台钻车削加工装置
2017-10-31杨国勇
杨国勇
摘 要:本文主要介绍了一种用在普通台式钻床上,能扩大普通台式钻床的使用功能,使普通台钻也能进行车削加工的装置。该装置具有结构简单、制作容易,加工工件操作简易、效率高,工件同轴度高等加工特点。
关键词:台钻 车削加工装置
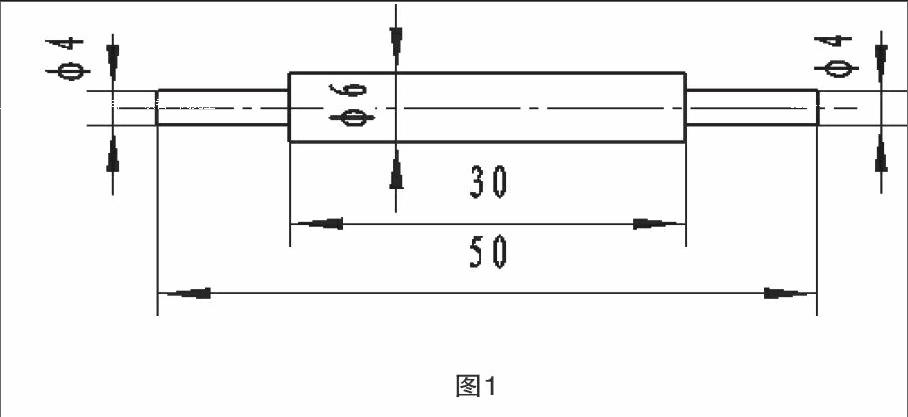
在生产上,加工图1所示工件的两端外圆面台阶,常用普通车床。但是,在台式钻床上增加台钻车削加工装置,普通台钻也能进行车削加工。那么台钻车削加工装置的结构、工作原理及其使用效果是怎样的呢?
一、台钻车削加工装置的结构
台钻车削加工装置结构由上板、下板、切削刀具、刀具锁紧螺钉、U形板、限位螺钉、锁紧螺母等组成。上板、下板和U形板通过焊接连接在一起。上板上有定位孔;下板上有切削刀具安装槽及两个刀具锁紧螺钉,切削刀具安装在台钻车削加工装置定位孔的下面;U形板上有限位螺钉和锁紧螺母。
二、台钻车削加工装置的工作原理及工作过程
台钻车削加工装置工作原理是:把台钻车削加工装置安装在台钻工作台上或用台钻的机用平口钳固定。利用钻床主轴带动安装在钻夹头上的工件,工件通过台钻车削加工装置上的定位孔后进入切削加工。由于台钻车削加工装置的定位孔及限位螺钉的作用,保证了同一批工件加工处有同样的加工直径尺寸及长度尺寸的同时,还具有较高的同轴度。
利用台钻车削加工装置加工图1所示工件的工作过程:切削加工前,安装台钻车削加工装置及工件毛坯,操作钻床主轴进给手柄,使工件毛坯插入台钻切削加工装置定位孔中,然后固定钻床主轴位置及台钻车削加工装置,保证操作钻床主轴进给手柄时,钻床主轴向下移动,工件毛坯能顺利插入台钻车削加工装置定位孔中。把切削刀具放入刀具安装槽中,拧紧两个刀具锁紧螺钉把切削刀具锁紧,然后进行试切加工。根据试加工工件的直径尺寸精度情况,调整切削刀具的位置,使切削后的工件直径尺寸符合精度要求后拧紧刀具锁紧螺钉;再根据工件的加工长度情况调整限位螺钉,试切工件长度尺寸符合精度要求后拧紧锁紧螺母。切削加工工件时,操作者操作钻床进给手柄使工件向下进给,工件通过台钻车削加工装置上的定位孔后,开始进入切削加工,工件的进给量由操作者操作鉆床进给手柄控制。工件向下进给切削加工,直至工件端面接触到限位螺钉即可完成工件一端的加工。然后操作钻床进给手柄使工件向上移动,从台钻车削加工装置上的定位孔中退出,拆卸工件,工件调头安装,重复上次的操作过程即可完成图1所示工件的两端外圆面台阶的加工任务。
三、台钻车削加工装置使用效果
加工类似图1所示两端外圆面台阶的工件,在生产上用普通车床加工,加工前工件的装夹要进行同轴度校正,加工过程中工件的外径及长度尺寸还需要用量具进行测量等工作。用台钻车削加工装置在台钻上加工上述工件,工件的装夹不需要进行同轴度的校正,加工过程中也不需要用量具进行测量工件。因此,大大地减少了工件的加工时间。经过对比,用台钻车削加工装置在台钻上加工图1所示工件,比用普通车床加工,效率提高26%。如果台钻的钻夹头改为快换钻夹头,工件装拆更快,加工效率会更高。
四、台钻车削加工装置的特点及应用场合
台钻车削加工装置的特点是结构简单、制作容易,加工工件操作简易、效率高,工件同轴度高,扩大了台钻的使用功能。虽然台钻车削加工装置比普通车床加工效率高,但也有不足之处:一是工件外径尺寸精度主要是依靠加工前的调整,要进行多次调整才能达到精度要求;二是加工过程中工件与定位孔之间有摩擦,要加注润滑油;三是工件的进给量由操作者操作钻床进给手柄控制,工件的表面粗糙度不容易控制等。因此,台钻车削加工装置也用于加工直径小于Φ10mm,而且外径尺寸精度要求不高的阶梯形工件,特别是用于加工普通车床不便于加工的直径尺寸较小的阶梯形工件时,它能发挥较好的作用。
(作者单位:广西工业技师学院)endprint
