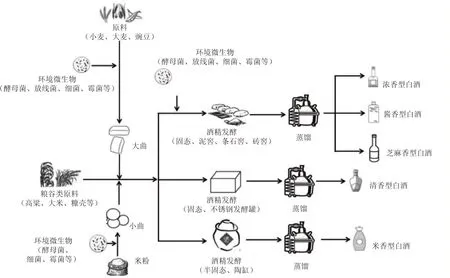
图3 中国白酒的酿造生产流程及主要微生物来源
自然微生物产生的天然酶具有酶活低等多种局限性,需要应用微生物筛选改良技术、基因工程、蛋白质工程(理性设计与定向进行)、代谢工程等多种酶工业微生物菌种技术以获得高效酶制剂。酶工业微生物菌种须具备如下基本特征:(1)遗传性状稳定、重现性好、可反复传代;(2)生长迅速、繁殖快、易培养;(3)高产量、高收率;(4)可长期保存、具有能经诱变产生变异或基因改造提升产酶能力的潜力。在不损伤微生物基本生命活动的前提下,采用物理、化学或生物学以及各种现代生物工程学方法,改变微生物的遗传结构,打破其原有的代谢控制机制,进行目的产物(酶)的过量生产,有利于最终实现酶的产业化。发酵罐作为重要的生物反应器为微生物的生长繁殖提供适宜的环境,促进菌体生产人们需要的产物(如菌体、代谢酶等),典型发酵罐的设计与应用,尤其是大型发酵罐的应用为现代酶工程与发酵工程的产业化提供了重要关键设备,图4所示为典型发酵罐系统示意图。

图4 典型发酵罐系统示意图与实物图
2.2 强化制曲
大曲在白酒酿造过程中起着糖化、发酵和生香的作用,大曲质量的优劣直接影响白酒的产量、质量和风格。大曲微生物菌群在白酒酿造过程中起着重要作用,是酒体质量与产量的重要保证,主要包含霉菌、细菌和酵母菌等微生物,其主要代谢酶包括糖化酶、酯化酶、蛋白酶、纤维素酶等。传统大曲依靠环境微生物制成富含酿酒所需的菌系、酶系和物系等复合载体,形成并富含种类繁多的酒体呈香呈味物质。将传统酿酒工艺和现代生物技术相结合,筛选和选育酿酒有益功能微生物,将该类功能微生物应用到白酒酿造过程中有助于提高原酒品质。目前,各白酒厂都在推广应用强化大曲技术,将功能微生物应用到制曲中有利于提高酒曲的质量,图5 所示为浓香型强化大曲生产工艺流程。

图5 浓香型强化大曲生产工艺流程
韩英等基于风味和产酶性能,从清香型白酒酒醅中分离获得1 株能赋予白酒酱香风格且产糖化酶能力较高的菌株M2,在优化条件下纯种M2麸曲的糖化力达到917 U/g,该研究为该菌株强化发酵应用于清香型白酒生产中奠定了理论和应用基础,也为白酒的可调控化、机械化和智能化的发展提供了菌种资源。张建良等从芝麻香大曲、粮醅和酒醅中分离出耐高温酵母菌、乳酸菌和细菌,经驯化、纯培养后按一定比例混合,用于绵柔型芝麻香大曲的强化制备,制曲温度可以从传统的62 ℃提高到65~70 ℃,为绵柔型芝麻香白酒典型风味物质和功能因子的形成奠定了生态基础。杜礼泉等应用烟灰色红曲霉制备麸曲,发现pH 值对麸曲的污染控制较为重要,当pH 值控制在4.3~4.8 时可以有效避免麸曲培养过程中的污染问题,酯化率达到35 %以上,采用黄水调整曲料的酸度明显优于乳酸。
3 酶制剂在白酒固态发酵中的应用
白酒发酵过程中的酒醅微生物主要包括霉菌、细菌、酵母菌等三大类菌种属。霉菌是糖化过程中产生糖化酶的主要菌种属,包括曲霉、黑曲霉、黄曲霉、木霉、青霉等;细菌是产生蛋白酶、酯酶等特殊酶类的主要菌种属,主要包括地衣芽孢杆菌、枯草芽孢杆菌等;酵母菌是酒化作用的主要菌种属,如酒精酵母、生香酵母、产朊假丝酵母等。
3.1 糖化酶的应用
糖化酶又称葡萄糖淀粉酶,它能把淀粉从非还原性末端水解a-1,4 葡萄糖苷键产生葡萄糖,也能缓慢水解a-1,6 葡萄糖苷键,转化为葡萄糖;糖化酶也能水解糊精、糖原的非还原末端释放β-D-葡萄糖。糖化酶是由曲霉优良菌种()经深层发酵提炼而成,在白酒等酒类酿造生产中,糖化酶的活力可以影响原料的分解糖化效率,进而影响白酒出酒率及某些风味物质的生成,具有控制高级醇生成等作用。申朝兴的研究表明,使用活性干酵母和糖化酶代替部分大曲酿造白酒,可使平均出酒率达到55.85 %。罗惠波等的研究显示,在酒醅中添加750 U/g 的糖化酶,可使白酒中高级醇的含量下降11.4%。
3.2 酯化酶的应用
酯类物质是多种白酒的重要香气成分,含量的高低影响白酒的等级,其重要的合成途经是有机酸、乙醇在酯化酶的催化下进行的,酯化酶中的脂肪酶对白酒酯类化合物合成也具有重要的酶促催化作用。酯化酶的运用不仅能使各种合成酶发挥其组合作用,而且能够在白酒发酵过程中提高酯类等风味物质的含量。在白酒酿造过程中,酸-醇非酶促自身酯化反应也是白酒酯类化合物形成的重要途径;酯类物质的酯化反应还受到温度、介质、时间、初始pH 值等因素的影响。综上可知,白酒中酯类化合物的来源包括原料带入,酿造和蒸馏过程缓慢的酯化反应及酶的酯化催化等3 种途径(如图6所示)。张献敏等为解决浓香型白酒安全度夏问题,将多种有益微生物组合成多微曲应用于酒醅发酵过程中,试验表明用多微曲调节酒醅发酵,优质率达47.9%,己酸乙酯含量达352.2 mg/100 mL,多微曲较好地解决了白酒酿造的安全度夏问题。

图6 白酒酿造过程及其酯类化合物的合成途径[23]
利用酶工程技术由红曲霉发酵生产的酯化酶,应用于白酒酿造领域对我国白酒质量的提高、发展生态食品具有重要意义。红曲霉菌与其他菌(产已酸梭状芽孢杆菌、根霉和酸性曲霉菌等)混合可制成复合酯化酶生态菌剂,有利于强化传统大曲的发酵功能和生香功能,使白酒的总酯含量达到优质酒水平;将红曲霉菌制成的复合酯化酶生态菌剂直接混入粮糟进行发酵或双轮底发酵,可缩短发酵周期并提高出酒率和优质酒率。目前应用的酯化酶制剂大多数仍属于粗酶制剂且纯度较低。因此,生产高纯度及高酶活的商品酯化酶具有重要的应用价值,可以满足酿酒企业提高浓香型白酒优质酒率的需求。
3.3 其他酶制剂的应用
在酿酒配料中,液态化型淀粉酶容易被原料淀粉所吸附,影响淀粉酶的液化活性,降低出酒率。酸性蛋白酶有利于将被吸附的淀粉酶从禁锢中释放出来,重新发挥其液化作用;有利于酸性质蛋白酶与淀粉酶的充分融合,提高出酒率。在特定的酸性环境下,酸性蛋白酶是主要用于催化水解动物、植物蛋白质成分的酶制剂。在白酒酿造生产中适当添加酸性蛋白酶,可以改善白酒的独特风味,有利于降低发酵过程中杂醇油的生成。李兰在生料酒曲中添加2%~3%的酸性蛋白酶,应用于以大米、玉米和高粱等为原料的生料酿酒生产中,原料出酒率提高了1.84 %~2.68 %,并降低了生料酒中杂醇油的含量。Ogasawara 等研究发现木聚糖酶有助于提高大麦烧酒的发酵效率,增加酒精的产率,这可能是木聚糖酶对大麦细胞壁中木聚糖的分解有助于加快淀粉酶的作用。
白酒酿酒原料中的纤维素类物质含量较高,粮醅中添加纤维素酶及半纤维素酶有助于将酿酒原料中的纤维素类物质降解成糖类,发酵成酒精,从而提高原料的出酒率。粮醅中添加纤维素酶,还有利于破坏酿酒原料的细胞壁,使胞内物质游离出来以增强酶的催化效果,增加酒醅中的营养物质以有利于酿酒微生物的生长代谢。尚维等研究纤维素酶在清香型优质白酒中的应用,出酒率可提高13%,且不影响酒的感官品质。傅金泉在日本清酒生产中浸米时加入0.02 %~0.1 %的纤维素酶,浸泡17 h,米的溶解性好,糖化发酵顺利,酒渣少,出酒率高。
4 酶制剂在酿酒废弃物处理方面的应用
4.1 酿酒副产物的资源化利用
酒糟作为酿酒后的剩余产物,富含丰富的营养物质,非常适合进行饲料蛋白的生产。目前,酒糟的利用主要是直接作为动物饲料或微生物发酵后作为动物饲料,对其进行综合利用的领域包括丢糟再发酵生产白酒、提取附加值产品、酿造食醋、培养食用菌、用作肥料、生产沼气等。在常规生产方式下,难以充分利用酒糟中的各种营养物质。因此,有必要通过复合菌种的协同发酵,改善酒糟物质组成,提高酒糟中粗蛋白的含量,促进酒糟实现深度资源化利用。刘瑞娟等利用酒糟和玉米粉以及豆粕粉等作为原料,添加木聚糖酶、植酸酶和β-甘露聚糖酶等酶类,采用3 株枯草芽孢杆菌的混菌发酵处理,制备了富含多种酶的生物饲料,有效提升了酒糟饲料内实际蛋白和益生性物质的含量。
黄浆水是浓香型白酒窖内发酵过程中产生的主要液态副产物,含有丰富的风味(前体)物质,如醇、醛、酸和酯类等物质,还含有丰富的淀粉、还原糖、酵母自溶物等营养物质,以及大量经过长期驯化的酿造微生物菌体。当前,黄浆水主要用于人工窖泥培养、养窖护窖等,以及利用黄浆水蒸馏液提高原酒品质或生产新型白酒。酯化液是将黄浆水、有机酸、乙醇等成分通过酯化酶的作用转化为酯类后的混合液,酯化液中富含以已酸乙酯为主的多种香味成分。采用酯化液与普通酒醅串蒸,可提高酒体中已酸乙酯的含量;将酯化液单独蒸馏提纯后可制成调味酒,有利于改善曲酒风味和提高曲酒质量。
4.2 酿酒废水的净化处理
白酒在酿造过程中会产生大量的工业废水,其中的蒸馏底锅水、酿造车间地面冲洗水、黄浆水等均含有大量的蛋白质、氨基酸等有机物,属于高浓度废水,需要综合净化处理达标后再排放。当前,环境净化尤其是工业废水和生活污水的净化具有十分重要的现实意义,在现有的废水净化方法中,生物净化是成本最低且最可行的。微生物的新陈代谢过程可以利用废水中的某些有机物作为所需的营养来源。利用微生物体中酶的作用,可以将废水中的部分有机物转变成可利用的小分子物质,同时达到净化废水的目的。利用基因工程、酶工程等技术创造高效菌种,并利用固定化活微生物细胞技术实现菌种的固定化,在废水处理及环境保护中发挥了重要作用并取得了积极成效。
Tao 等从浓香型老窖池中分离出一株命名为BPY5 的细菌菌株,该菌株可将乳酸发酵成丁酸盐为主的代谢产物;接种BPY5 菌株后啤酒酿造废水中乳酸的去除率显著提高;表明BPY5 可用于工业生产丁酸或从含乳化废水中回收丁酸。利用酶制剂进行污染物处理和环境监测,与其他生物法相比具有效率高、速度快、可靠性强等优点,酶制剂在环境保护中具有良好的应用前景,污水的生物酶处理是实施可持续发展和环境保护的重要的途径。酶工程的发展可开发出更多价廉的新酶种,不断提升酶工程技术手段,积极研究利用酶技术改造传统工业,可降低生产过程中的污染水平。随着固定化技术的进步,克服了游离酶的不稳定性,使酶可以反复和连续使用,利用酶处理难生物降解的化合物和低浓度废水正成为污染治理领域的热点。
5 总结与展望
近年来,随着发酵工程、蛋白质工程、基因工程和计算机信息等技术的发展,酶工程技术得到了迅速发展和应用,工业用酶日益广泛地应用于医药、农业、食品、能源及环保等多个行业。酶工程与发酵工程作为生物工程技术的重要组成部分,是生物技术产品实现产业化的桥梁和关键;酶制剂产业作为知识密集型高技术产业具有广阔的发展空间。传统白酒酿造主要依靠酒曲和酒醅中微生物代谢合成的大量酶类进行固态发酵,存在原料用量大、利用不充分、出酒率低等缺点,酶工程技术在白酒酿造生产中的应用具有重要意义。酶工程在白酒酿造中的应用还需要重视如下几个方面的问题:利用酶的固定化技术发展复合酶,酶的回收与重复利用以及产业化成本的管控,产物与酶的分离及生产工艺的简化,基于风味导向的产酶微生物选育及应用,改良酿酒酵母等产酶微生物以提高其生产性能,基于酶工程的白酒风味定向调控等。
从20 世纪90 年代开始,在白酒酿造生产的制曲、发酵、蒸馏勾兑和酒糟废物利用等方面,酶制剂已逐渐得到广泛应用。酶制剂对提高白酒酿造的出酒率、改善原酒质量、提高风味物质含量及保障白酒质量安全等方面具有重要影响,尤其是基于风味及代谢导向的白酒酶工程的产业化对白酒酿造产业具有重要价值,为实现白酒的绿色酿造提供了新途径。白酒酿造体系是由大量微生物分泌的多种酶构成的复杂酶体系,酶制剂的添加和使用对白酒发酵体系的影响还需要深入研究,阐明白酒发酵过程中工业酶的应用与微生物菌系、发酵理化指标、代谢风味物质等的关联,对定向调控白酒发酵指标具有重要的现实意义。