基于机器视觉的多螺孔检测系统
2021-01-27肖庆阳方建儒张效民
肖庆阳,方建儒,张效民,刘 冬,丛 明
(1.大连亚明汽车部件股份有限公司,辽宁 大连 116041;2.大连理工大学机械工程学院,辽宁 大连 116024)
0 引言
螺纹连接是各类零件、设备之间最常见的一种连接方式,其中内螺纹的质量对连接的可靠性及工作性能起着至关重要的作用[1]。传统的内螺纹质量检测通常采用螺纹塞规作为检测仪器[2],工人在对工件进行检测时依次将螺纹塞规旋入待检测螺孔,较为费时;自动的接触式检测方法是利用传感器探头与被测工件接触,在其螺纹孔内滑动,从而实现对纹路特征的检测[3],此类检测方法相较于螺纹塞规检测的方式更加快捷,但也增加了工件损伤的风险。
针对外螺纹的非接触式检测,国内外提出了许多基于机器视觉的检测方法[4-6],但针对工业环境下的工件内螺纹检测方法较少。Hong E等[7]提出了一种基于插入式线扫描相机的内螺纹检测方法,但只适用于大于相机直径的螺纹孔的检测,并且操作复杂,难以满足工业检测要求。
本文针对以上问题,提出了一种基于机器视觉的内螺纹检测方法,本方法使用灰度相机,可以实现螺纹孔快速、准确的检测。在此基础上搭建了多螺孔检测系统,实验表明,该系统具有良好的检测精度、较高的检测速度,对外界光有较好的鲁棒性,基本满足工业检测要求。
1 螺纹检测算法
本文的螺纹检测算法首先通过工业相机采集待测工件图像,通过驱动模块设置相机句柄,以每0.2 s一张的频率从缓冲区读取一张工件的灰度图像,对得到的图像进行中值滤波、形态学闭运算等预处理,最后采用螺牙计数算法将所得图像中的螺牙进行计数并判断螺孔是否合格,得到检测结果。
1.1 螺牙计数算法
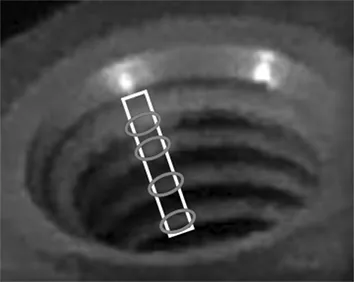
图1 螺孔灰度图
本文提出的螺牙计数算法是根据相机获取的螺纹孔图像,在给定方向上获取一组或几组螺纹灰度数据见图1中框;将每组灰度数组中有效极大值点的个数作为螺牙数量,此外对于每个螺孔计算平行于母线的10~20条线段上的螺牙个数,取其中最大值作为该螺孔的螺牙数。若螺牙数大于6个,判断目标为螺孔。
1.2 极大值计数算法
极大值判定算法用于计数一维灰度数组曲线中有效的极大值个数,即螺纹孔中螺牙在光源照射下的明亮处与灰度采样线段的交点。算法流程如图2所示。
算法封装为一个函数,由螺牙计数算法调用。其中grayn为长度为n的灰度数组,e为灰度数组各像素的灰度平均值,i为灰度数组下标,j为大灰度值像素计数器,j_max为j的阈值,根据相机的清晰度进行设定,每条螺纹宽度在图像中所占比例越大则j_max数值越大。k为灰度值阈值系数,根据图像对比度进行设定,t为有效极大值个数。
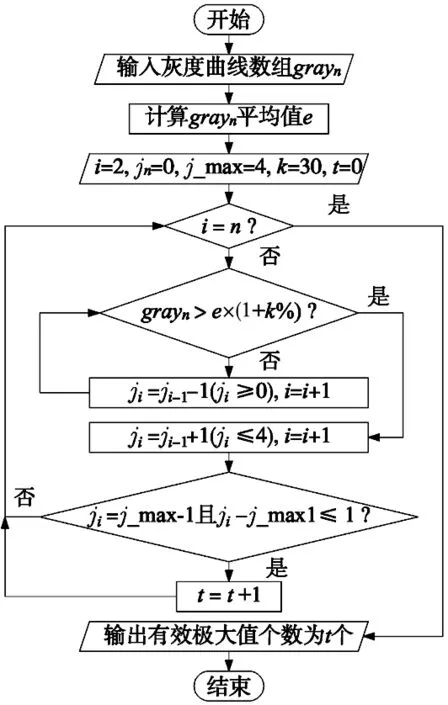
图2 算法流程图
极大值计数算法函数在被调用后,首先输入图像预处理后获取的灰度曲线grayn,对数组各像素平均值进行计算,用于后续结合灰度值阈值系数k计算灰度阈值。在对各参数初始化后进入循环,对灰度数组中的元素进行逐个判断,当灰度高于阈值的时候大灰度值像素计数器j自加,否则自减,同时将j限制在0到j_max之间。在每次自加后判断j是否满足ji=j_max-1且ji-j_max≤1,条件满足时代表大灰度值像素计数器ji首次等于j_max-1,此时判断该像素所在区域为有效灰度极大值点,t自加并循环判断下一像素值,否则直接返回循环。循环结束后输出t作为有效极大值个数。
2 检测方法及实验流程
2.1 多螺孔检测系统架构
多螺孔检测系统如图3、图4所示。系统启动后在工件进行检测时,首先由工人将待检测工件正确放置到辅具上,光电开关检测到工件放置到位,输出高电平至视觉控制器,由调用工业相机进行图像采集并发送回视觉控制器,在视觉控制器对采集到的图像完成检测后,工件的检测结果保存到本地,方便日后对产品质量溯源,检测结果通过灯组进行显示,指导工人对工件复查。如图4所示,在工件上方设有倾斜放置的平行光源,用来给铸件表面进行打光,以减轻不同外界光照条件下对检测效果的影响,同时避免强光直射对操作者造成伤害。
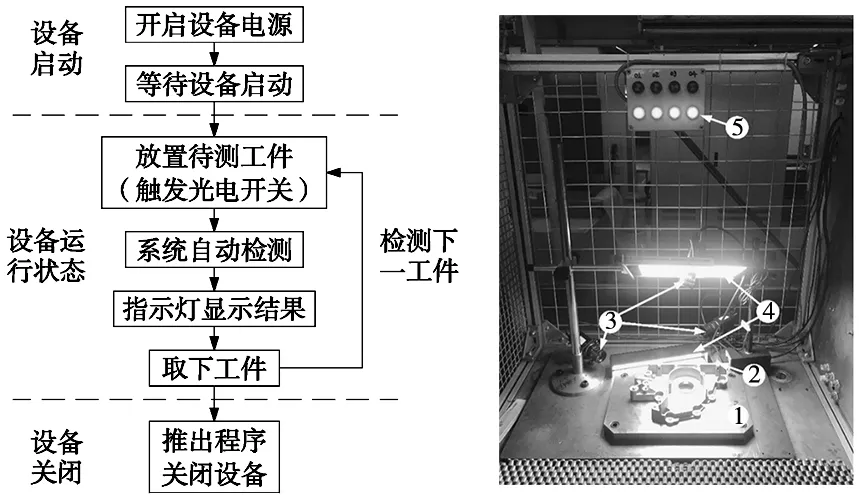
图3 检测流程图 1.待检铸件 2.光电传感器 3.工业光源 4.工业相机 5.指示灯组图4 铸件外观缺陷检测系统
2.2 实验平台
硬件配置:2000万像素工业相机、i7-6700处理器。
软件配置:Windows7 Embedded操作系统、opencv2.4.11。
3 实验结果及分析
待测螺纹孔图像如图5所示,螺纹区域在光源的照射下呈现明暗交替的图样。对处理后的图像取螺孔母线上灰度值,绘制出灰度曲线由图6所示。
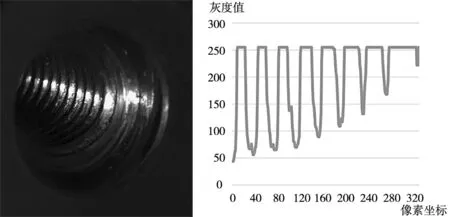
图5 原图 图6 灰度曲线
由图6的灰度曲线可以看到灰度值最高的像素值为最大灰度255,与螺纹图像中的明条纹区域相对应,经过计数某条线段上经过滤波处理后的灰度极大值个数得到的螺牙条数基本与实际图像采集的个数相等。
实验表明,通过以上方法搭建的多螺纹看检测系统对于4个螺纹孔,能够在800 ms内完成对工件上全部4个孔的检测,基本满足工厂检测线的检测节拍要求。
4 结论
针对工件内螺纹孔检测的问题,本文提出了基于机器视觉的内螺纹检测算法,并基于该算法设计多螺纹检测系统。实验表明,该系统能够快速的对螺纹孔内螺牙数量的合格与否判别,具有较高的检测精度。目前搭载该算法的检测设备已投入使用,程序检测出的螺孔缺陷信息自动保存到设备本地,为产品的质量溯源提供了保障。
