简易侧冲孔装置
2021-05-03黄春祥
黄春祥
(襄阳东昇机械有限公司,湖北襄阳441000)
1 引言
汽车工业是我国国民经济的重要支柱产业之一,是衡量一个国家工业水平的重要标志,在国民经济和社会发展中发挥着重要作用。汽车工业的发达与否是评价一个国家机械、电子、材料、模具等工业发展水平的重要标志,已被主要工业发达国家和新兴工业国家列为国民经济的重要支柱产业。进入21世纪以来,随着国内汽车产业的迅猛发展以及产品技术的不断提高,我国已成为世界汽车第一生产和销售大国。随着经济全球化的加速和客户对产品多样化的需求更激发了各汽车企业之间的竞争。为了占有更多的市场,各汽车生产商不断的推出新的车型,缩短新车的开发周期,同时汽车生产商也在不断努力降低汽车的生产成本,以更优惠的价格来吸引和打动消费者。伴随着汽车工业的发展,汽车车型的不断更新,大量汽车车身内、外零件的模具也要随之更新,这就要求模具设计和制造必须跟上时代的步伐。汽车零件冲孔侧冲孔模具,是汽车零件生产的重要工艺装备。汽车零件模具设计质量的高低,直接影响到模具的制造水平,模具装配的难易程度及调试工作量的大小,影响到汽车生产准备周期的长短,甚至影响到新车型的开发进度。在汽车零件冲孔侧冲孔模具中,一些简易装置的应用和改善,不仅可以缩短模具的开发周期,还可以在一定程度上降低企业的生产成本。
2 设计意义和背景
在汽车钣金零件的冲孔工序中,在分析确定好冲压方向后,零件上常有一些孔会与冲压方向成一定的角度,(一般称这些孔为:侧孔)。
为了完成侧孔的冲制,以及保证冲完后孔的孔径和位置度要求,在模具设计和制造中一般采用有3种方案:
(1)增加冲压工序,调整冲压方向,改侧冲为竖直冲。如图1所示,为完成3个直孔和2个斜孔的冲制,用了3道工序,此方案主要优势是模具结构简单,劣势是增加了冲压工序和模具,增加了模具制造成本和降低产品零件的生产效率,此方案极少采用。
(2)采用标准吊楔(见图2)来安装固定凸模,如米思米或盘起生产的标准吊装斜楔机构,来完成侧冲裁。此方案优势是不增加冲压工序和模具,劣势是购买标准吊楔会增加标准件的成本,同时为安装所购买的标准斜楔,也会加大模具的尺寸,增加模具制造成本。

图2 标准吊楔示意图
(3)本文将详细阐述的一种简易侧冲孔装置,通过自制相应角度的斜滑块,将凸模固定在斜滑块内,然后斜滑块沿导向座内的导向轨道运动,来完成模具的侧冲孔。此种机构实现了标准吊楔机构的功能,同时既不增加冲压工序,也不加大模具尺寸,而且节省了标准斜楔的采购费用,还具有很大的推广作用。
侧冲孔模具是通过斜楔机构,将垂直运动改变为水平运动或者倾斜运动,最终完成其功能的冲压模具。
3 制件分析
图3 所示为我公司承制的某项目件号75426 5BE0A的制件图,材质为RP783-780B,料厚t=2.0mm。在图1中,制件横向截面呈弧形,共有5个孔,中间3个孔可以竖直冲出,两端的两个φ9mm的孔,它们的法向与水平方向夹角为60°(与竖直的冲压方向夹角为30°),在开发设计冲孔模具中,这两个侧孔,需要两个吊楔机构固定冲孔凸模,与凹模相对运动作用,来完成对此两孔的冲裁。
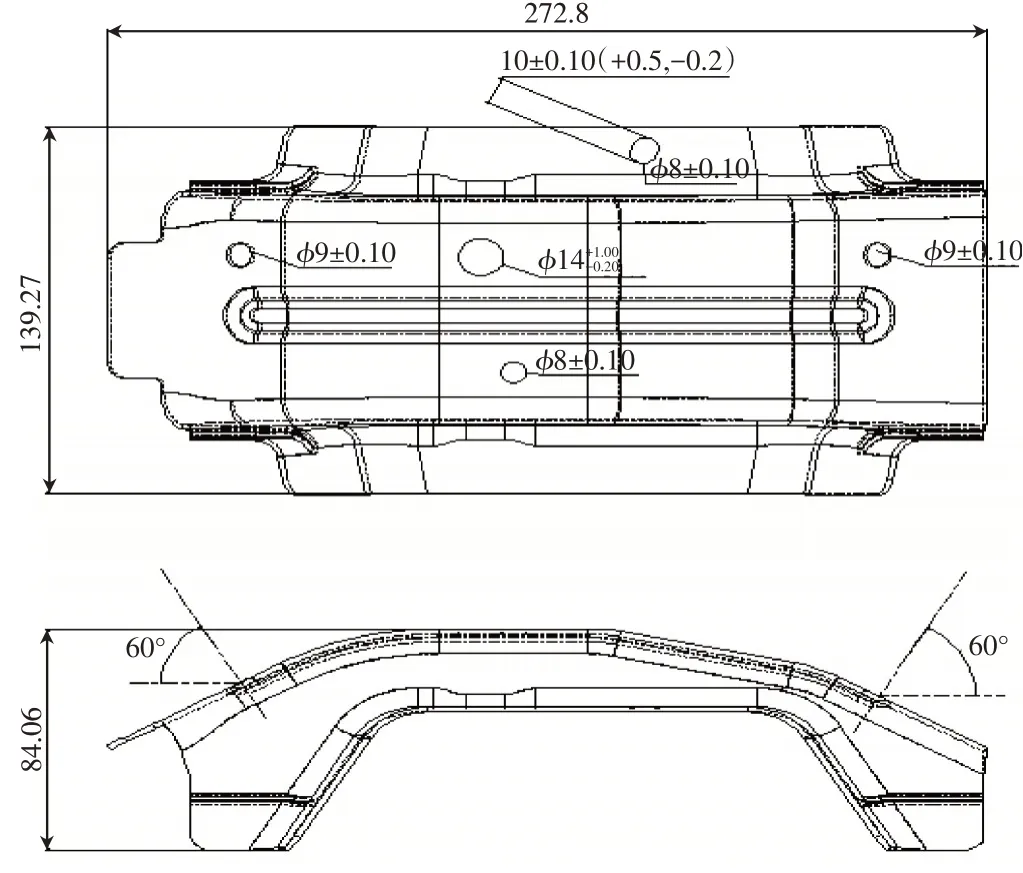
图3 制件二维图
4 简易侧冲孔装置的结构设计和分析
图4 所示为冲孔侧冲孔模具结构图,其中矩形虚线框内的机构,即为本文所介绍的简易侧冲孔装置的结构图。

图4 冲孔侧冲孔模具结构
图5 所示为简易侧冲孔装置在冲制制件9上的斜孔的装配图。现对其主要关键部件的作用做如下介绍:

图5 简易侧冲孔装置装配图
(1)压块1:45钢,淬火,作用为压住斜滑块4在特定的位置,并使复位弹簧6产生一定的预压。
(2)强制复位块2:材质为Cr12MoV,硬度55~58HRC,作用为在复位弹簧6失效的情况下,强制拉动斜滑块4,复位。
(3)驱动块3:材质为Cr12MoV,硬度55~58HRC,作用为在模具闭合过程中,驱动斜滑块4沿侧孔法向运动。
(4)斜 滑 块4:材 质 为Cr12MoV,硬 度55~58HRC,作用为固定凸模,并带动凸模沿孔的法向,做冲裁运动。
(5)导向座5:材质为Cr12MoV,硬度55~58HRC,作用为导向斜滑块4在其特定的轨道(轨道方向和侧孔法向一致)内滑动,其中斜滑块4与导向座5加工满足滑动配合公差。
(6)复位弹簧6:采用MISUMI标准件,作用为模具开模状态下,在促使4斜滑块,复位。
(7)压料板7:材质为Cr12MoV,硬度55~58HRC,作用为模具冲裁时压住制件9和安装复位弹簧6。
简易侧冲孔装置使模具结构小巧紧凑,节约空间,模具尺寸也大大缩小,且降低了模具的成本,被广泛应用于级进模中,单发模也经常采用。
5 简易侧冲孔装置的工作过程
(1)侧冲孔装置的工作过程。该结构依靠压料板内的导向座,导向引导斜滑块和其内的凸模,沿导向座内部轨道方向侧向运动完成冲裁。压料板与零件接触后,压料板保持静止,压料板内的导向座与凹模孔相对位置保持不变,斜滑块带着其内的凸模,沿压料板上的导向座轨道方向运动,进入凹模完成冲裁。
(2)侧冲孔装置的工作过程。图6所示为开模状态图,图7所示为闭模状态图,可分为3个过程:

图6 开模状态

图7 闭模状态
a.压料过程:上模下行,此时压料板7,复位弹簧6、导向座5、斜滑块4及其内的凸模,驱动块3,压块1一起下行,直至压料板7与制件上表面接触,开始压料。
b.冲裁过程:压料板7与制件接触后,压料板7和导向座5,斜滑块4停止运动;上模下行,上模座带动驱动块3下行,驱动块3接触并推动斜滑块4和其内的凸模,向下沿导向座5内轨道运动,凸模与凹模8作用,完成冲裁。
c.返程过程:上模上行,上模座带动驱动块3上行,斜滑块和其内的凸模,在复位弹簧的作用下,上行复位,凸模退出凹模;上模继续上行,压料板7开始脱离产品零件,不再压料,同时复位弹簧6、导向座5、斜滑块4及其内的凸模,驱动块3,压块1也随着上行,直至机床的上滑块到达上死点。
(3)侧冲孔装置的结构特点。该装置以压料板内的导向座引导斜滑块和凸模运动,结构紧凑,且成本低。由于凸模沿脱料板上的导向孔运动,必须保证脱料板导向孔与冲孔凹模的相对位置,所以该结构设计中需要注意的是在模具上需要增加内限位柱,内限位柱换算高度与制件料厚一致。这样可以保证在模具空压时保证脱料板与冲裁凹模的相对位置,防止凸模或凹模啃伤。
6 结束语
该简易侧冲孔装置装配在模具后,经过调试验证,其冲出的制件上的侧孔,符合图纸要求,冲孔毛刺在合理范围内,孔周围表面平整,完全达到品质要求。实践证明,安装此简易侧冲孔装置的模具在投入量产后,运行使用效果良好,并且性能稳定,降低了模具的制造成本。此简易侧冲孔装置,在侧冲孔模具设计制造中,具有很好的推广借鉴作用。
