塔式起重机标准节主杆连接套旋转工装的研究及应用
2021-09-01胡祝兵安徽建筑机械有限责任公司安徽合肥230601
胡祝兵 (安徽建筑机械有限责任公司,安徽 合肥 230601)
1 研究背景
随着社会的发展和城镇化的不断完善,随处可见的高楼大厦也是像雨后春笋一样拔地而起,使得塔式起重机的需求量越来越大。标准节是塔式起重机的重要受力部件,承受着塔式起重机在工作时的轴力、扭矩和弯矩,标准节的制造精度直接影响着塔式起重机工作时的稳定性和可靠性,因此标准节的焊接质量至关重要。
标准节是由四件标准节主杆和各腹杆组成一个矩形空间桁架结构。标准节主杆是标准节的重要组成部件,标准节主杆是由主弦杆和连接套组成,标准节主杆的拼装焊接质量直接关系着标准节质量的好坏,因此控制好标准节主杆的拼装焊接质量,可以起到事半功倍的效果。
现有的塔式起重机标准节主杆连接套拼焊工装为固定式,其拼装步骤如下:首先将主弦杆吊入工装中,然后用销轴单侧定位主杆连接套,确认尺寸无误后,点焊牢固,最后脱模。脱模时需用手将标准节主杆从工装中推出,再利用行车将其转运至焊接工位,这种装置工装效率低且劳动强度大。且现有工装标准节主杆连接套为单侧销轴定位,其精度不高,易导致标准节装配阶差大。为提高标准节主杆的拼装效率及精度,有必要设计一个新的标准节主杆连接套工装。
2 主杆连接套旋转工装介绍
为了克服上述现有工装的不足,经过长时间的观察和研究,设计了一种新式塔式起重机标准节主杆连接套旋转工装。该工装使用简单方便,上、下料轻松省力,不仅能降低劳动强度、提高生产效率,而且有效地解决了连接套定位精度不高和标准节装配阶差的问题。
2.1 工装组成
该工装(见图1)由物料摆放台、定位装置和成品摆放台三部分组成。

图1 标准节主杆连接套旋转工装轴测视图
物料摆放台是一个带有一定坡度的物料存放台,物料摆放台的顶面为倾斜设置,物料移动控制机构设置在物料摆放台顶面的最低处,通过该机构可将主弦杆移动到定位装置上。在重力的作用下,标准节主弦杆会从物料摆放台的高处位置向低处位置滚落。物料移动控制机构(见图2)包括复位弹簧、阻止块、障碍块和一端与阻止块铰接另一端与障碍块铰接的铰接件,铰接件的中部铰接有连接杆,连接杆固定在物料摆放台上,复位弹簧的一端与物料摆放台连接,复位弹簧的另一端连接在阻止块或铰接件的靠阻止块的一侧。物料摆放台上开有通孔,供障碍块通过。通过障碍物的升起可以阻挡下一标准节主弦杆的向下滚动,从而使每次仅有一件标准节主弦杆进入定位装置内。通过物料移动控制机构,可以控制标准节主弦杆滚落的距离和滚落的数量。

图2 物料移动控制机构示意图
定位装置由定位机构和支架组成,定位机构的背面焊有转动轴,定位机构通过转动轴安装在支架上,转动轴上安装有旋转手柄,方便转动定位机构时更加省力。定位机构由两立板拼焊而成,销轴定位孔和U形卡槽通过机加工整体而成,U形卡槽主要是用于标准节主弦杆定位,而销轴定位孔则是用于定位连接套,立板上还设有斜坡,便于标准节主弦杆进出。两定位机构通过连接槽钢连接成为一个整体,当转动旋转手柄时,可带动两定位机构整体运动。穿过轴套在拼装标准节主杆时,连接套通过销轴穿镗定位放置于两立板内部。当主弦杆移动到定位机构内时,拼装连接套,调整连接套和主弦杆的拼焊位置,点焊连接套与主弦杆连接部位,每道焊缝点焊两点,确认点焊牢固后,通过旋转定位机构向成品摆放台方向,标准节主杆在重力的作用下掉落至成品摆放台上,实现了标准节主杆的快速落料。支架是由板片组成的一个矩形桁架结构,轴套安装在支架顶部中间部位,通过轴套将定位机构固定在支架上。
成品摆放台也是一个带有一定坡度的物料存放台,用于摆放已点焊好的标准节主杆,待达到一定数量后,统一转运。顶部倾斜设置,在顶部最低处设有物料挡板,当标准节主杆落料时会被挡板挡住,不至于掉落至地面,方便集料。
2.2 附图说明
见图1~图3。
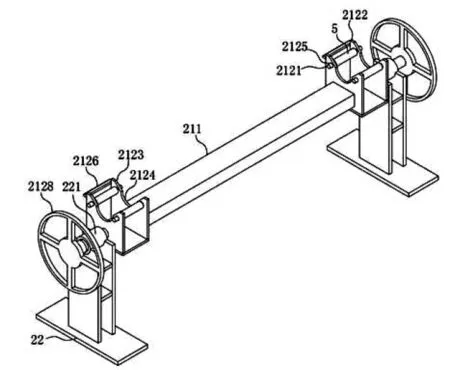
图3 定位装置示意图
3 工作原理
标准节主弦杆和连接套分别事先机加工完毕,放置于本工装内待焊接。
两名操作人员分别在两定位机构两侧准备,当标准节主弦杆吊装至物料摆放台上后,两名操作人员同时转动定位机构至物料摆放台方向。定位机构上触碰块的向下移动,带动物料移动控制机构上的接触块和阻止块向下运动,阻止块向下移动使得复位弹簧拉长,向下移动的阻止块通过铰接件时,会带动障碍块向上移动,障碍块的一端在铰接件的带动下穿过通孔。通过障碍物的升起可以阻挡下一标准节主弦杆的向下滚动,从而使每次仅有一件标准节主弦杆进入定位装置内。当标准节主弦杆进入定位机构后,慢慢转动手柄,并将定位机构转动成品摆放台方向,在复位弹簧向上回收的带动下,阻止块向上移动,向上移动的阻止块通过铰接件时,会带动障碍块向下移动至穿出通孔的障碍块的一端不超过物料摆放台的顶面,这样定位机构就自动归位,大大降低了操作人员的劳动强度。通过利用物料移动控制机构进控制标准节主杆的滚动,转动定位机构向物料摆放台方向时,会使得物料移动控制机构开始工作,进而实现标准节主杆自动进入定位机构中,劳动强度得到降低,且操作简便。
当标准节主弦杆进入定位装置后,操作人员分别将连接套通过销轴穿镗定位于定位机构内,调整标准节主弦杆和连接套的定位位置,依次点焊牢固连接套,每道焊缝点焊两点,然后退出销轴,最后将定位机构转动至成品摆放台方向,拼装好的标准节主杆在重力的作用下,滚落到成品摆放台上,从而完成了标准节主杆的拼装工装。最后将拼装好的标准节主杆转运至焊接工位。
4 结束语
本工装利用定位机构的转动来触发移动控制机构进行工作,使放置在物料摆放台上的标准节主杆自动进入定位装置,通过转动定位装置,还可以将位于定位装置上的标准节主杆转移至成品摆放台上,降低了操作人员的劳动强度;通过对标准节主杆整体进行准确的定位可以提高标准节主杆连接套的定位精确度,进而提高了标准节主杆的制作精度,并且降低了标准节装配阶差,操作简单、装置经济实用。