高速精密数控冲床的发展现状及其综合性能评定方法
2021-10-26彭斌彬王向前刘宏振
彭斌彬,王向前,刘宏振
(南京理工大学 机械工程学院,江苏 南京 210094)
0 引言
高速精密数控冲床或者高速压力机是一种高效、精密的冲裁成型装备,广泛应用在电机定转子和变压器铁芯、空调热交换器翅片、电连接器、IC引线框架等零件(图1)的加工中。高速精密冲床从诞生到现在已有100多年的历史,美国亨利拉特公司于1910年设计并制造了世界上最早的高速压力机,当时冲压行程次数为200~300次/min(SPM)。

图1 高速精密冲床加工的零件
近年来,高速冲压技术不断向高速化、精密化和智能化方向发展,涌现出许多高速和超高速压力机。这些高速和超高速压力机的提法一般仅根据行程次数单一技术指标来定义,目前就如何划分高速压力机与普通压力机一直不是很明确。日本一些公司对600kN以下的小型精密压力机按行程次数分为4个等级:常速(<250SPM),次高速(250~400SPM),高速(400~1000SPM)和超高速(>1000SPM)[1]。中国锻压协会根据现代技术及发展趋势,考虑到高速压力机的行程次数目前最高已达4000SPM,认为按超高速(>1500SPM),真高速(800~1500SPM),准高速(250~800SPM)划分更为科学[2]。国内徐州锻压机床厂集团公司和济南铸造锻压机械研究所有限公司共同起草《闭式高速精密压力机技术条件》,按公称压力和滑块行程次数对高速冲床进行划分。对公称压力800kN以下的冲床,其行程次数超过400SPM称为高速压力机;对公称压力800~3150kN的冲床,其行程次数300SPM以上称为高速压力机;对公称压力3150~6300kN的冲床,其行程次数200SPM以上称为高速压力机;对公称压力6300kN以上的冲床,其行程次数100SPM以上称为高速压力机[3]。
为了科学评价高速机械压力机在不同平衡原理、不同结构参数下的惯性力平衡效果,赵升吨等[4]定义了一种表达惯性力敏感程度的惯性力因子,以此比较了国内外不同原理结构的高速压力机惯性力平衡效果的好坏。这一惯性力因子虽然不能直接评价高速压力机整机综合技术性能,只是评估了其动平衡效果,但是其也给出了一个重要的启发:惯性力、行程次数、滑块行程和冲压滑块质量等多参数相互耦合。因此,高速机械压力机的综合性能也需要多参数来进行评定。
另外,尽管小吨位高速精密压力机滑块行程次数已达到3000~4000次/min,但大吨位高速精密压力机主冲压滑块质量大导致其惯性力也很大,滑块行程次数达到500次/min时运行过程中不平衡现象明显增加,会出现剧烈晃动,并造成下死点动态性能恶化[5]。大吨位精密压力机每分钟的滑块行程次数要比小吨位压力机的滑块行程次数低得多,但制造的技术难度反而大大提高。很显然大吨位高速精密压力机比很多小吨位高速精密压力机综合性能高,如果只是简单根据滑块行程次数(SPM)单一技术指标来判断是不是高速压力机明显是不合适的。高速只是一个相对概念,必须结合其他技术参数加以划分,如何划分高速冲床和普通冲床各国还没有形成统一的标准。
高速精密冲床的下死点动态重复精度会随工作转速和环境温度的升高而向下漂移,导致冲压模具闭模高度的位置(下死点)不好确定。闭模高度偏高会形成过冲,模具易损坏且机身负载增大;闭模高度偏低又会造成冲裁力不够,冲压件的成型质量达不到要求而出现废品。因此下死点动态精度也是高速压力机的一个非常重要的技术参数,很多研究者对此开展了深入的研究[6-16]。不同吨位的高速冲床应用领域略有差异,一般来说大吨位(公称冲压力600kN以上)高速精密冲床用来加工变压器和电机定转子铁芯等精度相对低一点的冲压件,而小吨位(公称冲压力600kN以下)高速精密冲床用来加工电连接器和IC引线框架等高精密冲压件。因此各高速压力机制造企业在产品技术指标上很多时候不将下死点动态重复精度进行标注,而主要标注公称压力、行程和行程次数三个性能参数,外加装模高度调整值、工作台面以及动力参数等。
本研究主要聚焦在高速冲床的分类判定及大体性能的评定上,所以重点关注高速压力机公称压力、行程和行程次数三个参数。
1 国内外的高速压力机的发展现状
由于高速压力机是冲压行业的重要装备,国内外的许多企业都致力于其技术的研究。按机身结构不同,高速压力机分为开式和闭式两种。开式结构的机身通常拥有较大的喉深,能够加工更大尺寸的工件,多数开式压力机机身采用整体式设计,结构简单、造价低,但刚度也低,工作负载下易变形,加工精度低,模具寿命短。闭式结构的机身为封闭框架结构,能够保持很高加工精度。对大型闭式结构高速压力机而言,机身采用组合设计,不仅可以获得更高的承载能力,也便于机身零件的加工和运输。
按运动原理分类,主要包括曲柄滑块式和多杆式两种类型,极个别为正弦机构,亦称无连杆机构(例如精达开发的GC及GD系列高速压力机),本研究将正弦机构归于曲柄滑块式这类中。众多高速压力机中以曲柄滑块式的产品为主,已从单点、双点逐渐发展到三点、四点。目前国内大部分的高速压力机产品采用的是曲柄滑块结构,国外公司对多连杆机构进行了深入研究和实际应用,并各具特色。如Burderer公司BAST系列杠杆式机构,YAMADA DOBBY的NXT和MXM系列采用双连杆机构,Nidec-kyori的MACH系列、ANEX系列及其改进系列均采用多连杆结构。
另外高速压力机还可按其他方法划分,比如按主滑块支撑点数量分为单点式和双点式(或多点结构);按传动类型分为上传动和下传动两种结构,但目前上传动式压力机逐渐发展为主流。不同结构的高速压力机具有不同的结构特点,其性能上也略有差异。
高速精密冲床按机身结构及其所采用的主驱动机构总体可以分为开式曲柄滑块式、闭式曲柄滑块式、闭式多杆式三大类,机身是“C”型结构为开式,机身为封闭结构为闭式。本文据此对高速压力机进行划分,这三类高速压力机的产品外形大致如图2所示。

图2 不同结构的高速压力机
1.1 开式曲柄滑块式高速压力机
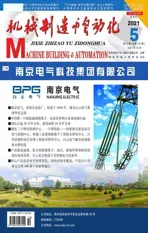
国外开式曲柄滑块高速压力机产品较少,该类产品主要集中在国内。国内除徐锻集团外,扬锻、扬力集团和宁波米斯克陆续推出了多款开式高速压力机系列产品。扬锻YHA系列(公称压力250~600kN,滑块行程30mm)采用肘杆弹簧平衡装置,其在公称压力250kN、滑块行程30mm时滑块行程次数达到800SPM,在相同行程、公称压力600kN时滑块行程次数达到600SPM。扬锻YKC系列吨位较大,在公称压力1600kN、滑块行程80mm时滑块行程次数达到200SPM。扬力的SHC-25在行程20mm时滑块行程次数达到了1000SPM;扬力的SHC-45在行程20mm时滑块行程次数达到了800SPM。宁波固安力GS系列公称压力为300~800kN,滑块行程在20~50mm之间,其中GS-30在滑块行程为20mm时滑块行程次数可达900SPM。
台湾地区开式高速压力机最具代表性的为瑛瑜Civic系列和振力C系列高速压力机,不仅涵盖了多个吨位与行程,而且行程次数能够达到1000SPM。瑛瑜Civic系列公称压力为250~450kN,其中250kN和450kN的高速压力机在20mm行程时滑块行程次数分别能够达到1200SPM和1000SPM,在40mm行程时依然能达到800SPM和700SPM。振力C系列(包含C、CP、CD三种不同型号)开式高速压力机的公称压力范围更广,从150kN至800kN并包含20~50mm多个行程。其中,CP为油压锁模,只需转动开关就可放开锁模调模,因此可以大幅减少调模的时间。CD为油压锁模+动态平衡,省力又可把噪声降至最低。C25T/CP25/CD25公称压力为250kN,在滑块行程20mm时行程次数达1000SPM。在800kN领域,其CP80/CD80型25mm行程时行程次数为600SPM,40mm时为400SPM。开式曲柄滑块高速压力产品主要技术性能参数见表1。
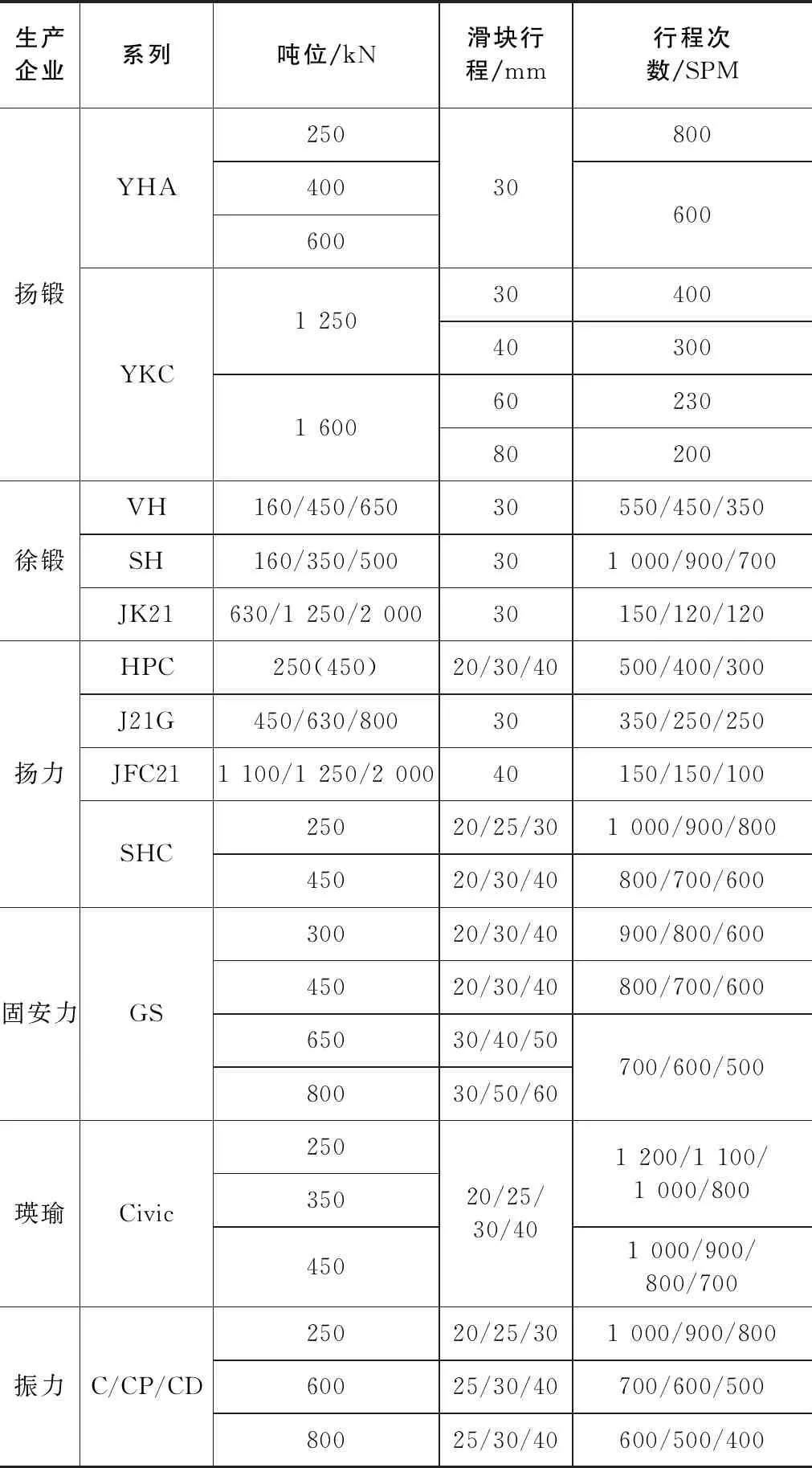
表1 开式曲柄滑块式高速压力机主要性能参数
1.2 闭式曲柄滑块式高速压力机
国外制造闭式曲柄滑块式高速压力机的企业主要有德国Schluer、美国Minster、日本AIDI、KYORI、Yamada-Dobby等,其产品的性能水平相当高。在这些企业所生产的高速压力机中,吨位最大的为Minster生产的E2HF型高速压力机,其公称压力达到5400kN,并有30mm、35mm和40mm三个行程系列,滑块行程次数达到225~300SPM。其蜂鸟(Hummingbird)系列HB2-60型550kN闭式双点超高速压力机,行程次数达到1600SPM,而随后开发的HB2-30型270kN闭式双点超高速压力机的行程次数进一步提高到2700SPM。日本票本铁工所引进瑞士ESSA技术制造的600kN高速压力机,最高行程次数达到1500SPM,主要用于集成电路引线框架、精密接插件和其他精密零件的冲压加工。日本能率制作所开发出行程次数达到3000SPM的小型高速压力机,在满负载时也能达到JIS标准的特级精度要求。
我国台湾地区的闭式曲柄滑块式高速压力机生产企业主要有瑛瑜、金丰、高将、振力等。瑛瑜Apex-30型闭式双点式高速压力机,在10mm行程时最大行程次数达到1400SPM。另外HD-450型最大公称压力为4500kN,最大行程次数可达到350SPM。在公称压力800kN的高速压力机产品中,高将的GH-80及瑛瑜的Apex-80最大行程次数可达到700~800SPM。振力的H125DB在滑块行程为25mm时滑块行程次数可以达到550SPM。
国内大陆地区最具有代表性的为扬锻研发的J76-80型闭式双点高速压力机,最大行程次数600SPM,主滑块下死点重复定位精度±0.02mm左右;J76-550型公称压力为5500kN,最大行程次数达到200SPM以上;J76-750型公称压力为7500kN,最大行程次数达到180SPM。徐锻集团于2006年完成国内首台3000kN闭式双点高速压力机的研制,形成公称压力为800~3000kN、行程次数150~450SPM的高速压力机制造能力,其JK36-800A型公称压力8000kN,最大行程次数达到80SPM左右。除此外,国内扬力、精达等多个企业也有众多闭式曲柄滑块式冲床型号。国内外主要高速压力机产品技术性能参数见表2。
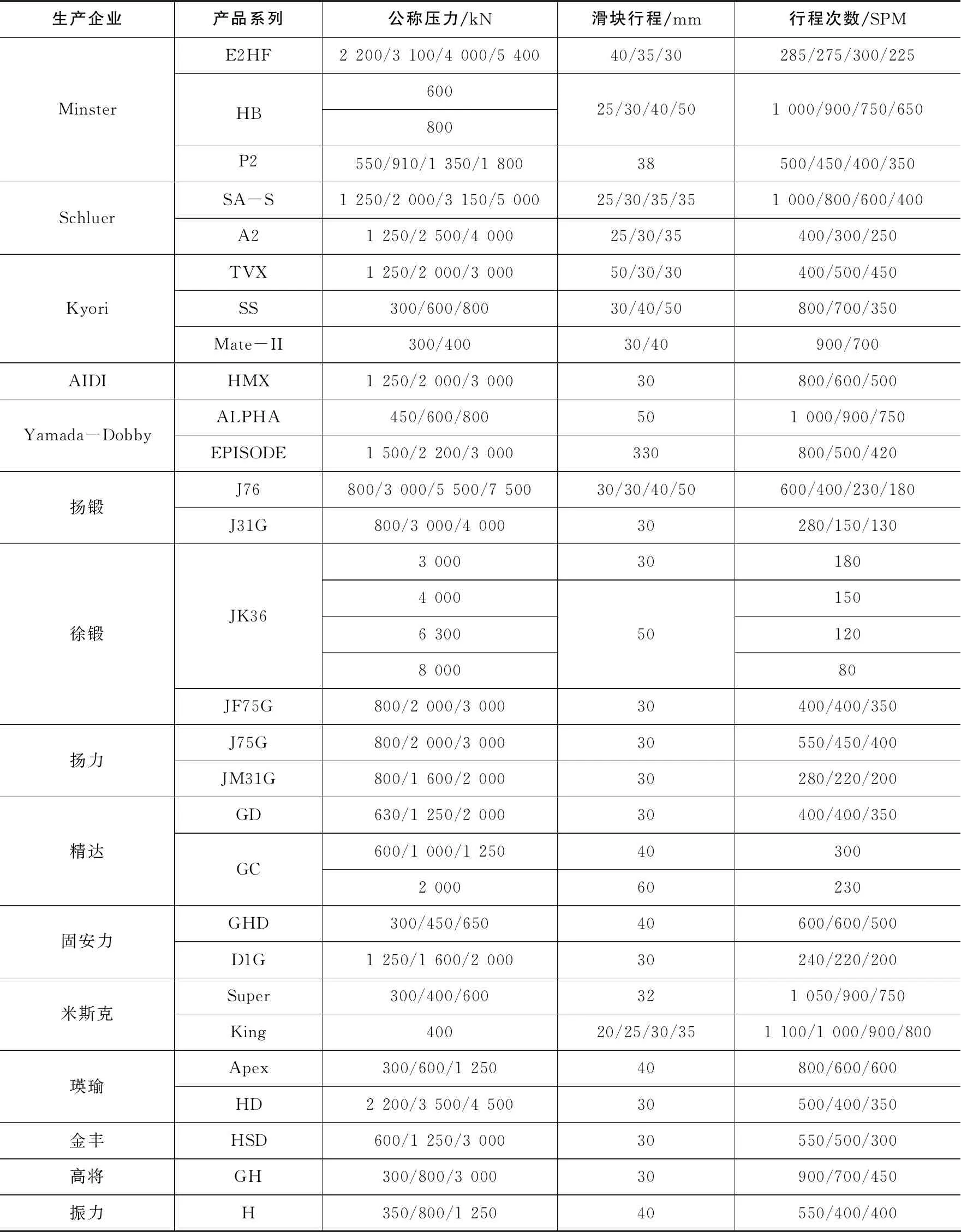
表2 闭式曲柄滑块式高速压力机主要性能参数
闭式曲柄滑块式高速压力机主要特征是机身为闭式结构且主驱动机构为曲柄滑块机构,平衡机构与主驱动机构相对独立。这类高速冲床最典型的结构如图3所示,机身为龙门闭式结构,两组曲柄滑块机构并接在曲轴和主冲压滑块之间,其动平衡机构是在与主滑块对称的180°位置上布置一个副滑块及曲柄连杆零件,抵消主冲压滑块所产生的惯性力,这是一种不完全动平衡机构。该机构的副滑块通过连杆直接与曲轴相连,导致曲轴的受力更加复杂,发热点变多,从而制约其冲压次数的提高。针对该问题,彭斌彬[17]提出了一种主被动复合驱动的髙速冲床机构,如图4所示,在机身上的摆杆一端通过副连杆连接平衡副滑块,另一端通过连杆连接主滑块,使副滑块的驱动方式由曲轴主动驱动变为摆杆被动驱动;该机构曲柄上曲拐数量由三个减为两个,受力点减少;曲轴结构更加简单,加工工艺性更好;通过摆杆机构,使得平衡机构的转动运动副由整周转运动改为一定幅度内的摆动,摩擦发热量减少,从而降低热变形并可提高机床的精度和使用寿命;周宇[18]对图4所示高速冲床机构进行了设计研究。另一种闭式曲柄滑块式高速冲压机构为偏心块式机构,如图5所示,该机构在曲轴偏心的相反方向设置偏心平衡块,该偏心平衡块主要用来平衡曲柄滑块部件所产生的惯性力矩,这也是一种不完全动平衡结构。从动平衡理论或者惯性力/力矩的数学模型来看,平移运动构件的惯性力和转动运动构件的惯性力矩分别是在动平衡理论模型的不同分量中描述或表达的,不可能在同一分量中出现并相互抵消,所以图5所示冲床机构的动平衡效果较差,冲压次数不宜过高,否则机器的振动会很大。
图3 闭式曲柄滑块式高速压力机及其机构简图
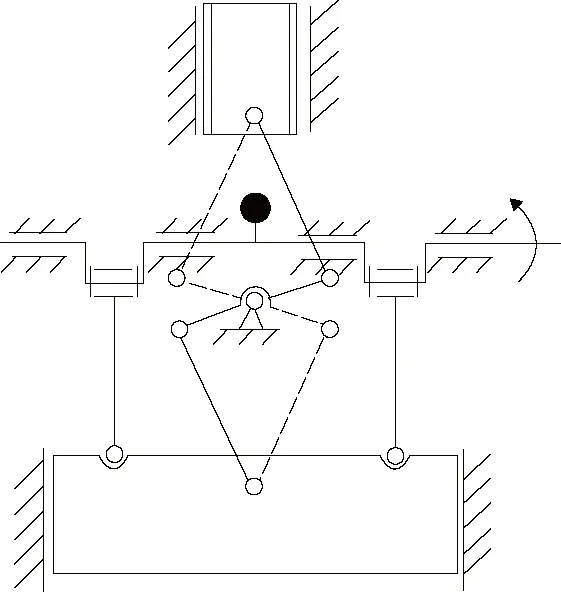
图4 复合驱动机构

图5 偏心块式机构
1.3 闭式多杆高速压力机
国外瑞士BURDERER的BSTA系列基本代表了闭式多杆高速压力机的最高水平,其吨位涵盖了180~2500kN,每一款机型均分为固定行程和可调行程两种模式,其中BSTA200-60/70型滑块行程次数最高可达到2000SPM,BSTA2500F-270型在滑块行程16mm时行程次数最高达到710SPM,下死点位置精度均可达±0.005mm。YAMADA DOBBY公司的NXT系列采用双连杆机构,公称压力为250~2000kN之间,公称压力800kN时滑块行程次数可达800SPM;MXM系列采用另一种多连杆驱动机构,滑块行程次数可达2000SPM,因侧向力过大,公称压力最大只有800kN。Nidec-kyori公司的闭式多杆高速压力机主要包括ANEX II、ANEX-H和FENIX等系列,ANEX II系列主要有300kN、400kN、600kN三个吨位,滑块行程次数分别能够达到1200SPM、1000SPM、750SPM。其中ANEX-H和FENIX是ANEX II系列的升级产品,滑块行程次数可提高到1500SPM。
台湾地区瑛瑜闭式多杆高速压力机APEX系列只有800kN、1250kN两个吨位,并且滑块行程为20~50mm,滑块行程次数在400~700SPM。高将的GL系列公称压力在300~3600kN,主要滑块行程为20~45mm,300kN滑块行程次数最高1000SPM,3600kN时则能达到300SPM。
大陆地区多杆高速压力机比较少,宁波精达CG系列公称压力在300~1250kN,滑块行程在20~36mm,滑块行程次数最高则能达到1200SPM,此型号压力机已能跻身国际先进水平。米斯克开发的Super系列多连杆高速压力机(公称压力300~600kN),用于微电子精密零件的高速冲压,其公称压力300kN、行程25mm时最高行程次数可达1050SPM。国内外闭式多杆高速压力机产品主要技术性能参数见表3。
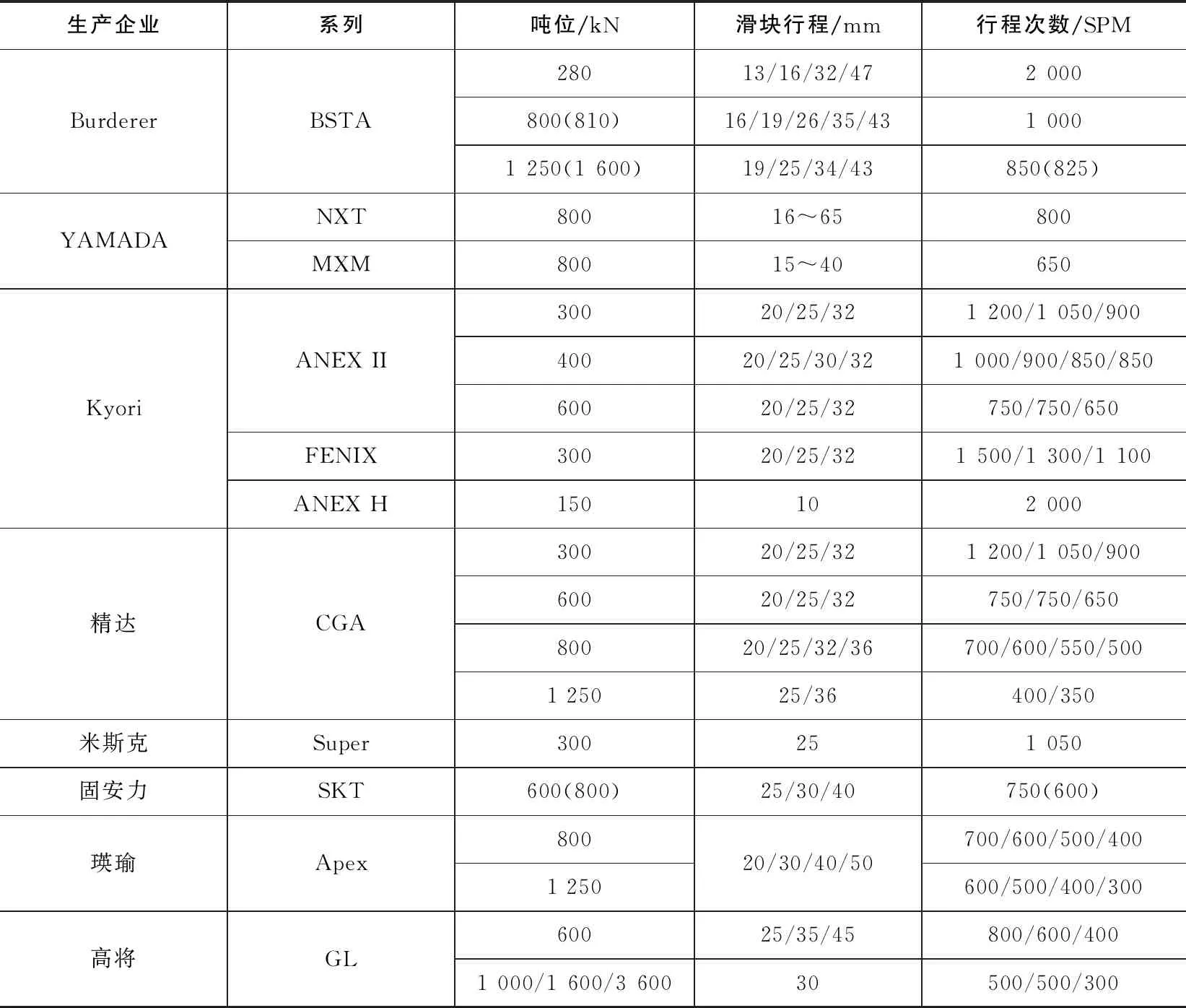
表3 闭式多杆高速压力机主要性能参数
装备的原始创新是以其原理机构的创新设计为基础,原理机构的创新设计水平基本代表国内外各高速冲床制造企业或研究者的装备创新能力。高速冲床根据其驱动机构与平衡机构是否独立又可分为两类:驱动机构和平衡机构相对独立的冲床机构、驱动和平衡一体化的冲床机构。当驱动机构与平衡机构相对独立时多杆高速冲床机构的设计相对容易一些,因此很多企业采用该类机构方案。
日本KYORI的ANEX系列和台湾地区高将的GL系列均采用驱动和平衡相对独立的如图6所示冲床机构,该机构两侧对称且上下对称(不考虑杆长和主、副滑块的宽度),左右对称可以减轻曲轴上的负荷,上下对称可以利用上滑块的惯性力来平衡下面冲压滑块的惯性力。

图6 GL系列的机构简图
日本Yamada-Dobby高速冲床采用如图7所示的机构,NXT系列冲床机构由曲柄滑块机构、菱形机构和对称肘杆机构串联而成(图7(b)),可改善惯性力等因素带来的机构左右不平衡问题,提高了抗偏载能力,从而提高下死点动态精度及机构的稳定性;其另一种多连杆机型为MXM系列(图7(d)),采用双连杆机构保证左右两侧杆件运动的对称性[19]。这两种机构在主驱动机构外都有单独的平衡机构来平衡主冲压滑块的惯性力。

图7 YAMADA DOBBY 高速冲床机构原理图
瑞士BRUDERER的BSTA系列采用如图8所示机构,得益于独特的杠杆系统,冲压滑块所承受的负载不是全部直接作用在曲轴上,而是同时也分解到机身不同的部位。这种载荷分配系统以及非常小的轴承间隙和高效的润滑系统是BRUDERER冲床获得极长寿命和极高精度的关键;另外其动平衡机构设计非常巧妙,利用左右两侧摆动块运动相位的不完全对称可将曲轴和连杆大头引起的惯性力矩进行平衡,使得整个冲压机构可以实现惯性力/力矩的完美平衡。凭着在该高速冲压机构的创新和其本身强大的设计能力,BRUDERER生产的高档高速精密数控冲床一直是业界的王者,牢牢占据引线框架加工的高速精密冲床市场。
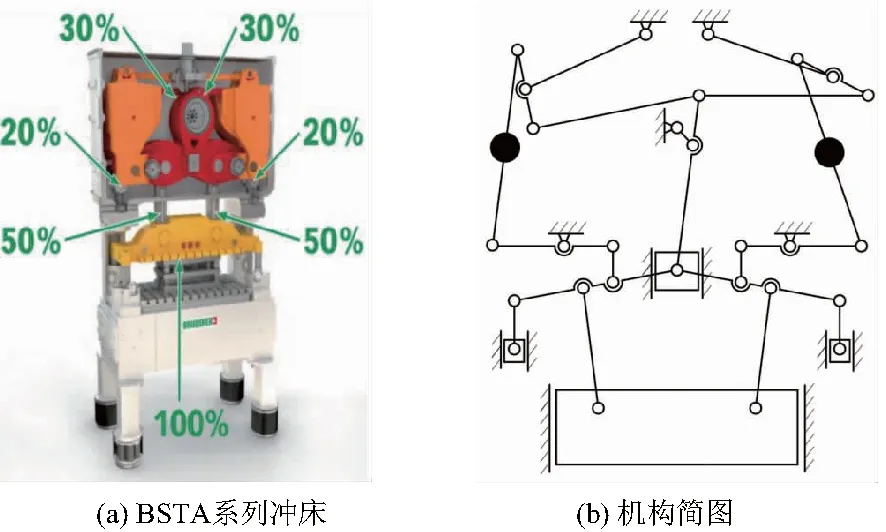
图8 对称杠杆式高速冲床机构
日本AIDA公司的一款高速压力机采用如图9(a)所示的平衡摆块式冲床机构,其平衡机构为杠杆方式,杠杆的一端接在高速压力机驱动机构往复运动的铰接点上,杠杆的另一端连接一个一定质量的平衡摆块,杠杆的支点固定在机身上。工作时,平衡摆块的摆动方向和滑块的运动方向相反,从而起到平衡惯性力的作用。AIDA公司另一款高速压力机的工作原理如图9(b)所示,该高速压力机除了配置平衡副滑块外,左右两侧各有一个行程调节装置(通过上下调节支点的位置从而改变滑块上、下死点位置);此外由于采用了合理的多杆传动机构,使得该高速压力机还具有比较好的低速锻冲急回特性[20]。

图9 AIDA公司的高速冲床机构
陈浩等[21]发明了一种如图10所示高速冲床机构,该机构利用左右两侧的平衡块最大程度上平衡了主冲压滑块的惯性力,左右对称多杆机构不仅具有明显的增力效果,同时减小了冲压滑块与导轨的磨损。
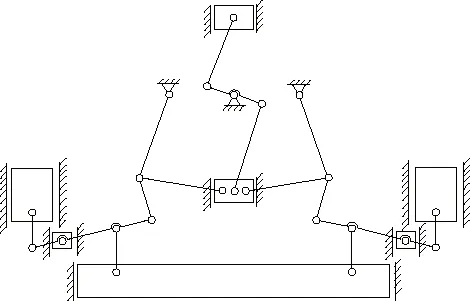
图10 高速冲床机构
上述多杆冲床机构将平衡机构与驱动机构相分开,因此主驱动机构和动平衡机构可以单独进行设计。与此不同的是,台湾地区瑛瑜Pirica HK-45系列高速精密压力机采用传动机构和平衡机构一体化的设计方案,其机构原理如图11所示。该高速压力机有两个相互对称的二点式双肘节机构,机构的动平衡主要靠左右两侧L形连杆配重来实现,同时L形连杆也是主传动构件,实现了传动机构和平衡机构的一体化设计,因此整体结构比较紧凑。
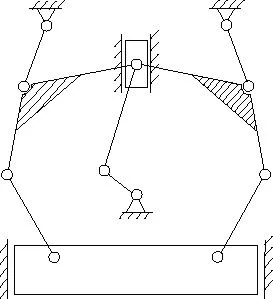
图11 双肘节平衡机构
彭斌彬等[22]也提出多种驱动与平衡一体化的多杆高速冲床机构,如图12所示。图12 (a)所示的该多杆冲床机构的平衡机构和驱动机构是一体化的,降低了机构的复杂性;对称式的杠杆结构布置可有效提高冲床在冲压过程中的抗偏载能力,提高冲裁精度。如图12 (b)所示[23],该机构利用双杠杆原理巧妙地将主滑块受到的冲裁力进行了分解,避免其直接作用在曲轴上,提高了机床的结构刚度,该机构通过局部的结构调整还可实现下死点动态精度的补偿。如图12 (c)所示[24],该机构主、副滑块的运动方向相反,可对竖直方向的惯性力进行平衡;该高速冲床采用双肘杆式结构,冲裁力不是完全直接作用到曲轴上,可有效地减小曲柄承受的转矩;利用两侧的水平调节滑块,可以补偿下死点动态精度的漂移量。如图12 (d)所示[25],两条对称运动支链中的连杆都采用平行四边形结构,这种结构方案能够确保多杆高速冲床在冲压的过程中主滑块始终保持水平姿态,通过机构的设计消除了除上下往复运动外主滑块的其他运动自由度,主滑块不存在翻转或水平移动的可能性,当主滑块承受偏载冲力时,能够通过平行四边形的连杆机构,将大部分的载荷传递到机身上;以该专利机构为基础,胡峰峰等[26-29]和LI Y J等[30]对该冲床机构的精度和动平衡等问题进行了深入研究。该团队也研制出国内首台完全具有自主知识产权的闭式多杆超高速精密数控冲床产品样机(公称压力600kN,滑块行程为20mm,行程次数1000次/min,下死点动态精度为±0.01 mm),如图13所示。
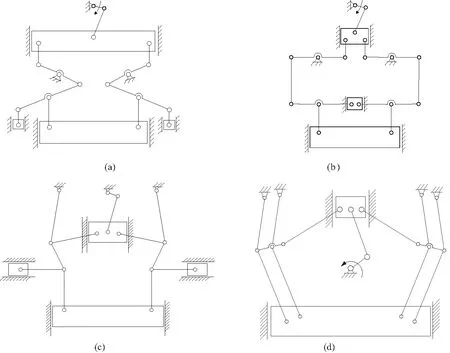
图12 驱动机构与平衡机构一体化机构

图13 闭式多杆超高速精密数控冲床产品样机
国内开展高速精密冲压机构创新设计的研究者还有南京航空航天大学的吴洪涛教授等[31-32]、西安交通大学的赵升吨教授等[33-34]所领导的科研团队以及本项目申请团队。国内其他学者或企业研究人员对高速精密冲床的研究主要关注在零件成型工艺与模具设计及制造上,而对高速冲压机构构型设计关注较少。
2 综合性能评价方法
对于包含众多技术性能参数的高速压力机来说,确定其综合性能评价指标,需要考虑各参数间相互制约关系。总体来说,随着高速压力机所能提供的公称压力的提高,高速压力机的每分钟行程次数呈降低的趋势,而且下降速度要比普通压力机快得多。考虑到高速压力机性能除与滑块行程次数有关外,还和公称压力及滑块行程有关,评价高速压力机不能简单只用滑块行程次数来衡量,需要综合考虑公称压力和滑块行程等性能参数。
2.1 评价指标
行业中为评价产品质量高低与好坏,均以专业的技术参数或者制定的国家标准加以评判。例如,高速主轴以Dn值(即主轴轴承的平均直径D与主轴的极限转速n的乘积)的大小来评价其整体性能的高低,并通过Dn值来定义与区分高速和低速。对于高速精密压力机来说,一般关注的几个主要评价指标为公称压力、行程次数、行程以及下死点动态精度。由于下死点的动态精度是高速压力机的一个相对独立的综合性能参数,而公称压力、滑块行程次数、滑块行程三者之间存在相互约束的关系,可参照Dn值提出高速压力机的综合性能评价指标K0,定义其为公称压力A(kN)、滑块行程次数S(次/min)、滑块行程L(mm)三者的乘积,即
K0=A·L·S
(1)
另外对于某一高速压力机而言,根据动平衡理论,滑块受到的惯性力与转速次数(压力机主要为曲柄转速)之间存在着一一对应关系,且前者与后者平方成正比关系[5]。因此计算综合评价指标时对公称压力A、滑块行程L二者乘积做开方处理,基于此提出综合评价指标的第二计算公式
(2)
公式(1)仅限于根据经验和数据计算所作出的初步判断,公式(2)则依据动平衡理论惯性力与转速次数之间的二次方关系而得到的。因此从理论的角度公式(2)可能更加符合描述评价指标。下面根据闭式曲柄滑块式高速压力机的参数,选取12组数据分别按公式(1)、公式(2)计算综合评价指标K0、K的值,如表4所示。

表4 综合性能评价指标K0和K对比
从表4中可以看出,如组II与组XII、组V与组XI,随着公称压力增加,K0值也愈来愈大,虽在同一数量级,但相差很大无比较性可言,甚至可以得出决定K0大小的主要因素就是公称压力的结论,因为公称压力变化要大于滑块行程及其行程次数变化,这显然无法做到统一比较;而反观K值,不仅在同一数量级,而且大小吨位均可比较,数值大小与参数相关,更能体现“综合评价”这一核心概念。因此初步断定采用K值作为高速压力机的综合评价指标比较合适。
2.2 国内外各型号高速冲床的综合性能对比分析
统计目前国内外具有代表性厂家的各个系列的高速冲床参数,按压力机结构不同分为闭式曲柄滑块式、闭式多杆式和开式曲柄滑块式三类。按式(1)、式(2)分别计算其综合评价值,并探究相关规律,其结果分别以直方图表示,如图14-图16所示(本刊黑白印刷,相关疑问咨询作者)。规定:所有压力机按厂家、型号、公称压力、行程转速、行程大小排序,同一公称压力的综合评价值只取其中的最大值,另外由于各型号各系列高速压力机参数不一,选取的高速压力机的滑块行程<50mm。

图14 闭式曲柄滑块式高速冲床综合评价K0、K值的直方图对比

图15 闭式多杆式高速冲床综合评价K0、K值的直方图对比
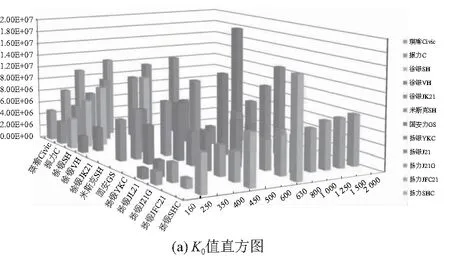
图16 开式曲柄滑块式高速冲床综合评价K0、K值的直方图对比
从图14-图16中可以看出,闭式曲柄高速压力机的制造企业最多,分布在全球各地;多杆在大陆地区比较少,日本、欧美和台湾地区居多;开式则主要在国内大陆地区和台湾地区。但不管以何种方式计算,闭式曲柄滑块式和多杆高速压力机的国内整体水平不如国外,台湾地区高于国内大陆地区;开式高速冲床台湾地区和国内大陆地区的相比几乎不分上下。图14(a)、图15(a)和图16(a)表明,由K0公式(1)计算的评价指标值呈递增趋势,数量级在10×108以上,而且大吨位与小吨位相比相差很大,基本上可以得出吨位愈大K0值愈大。图14(b)、图15(b)和图16(b)表明计算的K值起伏变化不大,数量级只有10×106,与吨位大小、行程次数等单个参数的关联度不是很大,而是由多参数共同确定的。因此可以认为以K值作为高速压力机的综合评价指标比较合理。
闭式曲柄滑块式高速压力机领域,国外整体水平比较突出的有明斯特、舒勒、YAMADA三家,其不仅吨位、型号齐全,而且相同公称压力的K值与其他相比都要大。国内大陆地区除扬锻和精达有个别产品性能比较好,其余厂商的产品性能相差不大。
图16(b)中开式高速压力机只有国内大陆地区及台湾地区几家,受制于结构,K值比较小,基本都在1×105以下,且整体水平变化比较平稳。同时对比图14(b)、图15(b)和图16(b),也可以看出各公司主要产品及优势所在。图15(b)中,Burderer的BAST系列代表了多杆高速压力机的最高水平,台湾地区的高将水平稍高。
再通过对图14-图16中的柱状图做平面投影,以公称压力为横坐标分别对应得到各个厂家K0、K值的二维折线图,可以更加清晰直观分析K0、K值变化情况,如图17-图19所示。
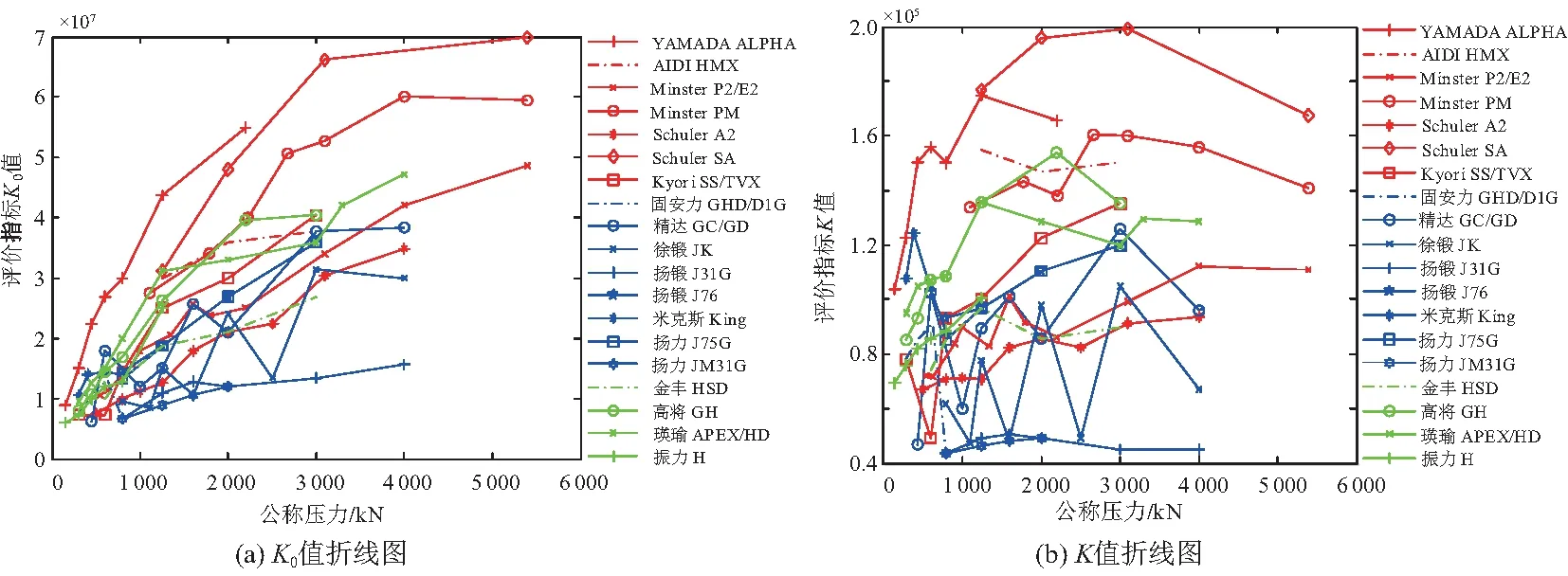
图17 闭式曲柄滑块式高速冲床综合评价K0、K值的折线图对比
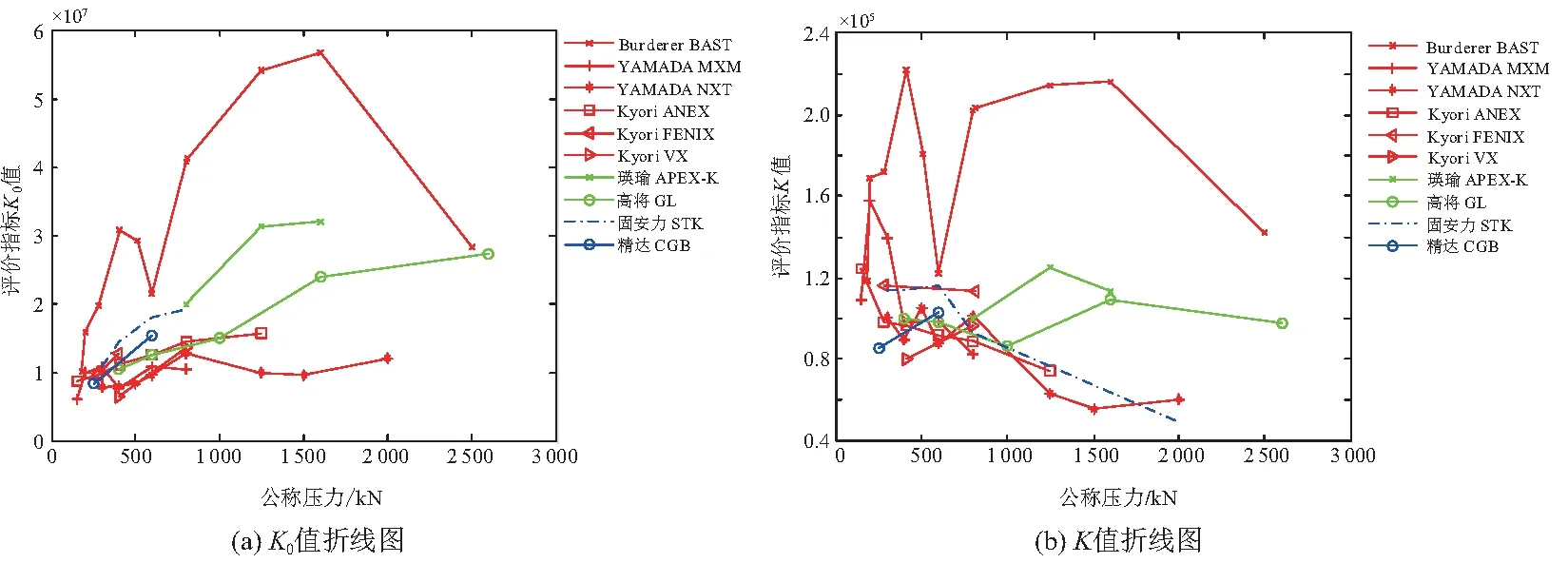
图18 闭式多杆高速冲床综合评价K0、K值的折线图对比

图19 开式曲柄滑块式高速冲床综合评价K0、K值的折线图对比
从图17(a)中分析闭式曲柄滑块式高速压力机,随吨位增加,折线图呈递增趋势,其值变化从0.6×107到7×107,变化相差很大,是无法评判大吨位与小吨位高速压力机的水平高低;分析图17(b),折线变化趋于平缓层次比较分明,K值从0.4×105~2×105,且整体水平国外>台湾地区>国内大陆地区。图17(a)中2200kN以下,YAMADA DOBBY一直处于最高位置,更大吨位的则Minster和Schuler占据优势,而在图17(b)中依然是1250kN以下YAMADA DOBBY处于最高位置,而在1250kN和2000kN两个点处Schuler则高于YAMADA DOBBY。
多杆高速压力机的制造企业主要集中于国外,国内大陆地区只有固安力和精达的两个系列,共6个型号,台湾地区也只有瑛瑜和高将两家,两个系列共9个型号,闭式多杆高速压力机的折线图如图18所示。从图18可知,闭式多杆高速压力机整体水平最高的为Burderer的BAST系列高速冲床,K值遥遥领先。800kN以上,除Burderer外,其他K值变化趋于平缓。特别要说明的一点是,尽管Kyori的产品行程次数很高,但由于其滑块行程较小,因此其各产品K值与国内几家相比并无很大差别。可见,如果按照综合评价指标K值来评判高速压力机水平,尽管Kyori的高速压力机的速度最高但是其综合性能不是世界的最高水平。
从图18还可以看出,中国大陆地区有能力设计和制造闭式多杆高速压力机的企业(只有精达和固安力)非常少,且其所制造的产品规格很少,表明我国在该细分领域与国外存在巨大的差距。由于我国对高速冲压工艺和装备设计研究的起步时间比国外晚,高速精密数控冲床的设计能力和水平与国外先进水平相比存在较大差距。目前我国只能制造精度要求相对不高(下死点动态精度(在机床冲压滑块运行的最低位置)为±0.02mm左右)的大吨位高速精密数控冲床产品,满足变压器和电机定转子铁芯、空调热交换器翅片等冲压件的加工要求。因基础研发能力弱,没有掌握核心技术,我国还不能制造小吨位高精度的高速精密数控冲床产品,国外企业完全垄断了小吨位高精度高速冲床这一细分市场。正是由于较大的技术壁垒存在,国外企业可以攫取高额的利润(加工IC引线框架的高速精密冲床单台售价超过400万人民币),而国内企业只能占据低利润的大吨位高速精密冲床市场(每台售价才几十万人民币)。因此,突破高速精密冲床的相关基础核心技术,开发具有自主知识产权的小吨位高速精密数控冲床装备,满足电力、电子等高科技领域需求,对保障经济和国防安全具有重要的意义。
开式曲柄滑块式高速压力机的折线图如图19所示,K值比闭式结构都要小。由于开式曲柄滑块式高速压力机的结构刚性相对来说差一些,所以从整体性能上也差一些,这是符合基本规律的。公称压力低于800kN可以根据折线分为高低两部分。水平较高者为瑛瑜Civic系列、徐锻SH系列、振力C系列、扬力SHC系列、米斯克SH系列及固安力GS系列。公称压力高于800kN水平高低依次为扬锻YKC系列、扬力JFC21系列。
3 结语
本文主要对目前国内外高速精密压力机主要的技术性能参数做了统计分析,并建立了基于公称压力A、滑块行程次数S及滑块行程L的高速压力机性能评价指标K,以此作为高速压力机的性能综合评价指标。指标K值越大表示压力机的综合性能越高,弥补了单以滑块行程次数高低评判高速压力机性能好坏的不足。可得出以下结论:

2) 为避免只从行程次数的大小来定义高速机械压力机性能高低的缺陷,可以依据K值大小区分高速压力机与其他普通型压力机。对于闭式高速压力机K值应>0.8×105(包括闭式多杆),开式高速压力机K值应>0.4×105。
3) 通过K值计算可知,闭式压力机领域,整体上国外的水平最高,大陆地区最低,台湾地区稍高于大陆地区,且与国外水平差距很大;开式压力机领域,600kN以下小吨位高速压力机,台湾地区水平稍高于大陆地区;800kN以上吨位则国内扬锻水平稍高,但扬力吨位1600kN和2000kN开式压力机无有能与之相比者。
4) 由于结构上的区别,压力机性能指标值为闭式>开式,具体为闭式曲柄滑块式>闭式多杆>开式曲柄滑块式。从总体水平上排序,闭式曲柄滑块式领域:Schuler >YAMADA>Minster>AIDI>高将>Kyori>瑛瑜>米斯克>精达>扬锻>扬力>徐锻>振力>金丰>固安力。闭式多杆领域:Burderer>YAMADA>Kyori>瑛瑜>固安力>高将>精达。开式领域:瑛瑜>扬力>固安力> 徐锻>振力>米斯克>扬锻。综上也可得到高速压力机整体性能结论为:欧美>日本>台湾地区>大陆地区。这与目前行业公认结果也是一致的。
5) 同一系列的高速冲床的K值折线变化是趋于水平稳定的,这表明高速冲床的技术性能参数的设计是有一定规律的。高速冲床的各主要技术性能参数之间存在着约束关系,对它们的确定具有借鉴意义。
6) 在高速精密数控冲床的原理机构设计方面,多数企业采用曲柄滑块机构,但也有少数企业采用多杆机构。因结构相对简单且动平衡设计难度不大,曲柄滑块机构适用于大中小各种吨位的高速压力机。多杆机构的动平衡效果更好,但结构复杂且设计难度大,主要用于小吨位的高速压力机。