液压油缸同步升降控制
2021-09-10王超邹美兵
王超 邹美兵
摘要:液压油缸可以用于设备的上升、下降、加压和调整位置。此次论文是针对人造板行业预压机。我们使用插装阀、位移传感器和电气控制实现油缸同步上升下降。
Abstract: The hydraulic cylinder can be used to raise, lower, pressurize and adjust the position. This article mainly aims at the prepress machine of MDF industry. We use cartridge valve, displacement sensor and electrical control to realize the synchronous rise and fall of hydraulic cylinder.
关键词:液压油缸;位移传感器;PLC控制
Key words: hydraulic cylinder;displacement sensor;PLC control
中图分类号:U262.32+1 文献标识码:A 文章编号:1674-957X(2021)10-0094-02
1 绪论
1.1 课题背景和目的
本课题的背景是基于中密度纤维板生产线中的预压机上下层液压油缸升降控制。未改造前的控制方式液压同步效果满足不了同步要求。未改造前设备的情况是预压机升降控制使用时左右的油缸共用的同一组电磁阀,施加压力后纤维会有反弹,左右油缸高度不一致,毛坯板压制出来左右也会有高度差。通过单独的改变左右压力值来调整左右高度差效果不佳,还会造成电机过载。单纯的通过液压压力控制满足不了位置控制的要求。
1.2 国内外当前研究现状
目前国内外研究实现液压油缸同步的方式多种多样,总结归类的控制方法主要有以下几种。
1.2.1 第一种方法:机械硬性连接同步 该同步方式是将多个一样型号的油缸并联使用一组电磁阀控制。该方式在中密度纤维板生产显得多层热压机处有使用,热压机下方几组一样的油缸同时给油作用于下压板,下压板上升和加压。
1.2.2 第二种方法:节流阀控制同步 该方式是在管路上分别安装节流阀,调整节流阀,向两路油缸等量供油。该控制方式的精度受负载和机械连接强度影响。负载不均的情况下,两个油缸会出现损伤或者位置控制不一致。
1.2.3 第三种方法:单独压力补偿同步 两组油缸分别使用独立的流量阀控制。两组油缸分别控制,配合溢流阀,管路上增加节流阀,调整溢流阀值和节流阀,可以实现等量或者不等量的控制。
1.2.4 第四种方法:同步马达控制 每一路油缸单独使用一组同样排量的液压马达控制,控制每个油缸的流量,实现同步。实际使用时仍旧需要安装节流阀和溢流阀调节流量消除误差。该控制方式精度比较高,但是成本也很高,使用的范围也比较有限。
1.2.5 第五种方法:比例阀控制 使用比例阀,两组油缸分开控制,用比例阀控制油缸流量,可以在油缸上增加位移传感器,结合油缸伸出的距离误差,调整比例阀流量实现同步。该控制方式精度非常高。在纤维板平压线上使用比较多,在纤维板多层生产线上没有使用的原因有比例阀对油品要求较高,控制技术要求比较高,需要用户有较高技术的维护维修人员。
1.3 论文的构成和主要内容
本论文主要内容有三部分构成:一是液压系统结构,二是位移传感器,三是机械与电气的结合控制。
2 液压系统结构
2.1 液压系统改造前的结构
改造之前,预压机的液压系统,加压由同一个油管路控制左右两个油缸。从同一组电磁阀出来,通过两个油缸上的节流阀控制流量实现左右油缸升降速度。在没有负载之前,通过节流阀可以让左右油缸相对地同步升降,左右升降的行程精度每次都会有误差。生产时预压机中间不同厚度的毛坯板会有反弹,预压机左右就会出现高度差,误差超过3cm。
2.2 液压系统改造方案
液压上的改造方法是将左右油缸油管路分开,使用单独一样型号的两组流量阀分别控制左右的油缸。分开控制可以单独调整流量阀系统压力,结合管路上的节流阀,控制上更好调整。
2.3 液压系统调整方式
改造后的左右的油缸采用单独的流量阀和节流阀控制。将流量阀系统压力都调整为5MPa,慢速升降预压机,调整节流阀,左右两边油缸的升降速度相对同步。结合设备需要,把两个流量阀的系统压力都调整到生产需要的压力值10MPa,结合节流阀调整,让预压机左右基本升降速度基本一致。
3 位移控制器
3.1 位移控制器的介紹
位移传感器可以把各种被测物理量转换为电量。在生产过程中,测量实物尺寸或者机械位移,将被测量的变量转换成为模拟量,使用仪表或者PLC模块可以从模拟量信号读取出位移量。
3.2 位移控制器的安装
根据机械外型结构和油缸伸缩动作情况,位移传感器主体安装于油缸上,固定于油缸缸体上,采用铁质抱箍紧固,传感器主体安装好后无晃动。位移传感器滑块的拉杆连接在油缸伸缩杆上,滑块拉杆随油缸伸缩,在有效量程范围内移动。该安装方式也保证了油缸上升时设备的间隙增大,位移传感器输出信号也是增大变化。油缸下降时设备的间隙减小,位移传感器输出信号也随之减小。
3.3 位移控制器的使用
该位移传感器使用的型号是:DSF-300-R(ourobo)。它是输出二线制电流4-20mA,对应量程0-300mm。输出的两根信号线,通过隔离变送模块就可以将二线制电流转成四线制电流信号输入到PLC模拟量模块中,编写读取位移值的程序,读出当前位置的位移值。
4 PLC程序的电气整合方法
4.1 电气控制的思路
机械部分使用独立的流量阀和节流阀调整了之后,使用电气参与控制将位移传感器的位移读取进PLC,通过自动程序控制,读取当前油缸的位移值,将左右油缸的位移同步误差进行运算,得出需要修正的偏差量,输出控制调整信号给流量阀,控制电磁阀得电失电动作,调整左右油缸移动速度,速度快的一侧油缸暂停电磁阀得电,直到两边位移量一致再同步继续得電移动,直到到达需要的位置停止。
4.2 PLC程序的控制方法
PLC控制方法首先是读取位移传感器的当前位移值,然后计算左右位移值的差值,左右的位移量差值超过一定量的时候参与修正,将移动快的一侧暂停,另一侧继续移动。当左右两侧位移一致时再恢复移动。
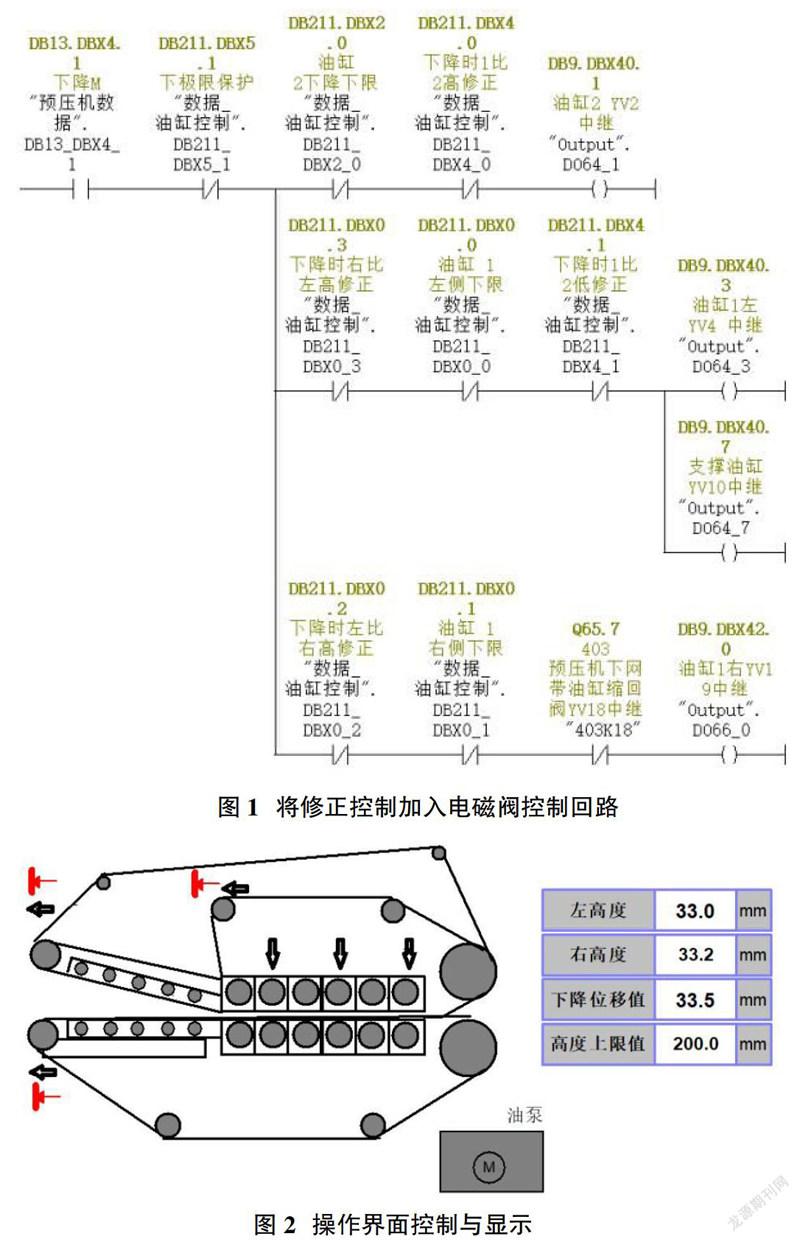
实际程序控制的流程是:首先,读取到的位移值进行处理运算,进行修正后,得出两侧油缸位移值的相对值(相对于下方的同一个平面),考虑位移传感器以及设备上升下降的行程极限保护,优先在程序中对油缸移动范围进行限制。将读取的位移修正值跟行程限位值进行比较,得出的差值用于限制油缸移动,保证油缸在有限的空间进行移动。行程限位值由操作界面输入。下一步,对油缸下降进行控制。读取左右油缸同时下降的位移值,对位移值进行差值比较,得出差值超出最大的误差量,程序给出输出信号,对电磁阀动作进行干预,修正移动差值(图1)。最后,操作界面输入需要到达的位置值,油缸自动运动到位置值后停止下降,保持该位置,下降动作程序中保持,位置有变化时继续动作。上升时也是类似动作。
4.3 界面显示与操作
界面显示左右的位移传感器的位移值。以及位移传感器的位移极限值,用于参与移动量程保护。参数值设置一位小数。设置好油缸下降的位置值,就可以控制油缸升降了(图2)。
机械准备完毕后,按钮控制油缸下降,油缸下降过程中,PLC程序会计算左右位移偏差,控制电磁阀得电失来电修正位移,保持油缸在小范围内偏差,最终到达设定的位置。
5 实验结果
经过改造,液压与位移传感器组合,配合电气PLC控制,界面输入需要到达的位置,液压油缸自动移动到位置保持,从位移传感器读取的位移值看,油缸基本移动到同一个位置,误差在1mm以内,达到改造的目的,满足设备生产控制的要求。生产使用测试结果也达到了要求。该设计改造方案目的基本达成。
6 结论
液压油缸的控制,在实际使用中可以采用油缸加位移传感器,结合PLC进行控制。电气控制的参与可以很好地补偿多组液压油缸移动的偏差。在精度要求较高,控制速度较慢的情况下,可以采用本次试验的控制方法。该方法控制的精度可以在1mm范围内,控制方式简单,容易实现,对于操作工维护和操作也非常方便简单。
参考文献:
[1]官忠范.液压传动系统[M].北京:机械工业出版社,2004.
[2]孙振军,付建华,杨玉刚.液压同步工作的控制措施[J].建筑机械,2002(07).
[3]司癸卯,魏立基,夏谷成.液压比例同步控制回路[J].工程机械,2000(09).
