基于YL-235A型光机电一体化设备的工件分拣装置设计
2021-11-07张书博陈东琼
张书博 陈东琼
摘要:机电一体化课程是中等职业学校机电类专业学生在校期间必修的一门综合性较强的课程,我校在开设这门课程时,引入了亚龙YL-235A型光机电一体化设备,以这套设备为载体,重点开展理实一体化教学。本文以工件分拣装置为例,讲述亚龙YL-235A型光机电一体化设备实现功能的基本方法。
Abstract: Mechatronics course is a compulsory and comprehensive course for students majoring in Mechatronics in secondary vocational schools. When setting up this course, our school introduced YalongYL-235A optical mechatronics equipment, and focused on theoretical and practical integration teaching with this equipment as the carrier. Taking the workpiece sorting device as an example, this paper describes the basic method of realizing the function of Yalong YL-235A optical electromechanical integration equipment.
关键词:光机电一体化;亚龙YL-235A;工件分拣
Key words: optical electromechanical integration;yalong YL-235A;workpiece sorting
中图分类号:TP273 文獻标识码:A 文章编号:1674-957X(2021)21-0256-02
0 引言
工件分拣,指的是针对不同颜色、不同材质的工件,对其进行分类识别和拣出归类。本文以亚龙YL-235A型光机电一体化设备为基础,进行工件分拣装置的设计讨论,主要从控制要求、工件分类识别和拣出归类的实现方法、设备组装要求、电气原理及安装、控制程序编写等方面进行讲述。
1 控制要求
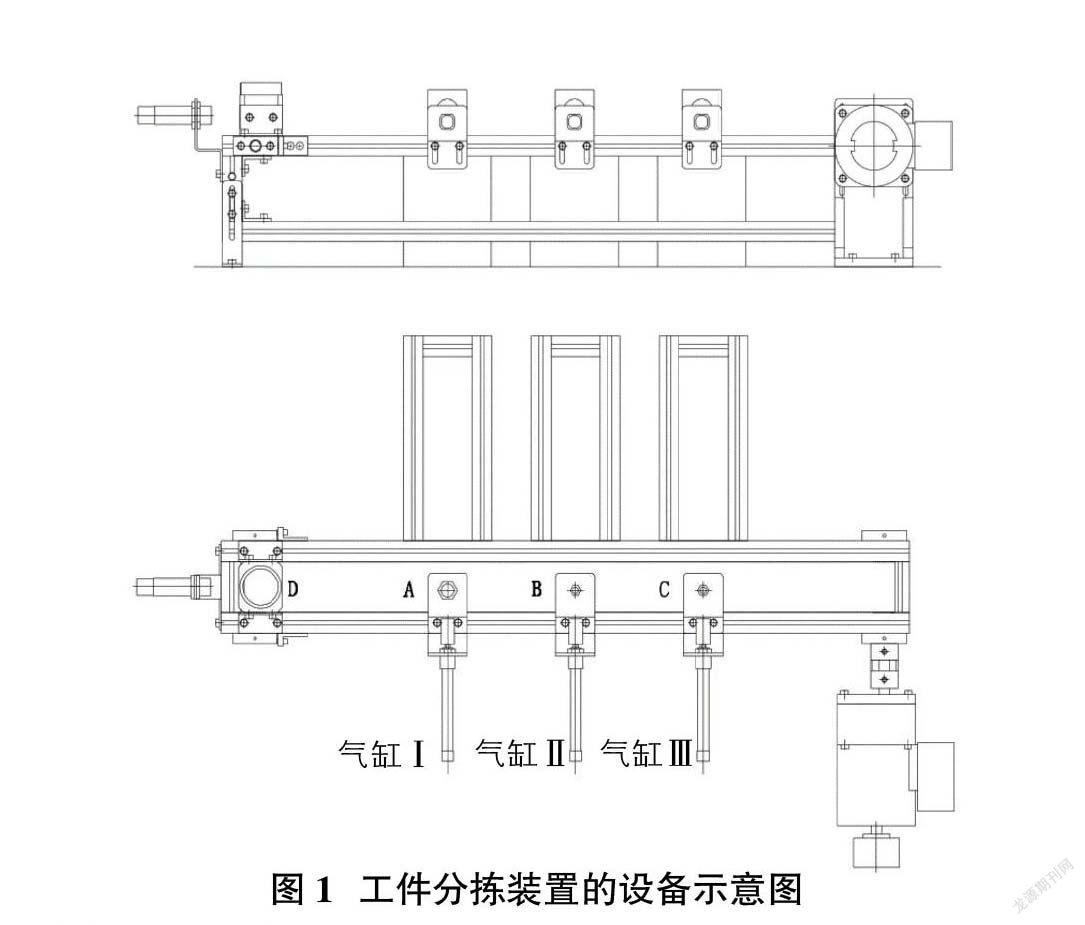
某生产线加工金属、白色塑料和黑色塑料三种工件,在该生产线的终端有一个分拣装置,将这三种工件分别送达不同的地方。按下启动按钮后,设备启动开始工件分拣,皮带输送机以10Hz的频率正转运行,等待工人将工件从位置D的进料口放入,当进料口检测到有工件时,皮带输送机以25Hz的频率正转运行,如果是金属工件,则在位置A由气缸I推入出料斜槽I;如果是白色塑料工件,则在位置B由气缸II推入出料斜槽II;如果是黑色塑料工件,则在位置C由气缸III推入出料斜槽III。当工件被推入出料斜槽、气缸活塞杆缩回后,皮带输送机以10Hz的频率正转运行,等待下一个工件的到来。按下停止按钮,设备在分拣完当前工件后才停止工作。[1]
该工件分拣装置的设备示意图如图1所示。
2 基本知识
为了实现控制要求的功能,需要用到传感器对工件进行识别,同时用到气缸和电磁阀对工件进行拣出。
2.1 实现工件分类识别的方法
2.1.1 位置D的进料口检测传感器 此处,利用电容传感器实现进料口位置的工件检测。该传感器是以电容器为传感元件,在接通电源之后,当有工件靠近电容器的电极时,会引起振荡器的震荡;当没有工件靠近电容器的电极时,振荡器不会产生振荡。电容传感器会将振荡和不振荡两种情况分别转换为开关的通断信号,从而实现检测物体靠近的目的。
2.1.2 位置A的金属工件检测传感器 此处,利用电感传感器实现金属工件的识别。该传感器可以在检测处产生一个交替变化的磁场,当金属工件靠近传感器的检测面时,会引起传感器中的振荡器变化,进而将振荡和不振荡两种情况分别转换为开关的通断信号,从而实现检测金属物体靠近的目的。
2.1.3 位置B的白色塑料工件检测传感器、位置C的黑色塑料工件检测传感器 此处,利用光纤传感器实现白色工件和黑色工件的区分。该传感器并不能区分金属工件和塑料工件,它是利用光导纤维进行信号传输,将发射器发出的光线用光导纤维引导到检测点,再通过光导纤维将检测到的光信号引导到接收器来实现检测。光纤传感器可根据检测到的光信号的强弱,实现对白色工件和黑色工件的区分。
2.1.4 传感器的电路连接 在亚龙YL-235A型光机电一体化设备中,以上三种传感器均为直流三线制传感器,这类传感器有黑色、棕色、蓝色三根连接线。其中,黑色线为信号线,接PLC的输入端;棕色线接24V直流电源的正极;蓝色线接24V直流电源的负极。[2]
2.2 實现工件拣出归类的方法 在工件识别的基础上,利用气动系统进行拣出操作。在亚龙YL-235A型光机电一体化设备中,气动系统主要包括能源部件、控制元件、执行元件和辅助装置四大部分,根据控制要求,执行元件选择双作用单出气缸,控制元件选择二位五通单控电磁阀。
3 电气控制原理设计
3.1 确定I/O分配
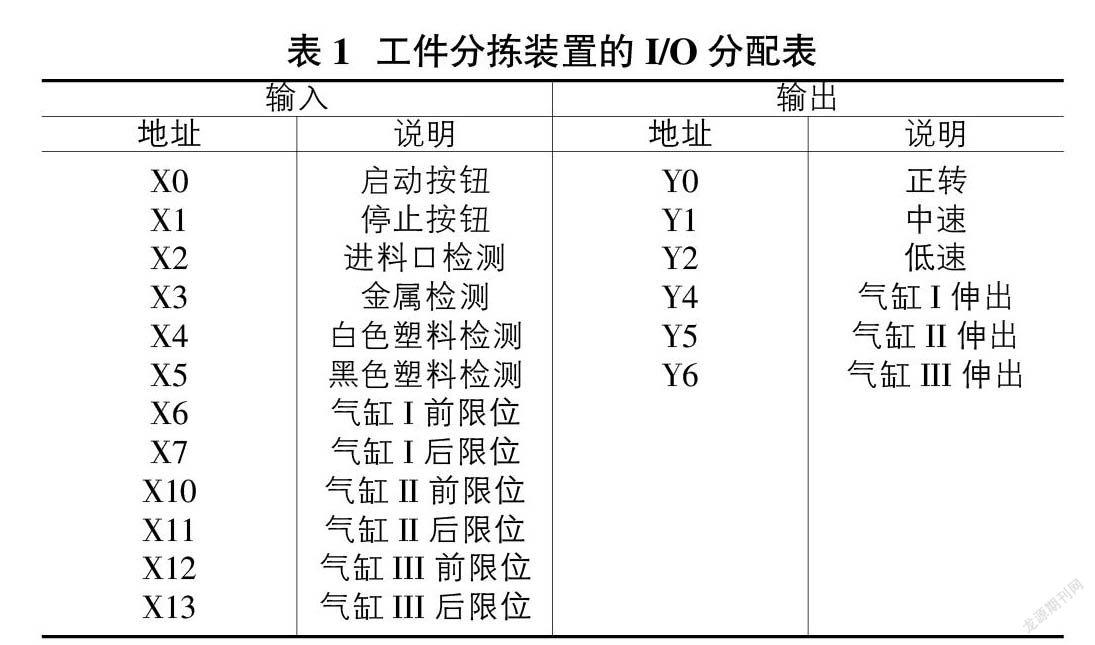
根据控制要求,启动按钮和停止按钮各分配一个输入端,ABCD四个位置的传感器各分配一个输入端,三个气缸的前后限位各分配一个输入端,共计使用12个输入端。
根据控制要求,变频器控制输送带分别以两种速度进行正转,给变频器分配3个输出端,三个气缸各分配一个输出端,共计使用6个输出端。[3]
3.2 确定I/O分配表
该工件分拣装置的I/O分配表如表1所示。
3.3 电气原理图
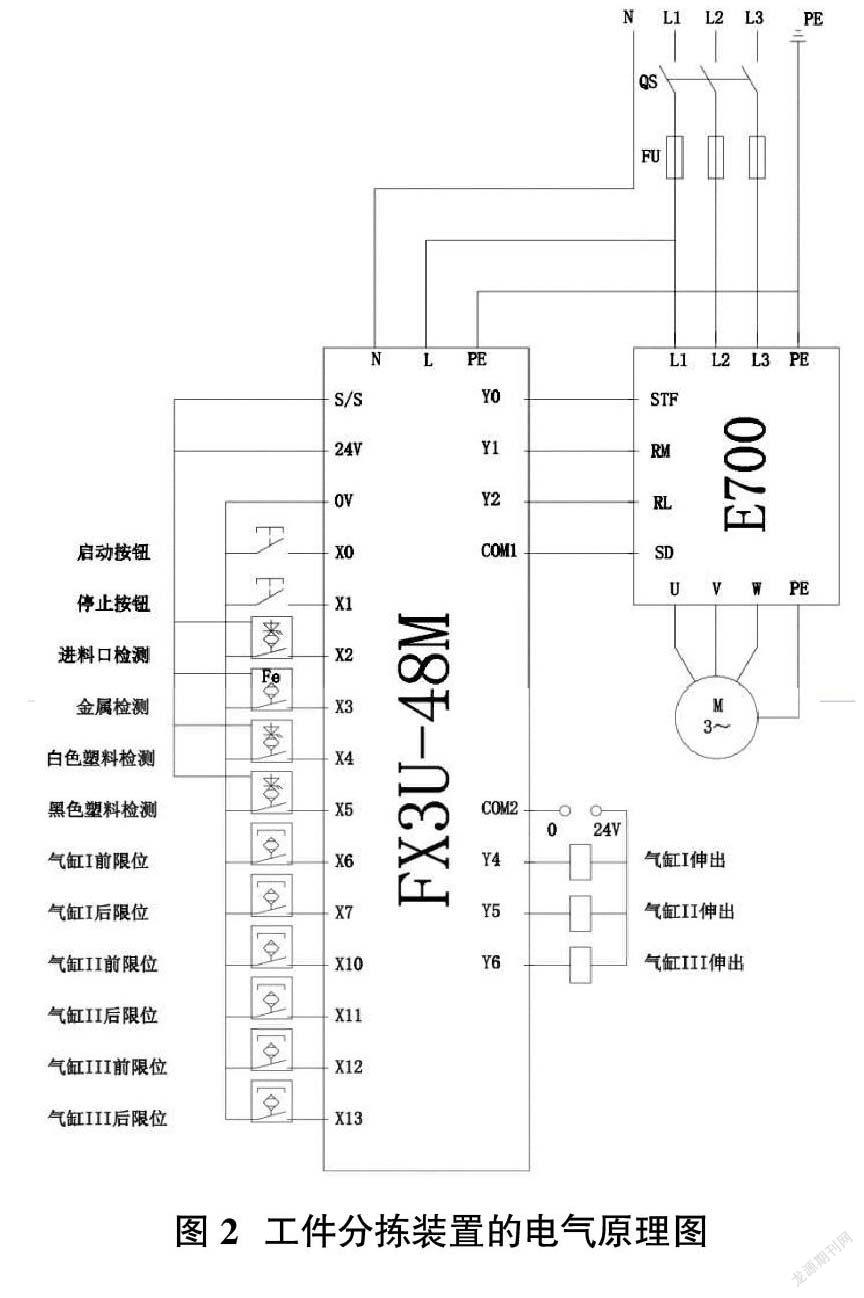
该工件分拣装置的电气原理图如图2所示。
4 机械部分安装
根据控制要求,主要完成皮带输送机和传感器的安装。在安装皮带输送机时需要注意:一是要将主辊筒和皮带辊筒调节平行;二是调节输送机的皮带,确保皮带松紧适度;三是在联接电动机转轴和皮带输送机主辊筒轴时,要确保两轴中心线的偏差在允许的范围内,否则设备会产生振动缩短联轴器寿命。
5 线路安装
线路安装阶段共分为两个步骤:
一是要按照电气原理图完成接线,在此过程中,YL-235A型光机电一体化设备提供两种型号的安全线,只需按各元器件的使用要求完成插线即可。二是对接好的电路进行检查,并调试传感器满足使用要求。
6 部分参考程序
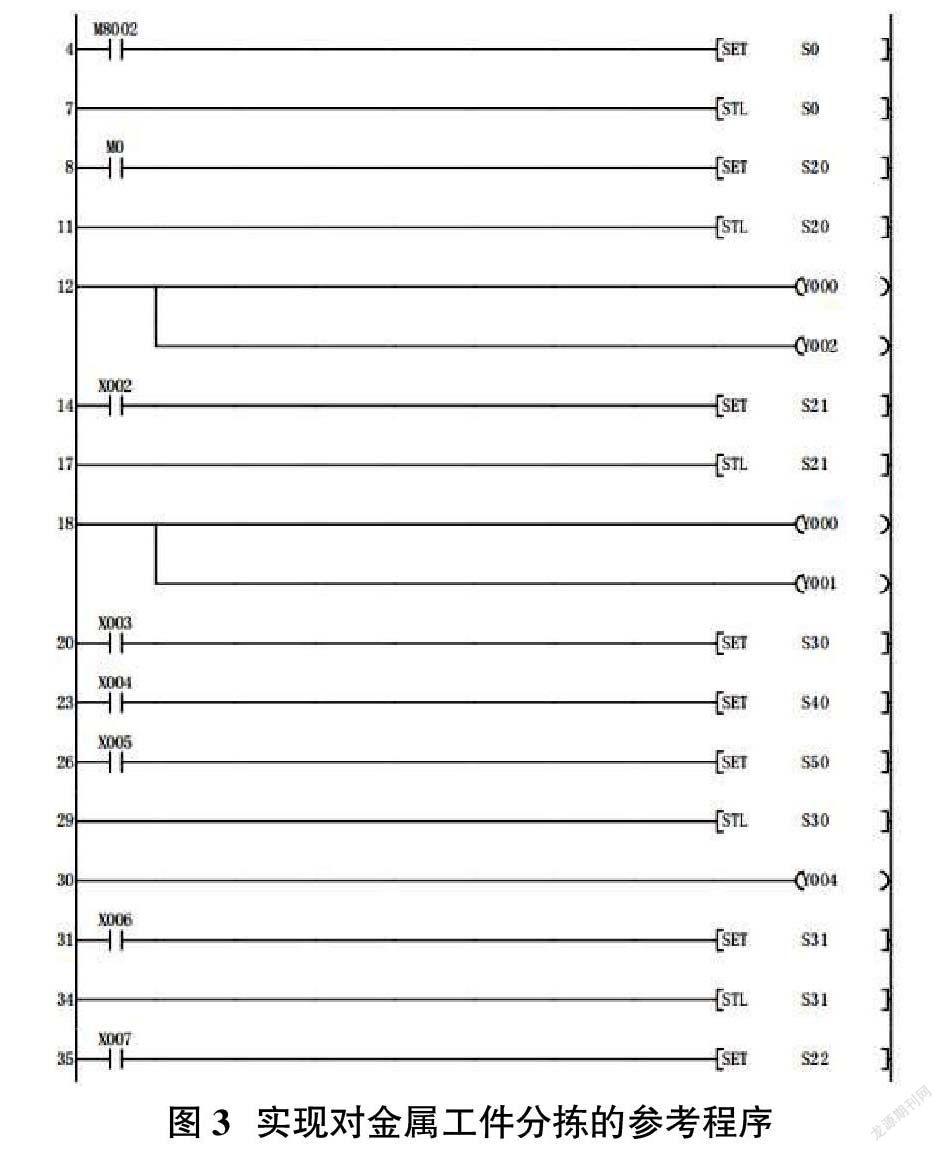
根据控制要求,编写该工件分拣装置的部分参考程序如图3。
7 结束语
经过调试,该系统能够良好地完成工件分拣任务。同时,该系统涉及了传感器技术、气动系统技术及应用、电机学、可编程控制器、变频调速技术等多门课程知识,具有很强的综合性,将学生在书本上学到的理论知识,与实际应用较好的结合在一起,对中职阶段机电类专业的学习具有很好的借鉴作用。该系统同样存在一定的不足:一是没有对某些突发情况可能引起的安全问题进行讨论;二是对人机交互(例如触摸屏的应用)的设计使用不足。以上不足,还需在之后的教学实践中进一步加强。
参考文献:
[1]杨少光.机电一体化设备组装与调试赛题集[M].北京:机械工业出版社,2012.
[2]杨少光.机电一体化设备的组装与调试[M].南宁:广西教育出版社,2009.
[3]袁浩威.基于亚龙YL-235A的工件识别系统设计[J].电子世界,2019(15):151-152.
