一种基于CAD轮廓的砂轮修整轨迹规划方法*
2021-03-19李耀东刘静文李欣泽
李耀东 刘静文 李欣泽 张 鹤
(科德数控股份有限公司,辽宁 大连 116600)
丝锥沟槽槽型的优化设计,是优化丝锥排屑性能的关键技术点。丝锥沟槽槽型的型线,通常使用具有成型轮廓的砂轮干涉形成。因此,砂轮轮廓能否与设计轮廓保持一致性,成为了槽型优化设计过程中的一个关键技术点[1]。
目前,超硬磨料磨具(CBN)以其优异的磨削性能获得机械加工领域普遍认可,对此类材料的砂轮外形轮廓已形成了很多解决方法,大致可分为在线修整方式和离线修整方式[2]。由于离线修整方式存在操作繁琐,生产效率低下等弊端,在线修整方式成为主流解决方案,即根据丝锥槽型,在线修改砂轮设计轮廓,然后优化轮廓曲线,并计算出相应的修整轨迹,最终将砂轮修整为目标轮廓。根据机床机械结构,设计出一种便捷实用的砂轮修整模块,将有效降低生产过程中因反复离线修砂过程所产生的时间成本。因此,针对机械结构,规划有效的修砂轨迹具有十分重要的意义[3-8]。
本文采用外圆轮廓为圆弧的金刚石滚轮作为修整器,通过使修整轮外圆轮廓圆弧与待修砂轮的设计轮廓曲线始终处于相切状态下,修整轮与待修砂轮分别以不同速度旋转,通过XZ轴两轴联动磨削的方式,完成对砂轮的修整任务。
1 实现方案
1.1 砂轮建模
设定通过CAD设计的砂轮轮廓曲线开口向上,且由N(N∈N+)段圆弧组成,已知第i段圆弧在XOY平面上的起始坐标{xi,yi},圆弧起始角度αi,圆弧结束角度βi,圆弧半径ri。将轮廓曲线归零点,并转化到刀具工件坐标系下,第i段圆弧的圆心Οi的坐标可表示为:
(1)
则第i段圆弧上任意点Pi(θi)的坐标可表示为:
(2)

1.2 修整器滚轮建模
设外圆轮廓为圆弧的金刚石滚轮的半径为R(位置最高点处),外圆轮廓圆弧半径为arcR。在工具坐标系下,建立修整滚轮的数学模型,可表示为:

(3)

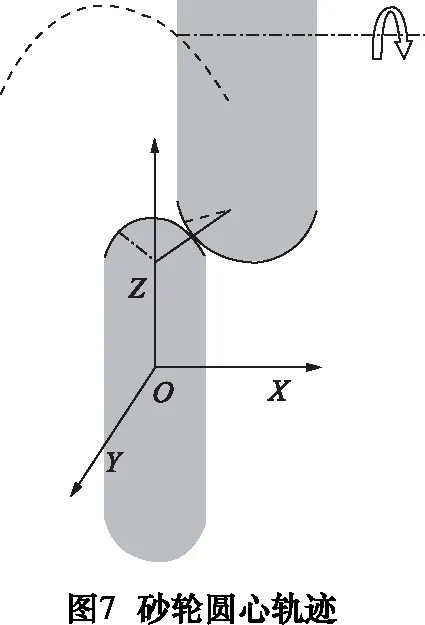
保证修整滚轮位置不动,待修整砂轮位置变动的同时,砂轮与滚轮之前始终处于相切关系,此时砂轮上开口型轮廓曲线的第一圆弧圆心轨迹可表示为:
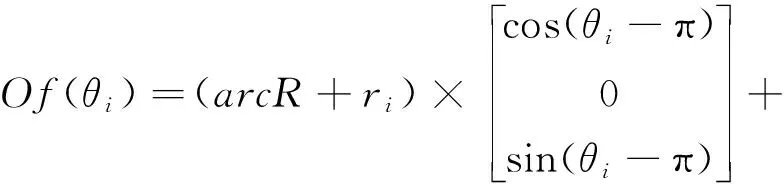
(4)

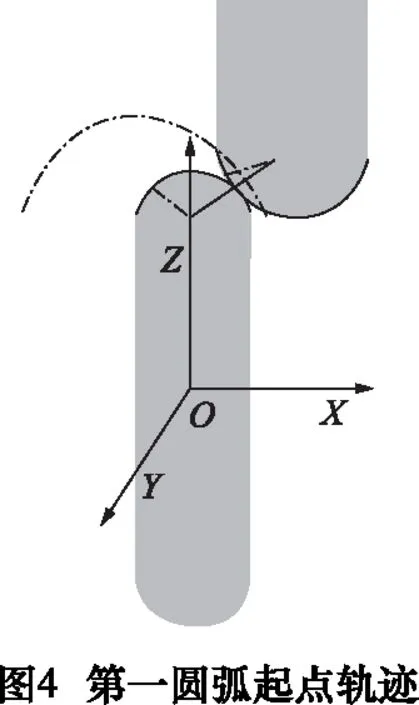
由于修整轨迹属于刚体运动路径,设计CAD轮廓上任意点保持与滚轮圆弧处于相切状态下运动时,所有轮廓点的运动方向向量和运动距离是完全一致的。因此,无需将轮廓圆弧任意点轨迹描述出来,仅表述出第一圆弧的起点轨迹方程,即可简化出模型运动轨迹。轮廓轨迹方程,可被转化为:
(5)
1.3 计算步骤
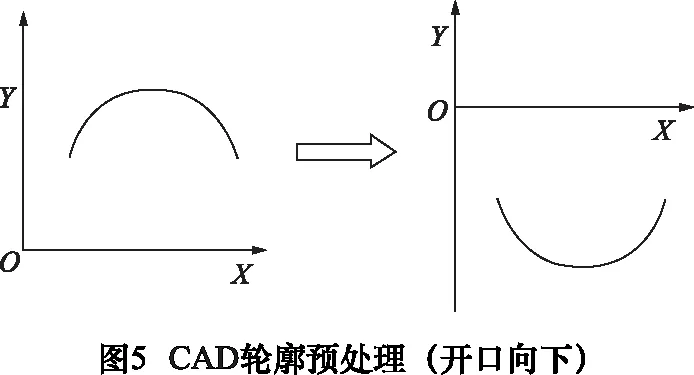
步骤1: CAD轮廓数据预处理。解析轮廓数据,根据轮廓内各圆弧起始角度和结束角度,判断圆弧轮廓的开口方向。圆弧轮廓开口向上时,无需对轮廓数据进行相关预处理。圆弧轮廓开口向下时,需对轮廓内所有圆弧进行翻转处理,即:
(6)

(7)
步骤3:圆弧轮廓位置修正。根据轮廓曲线的各圆弧已知参数,计算CAD轮廓圆弧最低点位置到第一圆弧起始点位置的径向偏置correctR。在待修整砂轮的已知半径值wheelR基础上,进行砂轮径向位姿修正补偿。待修砂轮径向修正如图6。

步骤4: 将轮廓曲线上各圆弧段按照一定方式细分,例如第i段圆弧按等圆心角方式细分为k份,即θik∈[αi,βi]。代入式(5),即可计算出根据CAD轮廓曲线特征,修整磨削至任意段圆弧时,轮廓第一段圆弧的起始点的运动轨迹。经过步骤3的修正,便得到了待修砂轮的圆心轨迹wf(θik)。
(8)
2 实例分析
螺旋槽丝锥拥有可加工盲孔、易切削底孔、切削锋利、不残留切削等优点,但在孔内部进行加工时,也容易出现切屑易堵塞现象,从而导致崩刃,降低了丝锥的使用寿命。方便排屑的槽型,成为螺旋丝锥的一个关键设计。进行槽型设计时,需要考虑材料自身特性,进行针对性优化设计。例如:不锈钢材料的韧性好,高温强度较高,但在切削时,存在导热性较差和形变量较大等问题。针对此类材料特性,设计了一条由3段圆弧光滑拼接组成的CAD轮廓曲线,以保证槽面光滑和较大的容屑空间,同时拥有较大的切削前角,现解析出其二维轮廓(如图8)。将该曲线的轮廓数据归纳至表1。待修整砂轮的半径wheelR为100.00 mm,订制的圆弧轮廓金刚石滚轮半径R为62.50 mm,滚轮圆弧轮廓半径arcR为3.00 mm。
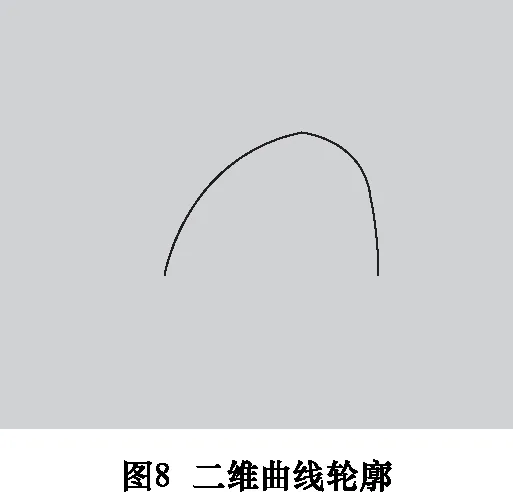

表1 曲线轮廓数据
对上述轮廓数据进行轨迹预处理之后,代入到式(8)即可生成如下部分NC轨迹:
N10 X232.5154 Z155.601Y0.0000 A0.0000 C90.0000 F100.0000
N20X232.4878 Z155.6295 Y0.0000A0.0000 C-90.0000 F100.0000
...
N1020 X220.6729 Z155.0137 Y0.0000 A0.0000 C90.0000 F100.0000
N1030X220.6506 Z154.9805 X272.1203 A0.0000 C90.0000 F100.0000
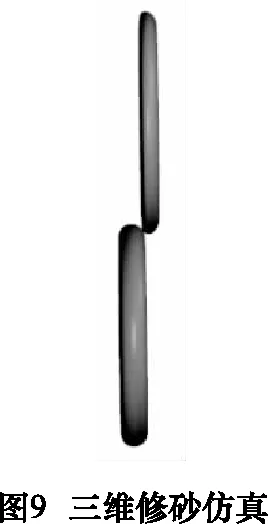



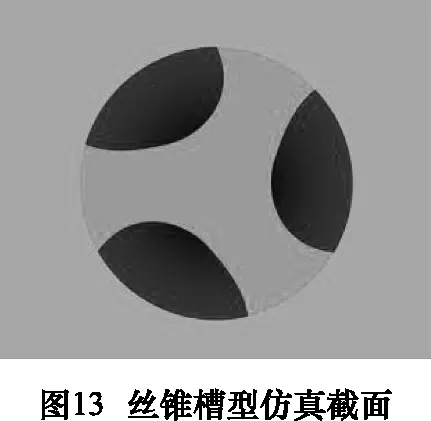


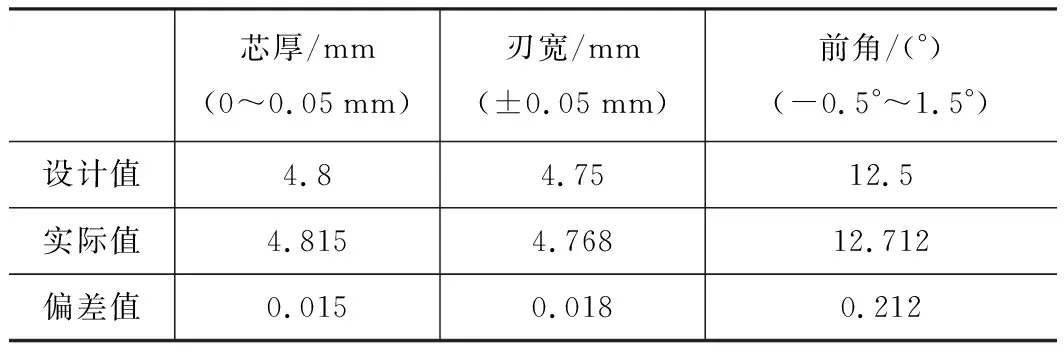
表2 M12丝锥参数设计值与实际值对比
实际磨削测试数据表明,通过识别CAD轮廓特征,借助XZ两轴联动进行轨迹插补,可完成对成型砂轮的修整任务。将修好的成型砂轮用于丝锥开槽工序磨削,将M12丝锥芯厚、刃宽、前角分别测量,并与设计值分别进行对比,偏差值均在设计公差范围内(如表2);同时,将加工丝锥在不锈钢板上进行攻丝效果验证,经验证可沿刀槽槽型顺利排屑,且屑丝成均匀螺旋缠绕状。由此推断,丝锥槽型效果满足设计要求,砂轮修整规划轨迹无误。
3 结语
本文针对基于CAD多圆弧轮廓的成型砂轮特征进行深入研究,通过识别轮廓参数,采用两直线轴联动插补方式,确保了修整轮与待修砂轮外轮廓始终处于贴合相切位姿。该规划方法使用最少的轴联动方式,实现了复杂轮廓的在线修整功能。相比与离线修整方式,极大地降低了离线修整时间成本和因反复拆装引起的调机成本。该修整轨迹规划方式,简单实用,具有一定的推广价值。