一种动力电池模组自动移载设备开发设计
2021-09-26李玥锌刘振国郝瑞超高士浩郭小凡
李玥锌 刘振国 郝瑞超 高士浩 郭小凡







摘要:本文设计了一种动力锂电池模组自动移载机构,介绍了自动移载机构的结构组成,气缸和直线滑台的选型过程,以西门子PLC为核心,采用扫码器、光电传感器、气缸和伺服电机完成对电池模组的自动移载动作控制。本文的自动移载机构在实际使用过程中通用性强,可靠性高,提高了动力锂电池模组生产线的生产效率,其开发过程为其他领域的自动移载系统设计提供了借鉴意义。
关键词:自动移载;锂电池;机械手爪;PLC控制
中图分类号:TM911.11 文献标识码:A 文章编号:1674-957X(2021)16-0202-05
0 引言
新能源汽车动力电池的生产过程主要分为三大工艺段:单体电芯制备(Cell)、电芯成组(Module)、电芯总装(Pack)。近年来,国内动力电池模组段生产工艺的自动化、信息化、智能化水平大幅提升,精密装配、自动拧紧、物料配送等共性技术得到了广泛应用。本文着眼于电池模组段共性的电芯上下料工艺需求,开发一种可覆盖工装载具、输送线和专用工艺设备三个物料站点的自动移载设备。
本文提出的电池模组自动移载设备自动化程度高、通用性强,并且详细介绍了该移载设备的结构设计、元件选型和电控系统设计的全过程,解决了非标自动移载,设计过程中缺乏系统、全面的设计参考文献的问题。该自动移载设备来源于工程实际,根据生产工艺要求,移载设备需要将电池模组从工装载具中移载至步进线上。其中,每个工装载具中放置三个电池模组,工装载具通过辊筒线输送,步进线每次前进两个工位。本文拟定的开发步骤如下:
①根据设计输入要求,进行总体方案设计。
②进行分析计算,机械结构与控制系统细化设计。
③输出工程图纸文件和BOM清单。
④物料下发采购、加工制造。
⑤装配初调。
⑥现场终调,撰写设备技术文档。
1 系统总体方案设计
本系统主要将电池模组从辊筒线工装载具移至步进线的定位工装内,根据生产要求及输送线布局,采用跨线体桁架机械手形式的自动移载机构,其总体布局如图1所示。
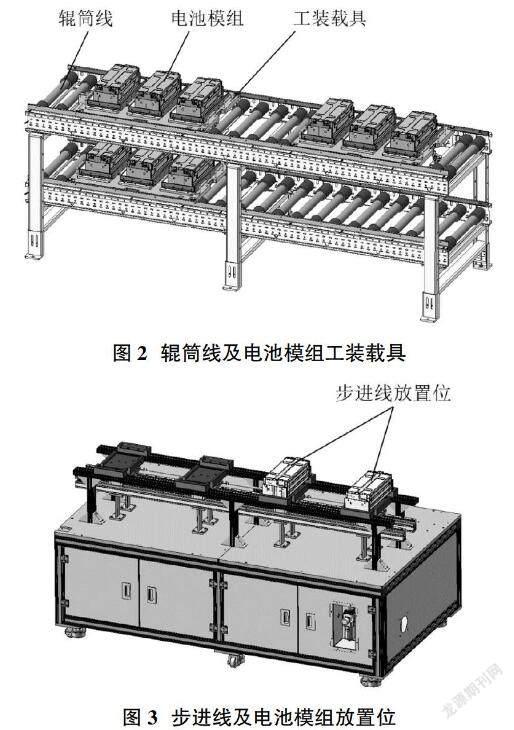
辊筒输送线及工装载具如图2所示,工装载具上放置三個模组,电池模组的长为355mm,宽为151mm,高度为108mm,重量为12kg。如图3所示的步进线,每次动作将两个模组运送到下一工位。因此,设计移载机构机械手每次抓取三个模组,先将两个模组放置于步进线上,另一个放置于缓存工位;再从下一个工装载具上抓取三个模组,其中两个先放置在步进线上,另一个放置在缓存工位;然后机械手再抓取缓存工位的两个模组移载至步进线上,由此完成一次自动移载作业。
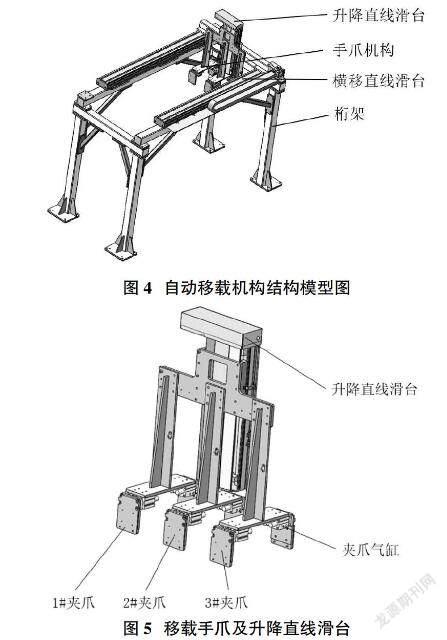
如图4所示的自动移载机构,包括桁架、横移直线滑台、升降直线滑台和手爪机构。其中手爪机构包括三个夹爪,同时在工装载具中抓取三个模组,1#和3#夹爪的模组放置在步进线上,2#夹爪的模组放置在缓存工位上,如图5所示。
本文的模组自动移载机构动作流程如图6所示。
2 气动系统设计
本文的自动移载机构的手爪机构包括三个夹爪,每个夹爪通过两个气缸作用加紧模组两侧。为防止金属与电池模组直接接触发生短路并损伤模组表面,夹爪内侧采用低硬度聚氨酯板与模组端面接触,同时增大手爪加紧时的摩擦力。模组端面材质为铝合金,参考性质相似非金属材料的静摩擦系数,设定低硬度聚氨酯板与模组端面的静摩擦系数为μ=0.3,模组质量为m=11kg,模组提升时单侧所需压力为:
考虑自动移载手爪运动过程中的运动情况,取夹爪气缸加紧力的安全系数为δ=1.5,故气缸的理论输出力为:
根据本文夹爪气缸的功能及安装位置,充分考虑结构刚性及手爪减重,选择SMC的薄型带导杆气缸MGP系列。作业车间给定的气缸工作时的压缩空气的压力为0.5~0.7MPa,保证手爪使用安全可靠,取气压下限值0.5MPa。查阅SMC气缸选型手册,选择缸径为32mm的气缸,其气缸杆伸出和收回的理论输出力分别为402N和325N,满足抓取模组所需的理论输出力。根据实际工作空间,气缸行程25mm可以满足使用要求,由此确定夹爪气缸的型号为MGPM32-25Z-M9BL。
本文的自动移载机构手爪在实际使用过程中,需具备断电保持功能,防止模组掉落,且夹爪气缸为双作用缸,所以选择三位五通电磁阀,品牌型号为SMC的中泄阀SY7420-5GZ-02。气缸无杆一侧采用调速阀AS2201F-01-06SA,无杆一侧采用单向阀调速阀ASP330F-01-06S。气动原理图如图7所示。
3 直线滑台及电机选型
本文自动移载手爪的横移和升降运动依靠直线滑台搭配伺服电机进行控制,下面分别对升降直线滑台及电机和横移直线滑台及电机的选型进行介绍。
3.1 移载手爪升降机构设计
升降直线滑台采用竖直安装形式,其负载为三个电池模组以及手爪机构,其中,手爪机构包括六个夹爪气缸和若干机加件,夹爪气缸MGPM32-25Z-M9BL经查SMC手册可知质量为1.41kg。为减轻手爪重量,机加零件的材质采用铝合金6061,三维设计完成后通过SolidWorks软件质量属性功能,计算出机加零件总质量为15kg。手爪装配所需的螺钉、气管等附件质量大约为3kg。故:
手爪机构的总质量=电池模组质量*3+夹爪气缸质量*6+机加零件质量+附件质量=11*3+1.41*6+15+3=59.46≈60kg。取安全系数η=1.5,则升降直线滑台理论负载为90kg。
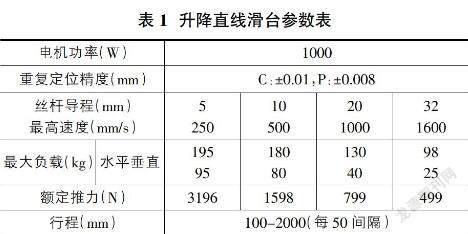
根据模组高度和手爪夹取位置确定升降直线滑台的行程为250mm,重复定位精度±0.01mm。查阅直线滑台选型手册可知本文升降滑台的型号为MF22C05-250,其竖直安装最大负载为95kg,所配标准电机功率为1000W,具体参数如表1所示。
3.2 移载手爪横移机构设计
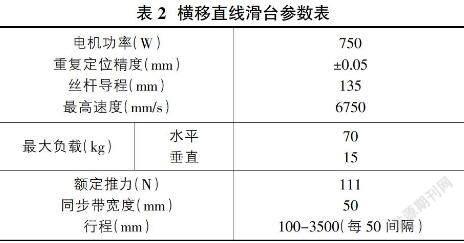
横移直线滑台的负载为手爪机构和升降直线滑台组件,已知手爪机构的总质量为60kg,查阅直线滑台选型手册可知升降直线滑台及附件总质量为30kg,取安全系数η=1.5,则横移直线滑台理论负载为(60+30)*1.5=105kg。根据辊筒线和步进线的摆放位置,模组从辊筒线工装载具到步进线上料工位的距离为1200mm,故选择横移直线模组的行程为1500mm。考虑横移直线滑台负载及运动过程的稳定性,选择用两个直线滑台完成移载手爪的横移运动,如图8所示,其中一个直线滑台上安装伺服电机动力源,另一个为从动件,起到导向和支撑作用。查阅选型手册,选择横移直线滑台的型号为MD17C135-1500,其重复定位精度为±0.05mm,所配标准电机功率为750W,水平安装最大负载为70kg,两台的负载为140kg,满足使用要求,其基本参数如表2所示。
4 电控系统设计
本设计所选用的PLC控制器为西门子ET200SP系列 1512SP-1 PN型号PLC,此PLC的特点是集成了分布式I/O ET200SP模块,为西门子1500系列PLC提供了良好的扩展功能,适用于构建控制设备数量多,控制点分散,通信距离远的自动化控制系统。本设计采用西门子V90伺服控制器驱动电机来实现动力电池模组自动移载机构在X轴方向的横移运动和垂直方向的Z轴运动。在TIA Portal中可对PLC、V90伺服控制器组态和参数的配置,其通讯方式采用西门子111报文进行通讯。在编写程序时只需调用FB284程序塊即可。系统网络结构图如图8所示。
模组移载控制程序可分为“自动控制模式”和“手动控制模式”。自动控制模式在工装板到达移载工位时,光电传感器检测到到位信号,移载机构自动进行模组移载动作。通过“手动控制模式”可手动操作模组移载机构进行“横移”“下降”“上升”等动作。手动控制界面如图9所示。
HMI画面的上部可对移载平移伺服,移载升降伺服,缓存台伺服电机的状态进行监控;中间部分为移载伺服电机操作按钮,下部为各气缸的操作按钮,如需手动操作三轴移载机构对线模组进行抓取,按钮点击步骤如下;取模组位置—模组抓取高度—气爪夹紧—移载上升—放模组位置—气爪松开。可在手动模式下将模组抓取放置到线体上。
5 机构开发设计效果
根据上述自动移载机构的设计流程,完成结构及控制系统设计、零部件加工及采购工作,在车间现场安装完成动力锂电池模组自动移载机构如图10所示。本文所述的自动移载机构调试完成后已投入正式生产,在使用过程中可靠性高,兼容性强,提高了电池模组的生产效率。
6 结论
本文对锂电池模组自动移载机构进行了机械结构和电气控制系统的设计,重点介绍了移载手爪气缸和直线滑台的选型过程,并通过PLC对移载机构进行控制,完成锂电池模组在工装载具、缓存台和步进线之间的周转。本设计在项目现场实施,能很好的适应工厂作业环境,且结构简单灵活,通用性强,可靠性高,稳定性好,大大提高了锂电池模组生产线的生产效率。本机构作为非标自动化领域的典型设计,其开发过程为其他领域的自动移载系统设计提供了借鉴意义。
参考文献:
[1]张鑫.我国新能源汽车的发展现状及前景探析[J].中国高新技术企业,2015(10):6-7.
[2]李绍炎.自动机与自动线[M].二版.北京:清华大学出版社,2015.
[3]张宁菊,赵美林.自动化生产线上下料装置的设计开发[J].机械工程与自动化,2019(5):135-138.
[4]王啸东.PLC控制系统设计方法解析[J].自动化与仪器仪表,2011(1):43-48.
[5]罗庚兴,宁玉珊.气动安装机械手的PLC控制[J].制造业自动化,2011,33(1):82-84.
