发动机进、排气门卡簧槽的新型加工方法
2021-03-19雷伟斌杨承涛司李南
雷伟斌 杨承涛 司李南
(①西安航空职业技术学院,陕西 西安 710089;②西安工程大学,陕西 西安 710048)
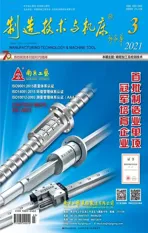
随着国民经济的飞速发展,对交通运输和工程机械的需求量日益增长,汽油发动机和柴油发动机的产量不断增加,作为发动机的核心零部件之一的进、排气门,国内外均由专业的配件厂生产,其产量少则几百万,多则千万只以上,并在力图实现自动化生产。进、排气门的结构形状虽然比较简单,如图1所示,但其加工精度要求较高,工艺复杂,加工工序较多,通常可达30多道工序,因此,每道工序的改进提高均具有一定的意义。
气门卡簧槽传统的加工方法为车削、磨削,改进后的加工方法为车削后滚压加工。其加工质量、生产效率均有显著提高,而且使用寿命也得以延长,现简介如下,供国内外相关专业同志参考。
1 传统的加工方法
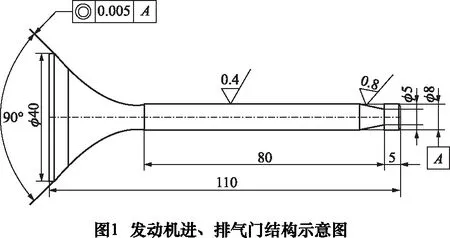
目前气门专业厂加工卡簧的方法为,粗加工在普通车床或专用机床上用反顶尖夹持住气门的前后两端,用成形车刀根据不同规格型号的气门所要求的槽(通常为圆柱形和圆锥形)形进行加工,为精加工工序留0.1 mm的余量,精加工在外圆磨床上用反顶尖夹持工件,将砂轮修正成卡簧槽的形状进行加工[1],如图2所示。磨削至Ra0.8 μm的表面粗糙度要求加工时间约20~30 s,班产800~1 000件。
2 改进后的新型加工方法
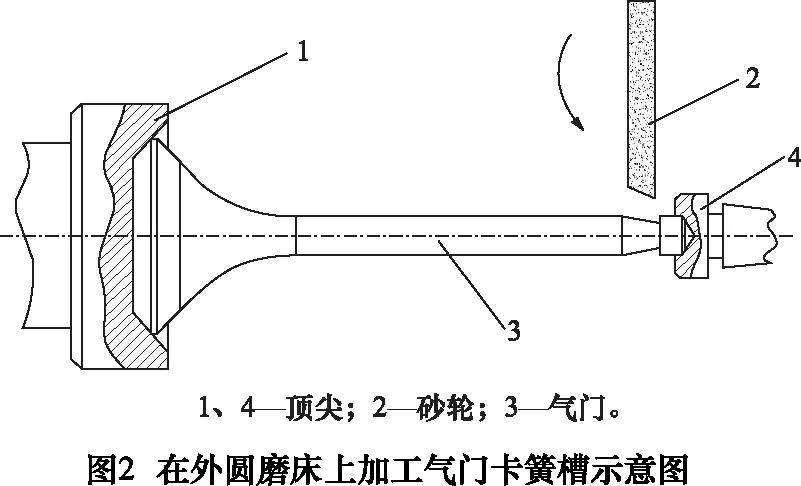
为了提高气门卡簧槽加工工序的产量和质量,经过反复试验开发出了在滚丝机上进行卡簧槽精加工的工艺方法,如图3所示。
该工艺方法采用一对动、定滚压轮,其几何形状与卡簧槽的成形面相同,为节省较昂贵的材料,在支承板上部焊有一层8~10 mm的硬质合金条,加工时气门用机械手或人工放置在支承板上,其中心高与滚压轮的中心等高或低0.1 mm,一对滚压轮同方法旋转,动滚压轮作“快进→滚压→退回”,卸下并放置新的工件,该工作循环连续自动进行[2],其工艺参数为:
滚压轮转速:36 r/min
滚压余量:0.05~0.1 mm
滚压时间:3~5 s
滚压轮直径180 mm,宽度20 mm,材料:GCr15,热处理淬火至58~62 HRC。
3 特点和经济效益
气门卡簧槽精加工工序改进后的加工方法具有以下特点和经济效益。
3.1 生产效率显著提高
传统的磨削加工方法除机动时间外,成型砂轮经过一段时间工作后还需要重新修磨,耗费一定的辅助时间,班产通常为800~1 000只,滚压法精加工气门卡簧槽仅需3~5 s,班产可达3 000只以上,较传统的方法生产效率提高3倍以上[3]。
3.2 提高了加工质量
采用磨削法精加工卡簧槽时,砂轮将工件表面的残留不平度一层一层地磨削下去,从车削的Ra3.2 μm降低到Ra0.8 μm时耗时较多。
滚压加工是在滚压轮的滚压力作用下,将表面残留不平度的波峰压下,波谷提升,可迅速降低其残留不平度,通常可降低4~6级,即从车削的表面粗糙度Ra3.2 μm达到Ra0.2 μm或Ra0.1 μm以上,达到了镜面效果,如图4所示几种不同工艺方法用表面粗糙度测量仪的测量结果比较图[4]。
3.3 提高耐磨性,延长使用寿命
磨削加工时砂轮从工件表面切除一定的余量,加工后工件表面会产生一定的残余拉应力,对工件耐磨性有一定影响,滚压加工时,在滚压力作用下工件表面层的晶粒被挤压,位错密度增加,形成一定的冷硬层,表面硬度有所提升,而且在工件表面层形成残余压应力,有利于工件耐磨性的提高,这种提高呈梯次形,表面层提高较多,向工件内部越深则硬度增加越少,直至工件的基体硬度。其硬度提高的百分率可按下式计算:
(1)
式中:H0为工件材料的原始硬度;H为滚压加工后表面层的显微硬度。
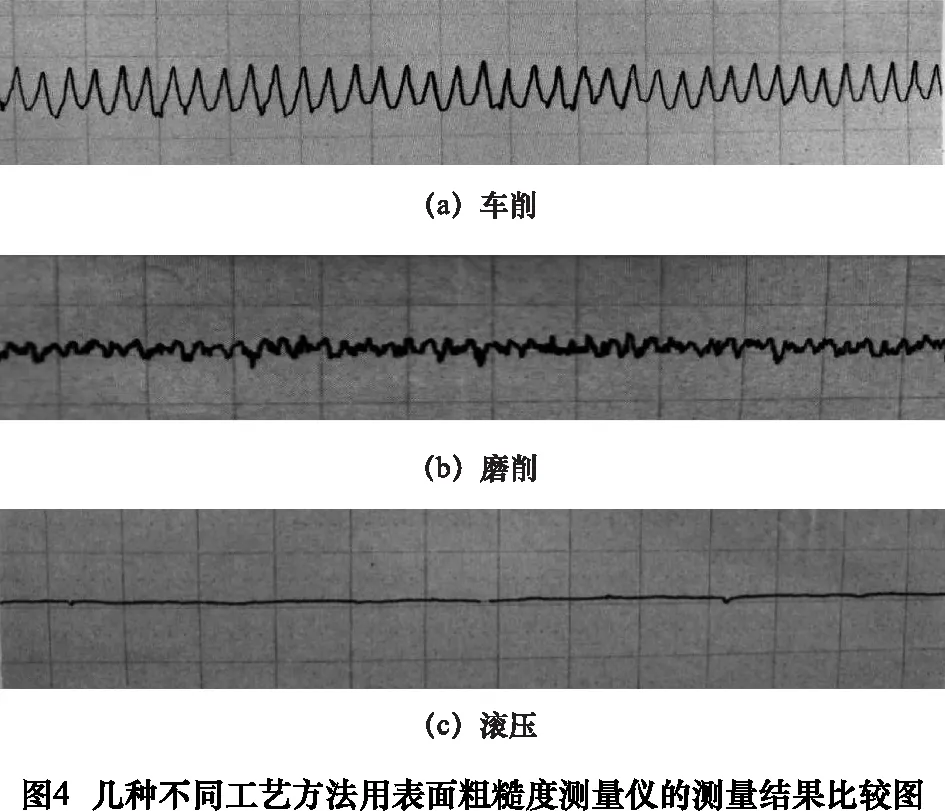
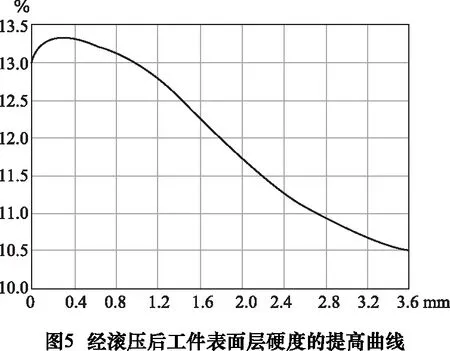
图5为经过滚压加工后其表面层硬度提高的试验曲线。
当工件表面的硬度提高,具有残余压应力则可提高其在高频率工况下使用寿命,其作用于目前广泛采用的抛丸强化相类似。
3.4 降低生产成本
滚压加工卡簧槽时针对一种规格品种仅制造一对滚压轮即可。长期生产,满足使用要求,必要时在磨床上修磨一次外径,便可重复使用,磨削加工时由于成型磨削需要经常修正砂轮,必要时需要更换新的砂轮,因而制造成本高于滚压加工[5]。
3.5 为自动化生产创造良好的条件
改进后的加工方法在卡簧槽进行精加工时,气门无需夹持,仅用机械手或人工放置在支承板上即可进行加工,较磨削加工方法易于实现工件的自动装卸,为气门生产的自动化和智能化创造了一定的条件。
4 结语
为了改进提高发动机零部件的制造水平,开发了气门卡簧槽的新型加工方法,将传统的磨削精加工改进为滚压加工,使其生产效率,加工质量得到显著提高,生产成本降低,使用寿命延长,是一种具有一定推广应用价值的工艺方法,希望能够对我国发动机零部件制造水平的提高有所裨益和帮助。