端面驱动卡盘顶紧力分析
2021-10-26冯小庭刘宏利刘明玺
冯小庭,刘宏利,刘明玺
(西安铁路职业技术学院,陕西 西安 710026)
0 引言
与传统外圆夹持卡盘相比,端面驱动卡盘在轴类零件加工时,无需掉头、定位精度高,高速切削时没有离心力失效的问题,受到了广泛的应用。顶紧力过大,容易增加机床负荷,造成工件弯曲变形;顶紧力过小容易造成工件脱落等安全事故,因此对端面驱动卡盘顶紧力研究有着现实的意义。
大量文献对端面驱动卡盘设计以及运动做了大量分析研究[1-2]。邹俊俊在CATIA中对其工作状态进行了模拟与分析[3]。刘宏利等建立了端面驱动卡盘几何模型,并对卡盘夹紧运动进行了分析[4]。赵宏伟等建立了机床振动力学模型,为分析机床振动对顶紧力影响提供依据[5-6]。
本文根据切削力的经验公式对端面驱动卡盘进行顶紧力分析,获得了只计驱动销与工件摩擦力、考虑驱动销微量嵌入工件表面产生滑移抗力以及机床振动3种情况所需顶紧力;给出不同情况顶紧力计算公式,并对顶紧力进行实验验证。
1 端面驱动卡盘设计
卡盘工作原理如图1所示[3-4]。1)定位原理:卡盘采用卡盘顶尖10和尾座顶尖11进行定位,具有定位速度快、精度高的特点。2)夹紧驱动原理:驱动销9与尾座顶尖11实现零件轴向夹紧,其中驱动销提供端面驱动力。3)端面浮动找平原理:当驱动销9两侧不平时,在驱动销的推力作用下,旋转块8绕着连接轴7转动,带动驱动销往复运动,从而实现浮动找平。
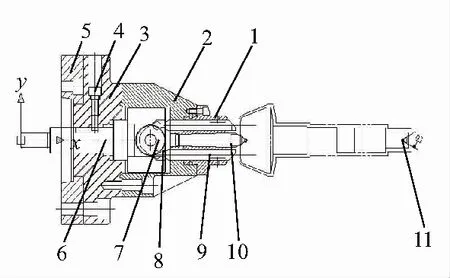
1—顶尖座;2—卡盘外壳;3—卡盘连接体;4—限位销;5—连接盘组成;6—推杆;7—连接轴;8—旋转块;9—驱动销;10—顶尖;11—车床尾座顶尖。
2 端面驱动卡盘所需顶紧力计算
车刀加工轴类零件受力如图2所示,FV为机床主切削力,FP为背向力,Ff为进刀抗力。
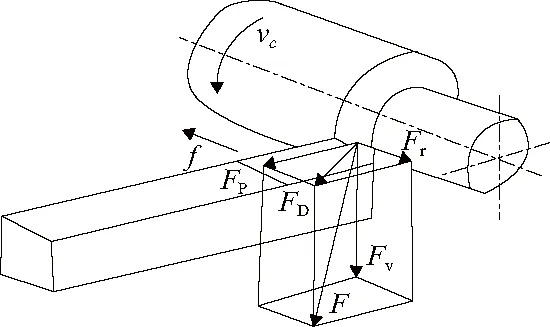
图2 轴类零件加工车刀受力示意图
机床主切削力FV、背向力FP可依据经验公式(1)来确定:
(1)
式中:CFz、xFz、yFz、λFz、KFz是与刀具切削相关的常数,可在机械加工工艺手册中查到[7]。
2.1 只计摩擦力所需顶紧力计算
在切削加工过程中,必须有驱动力产生的力矩大于等于切削力矩,取极限值驱动力矩等于切削力矩,将公式(1)中Fz值带入式(2),则可计算出单驱动销驱动力FD。
(2)
式中:R为刀具距零件回转中心半径;n为驱动销的个数;RD为驱动销距回转中心的半径。
由图2可知卡盘驱动销对工件有两个方向作用力,即竖直方向驱动力FD以及与它垂直方向背向力FP,其合力FM可表示为式(3)。
(3)
假设卡盘的输出功率完全由摩擦力产生,可靠工作时,顶紧力F必须满足公式(4)。为了公式简洁,未带入公式(1)中FV和FP具体值。
(4)
式中:μ为驱动销摩擦因数;N为安全系数。
由式(4)不难看出,只计端面摩擦力所需顶紧力比较大,式(4)适应于较短的轴类零件加工,或者硬度较高的零件,即其自身挠度变形较小的轴类零件。
2.2 驱动销微量嵌入工件表面顶紧力分析
只计摩擦力推出卡盘所需顶紧力过大,对于材质较软,挠度变形较大的长轴类零件不适用。在安全范围内,为最大限度地减少顶紧力,减少机床整体负荷,减少工件在夹紧力作用下弯曲变形,必须对驱动销微量嵌入工件表面产生滑移抗力加以分析[8]。驱动销在顶紧力作用下微量嵌入如图3所示。

图3 驱动销微量嵌入工件表面
驱动销嵌入工件表面产生的滑移抗力计算公式可借鉴刨床刨削加工主切削力公式(5)[9],亦可以遵循经验公式(6)。
FC1=τsaPf(1.4ξ+C)
(5)
式中:τs为材料剪切屈服点;ξ为材料应变。
(6)
工件滑移抗力方向总是与滑移方向相反,与约束反力方向相同,则工件不产生滑移的条件见公式(7)。将式(5)和式(6)分别带入式(7)可得驱动销微量嵌入所需顶紧力计算公式(8)和式(9)。
Fμ+nFC=nNFM
(7)
(8)
(9)
驱动销微量嵌入工件表面的深度与驱动销与工件的相对硬度有关,被加工材料材质较软时,采用上述计算公式可大幅降低工件所需顶紧力。
2.3 机床振动对顶紧力影响
机床在加工过程中,由于机床自身振动,容易使工件脱落,对工件顶紧力产生影响。为了保证工件顶紧稳定性,必须对机床振动加以分析,图4为机床颤振系统动力模型[5-6,10],公式(10)为机床振动微分方程,由图4中x和y几何关系,可得式(11)。

图4 机床颤振系统动力模型
mx″(t)+cx′(t)+kx(t)=fd(t)cos(β-α)
(10)
my″(t)+cy′(t)+ky(t)=fd(t)cos(β-α)cosα
(11)
由式(11)拉氏变换得式(12)。
(12)

(13)
根据控制工程原理可知,s=σ+iω,且σ=0是临界值,fd(t)=F(iwt),其中F(iwt)为Fz(iwt)和Fy(iwt)的合力,整理得振动振幅A如式(14)所示。
(14)
根据振动原理,振动偏离平衡位置最大时,速度为0,加速度a为最大值,由公式(11)、偏离平衡位置最大时瞬时力学方程式(15)[11],
mamax+A=fdcos(β-α)cosα
(15)
以及机床振动产生最大瞬时力Fmax=Mamax,推导出Fmax如式(16)所示。
(16)
式中M为工件质量。
当振动方向与工件刀具切削受力方向一致,此时所需约束反力最大,工件不滑移,驱动销所需顶紧力应满足式(17),将Fmax代入即可。
(17)
由上述计算可知,考虑机床振动时,所需顶紧力计算公式精度最高,计算出所需顶紧力最接近真实值。
3 实验验证顶紧力计算公式
3.1 实验方案
实验原理:通过车刀背吃刀量来增加对工件作用力,直至工件脱落,顶紧力失效[1-2]。
实验过程:实验采用长500mm,直径50mm,45钢长轴零件毛坯为实验材料。在单爪1 100 N顶紧力作用下,经测量,驱动销微量嵌入工件表面0.5mm。在转速3 000 r/min,进给量设置f=0.3mm/r,初次车削背吃刀量aP分别选1.00mm、1.04mm、1.08mm、1.12mm、1.16mm 5组数据;试验中每次车削的背吃刀量在前次数据基础上增加0.2mm,其余数据均不变,即第1组第2次背吃刀量aP=1.2mm,以此类推,直至顶紧力失效,工件脱落。
3.2 数据处理
记录工件脱落顶紧力失效时,背吃刀量aP值,将实验方案中相关数据代入公式(1)中,得到此种工况下切削力FV、背向力FP。将FV以及FP数值代入式(4)、式(8)、式(17)中得到3种不同工况所需顶紧力如图5所示,计算时安全系数N=1。

图5 3种不同工况所需顶紧力计算值
上述数据可知,只计摩擦力,不考虑微量嵌入和机床振动时,单爪驱动销所需顶紧力平均值2 120 N明显高于实际顶紧力1 100 N,符合实验预期。考虑微量嵌入,不考虑机床振动时,单爪驱动销所需顶紧力计算平均值为982 N,比实际顶紧力小108 N,符合理论推理。考虑机床振动时,计算单爪驱动销所需顶紧力平均值为1 120 N,与实际顶紧力1 100 N基本相同。经过大量加工检验以及查询相关规范,安全系数取N>1.7时,此公式可指导实际生产。
在实际加工中,被加工零件硬度大于驱动销硬度且机床振动不明显,则所需顶紧力可直接带入只计摩擦力公式,降低计算量。若被加工材料硬度小于驱动销且机床振动不明显,则带入考虑微量嵌入计算公式。机床有明显振动时,则带入考虑机床振动公式。
4 结语
本文通过理论分析计算,得到只计驱动销与工件摩擦力、考虑驱动销微量嵌入工件表面产生滑移抗力以及机床振动3种情况所需顶紧力计算公式;并对顶紧力进行实验验证。验证结果表明:当N>1.7时,公式可指导实际安全生产,对端面驱动卡盘顶紧力的预置有着现实的意义。但是力学模型的精度以及实验数据精确采集方面还存在不足,有待于后续研究中进一步探究。