硫酸尾气钠碱法脱硫技改运行实践
2021-01-25孙永成
孙永成
(中国石化集南京化学工业有限公司,江苏南京 210048)
中国石化集团南京化学工业有限公司(以下简称南化公司)现有2 套硫磺制酸装置生产w(H2SO4)105%发烟硫酸,其中2#系统产能为200 kt/a,3#系 统 产 能 为200 kt/a。根 据GB 26132—2010《硫酸工业污染物排放标准》及南京市有关的环保条例规定,南化公司硫酸装置将执行大气污染物排放限值ρ(SO2) ≤200 mg/m3,硫酸雾(ρ) ≤5 mg/m3,若现有硫酸装置不采用先进的尾气处理技术,将很难达到新的尾气排放标准,这直接影响到装置的正常运行。
为达到上述大气污染物排放要求,南化公司于2019 年10 月对现有的尾气处理系统进行了改造,采用钠碱法脱硫+两级电除雾技术,对2#和3#系统的尾气进行处理,实现了达标排放。
1 硫酸装置尾气排放情况
2#和3#系统二吸塔出口尾气排放情况见表1。
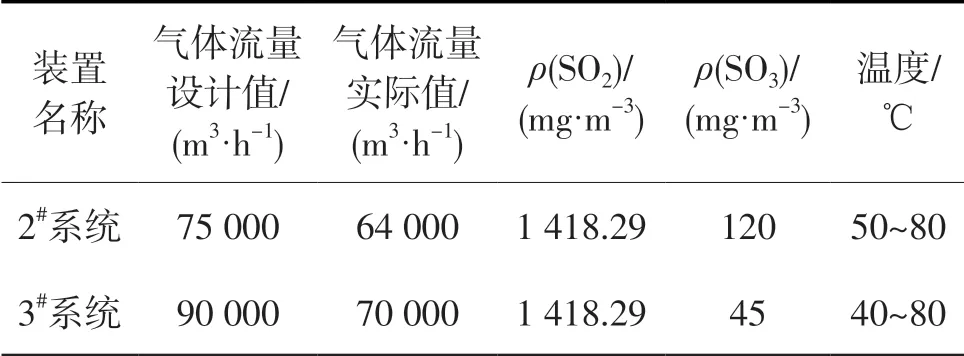
表1 二吸塔出口排放尾气情况
2 尾气处理技术方案选择
2.1 尾气脱硫技术比较
目前常用的尾气脱硫技术对比见表2。
南化公司结合实际情况,此次改造采用钠碱法脱硫技术。
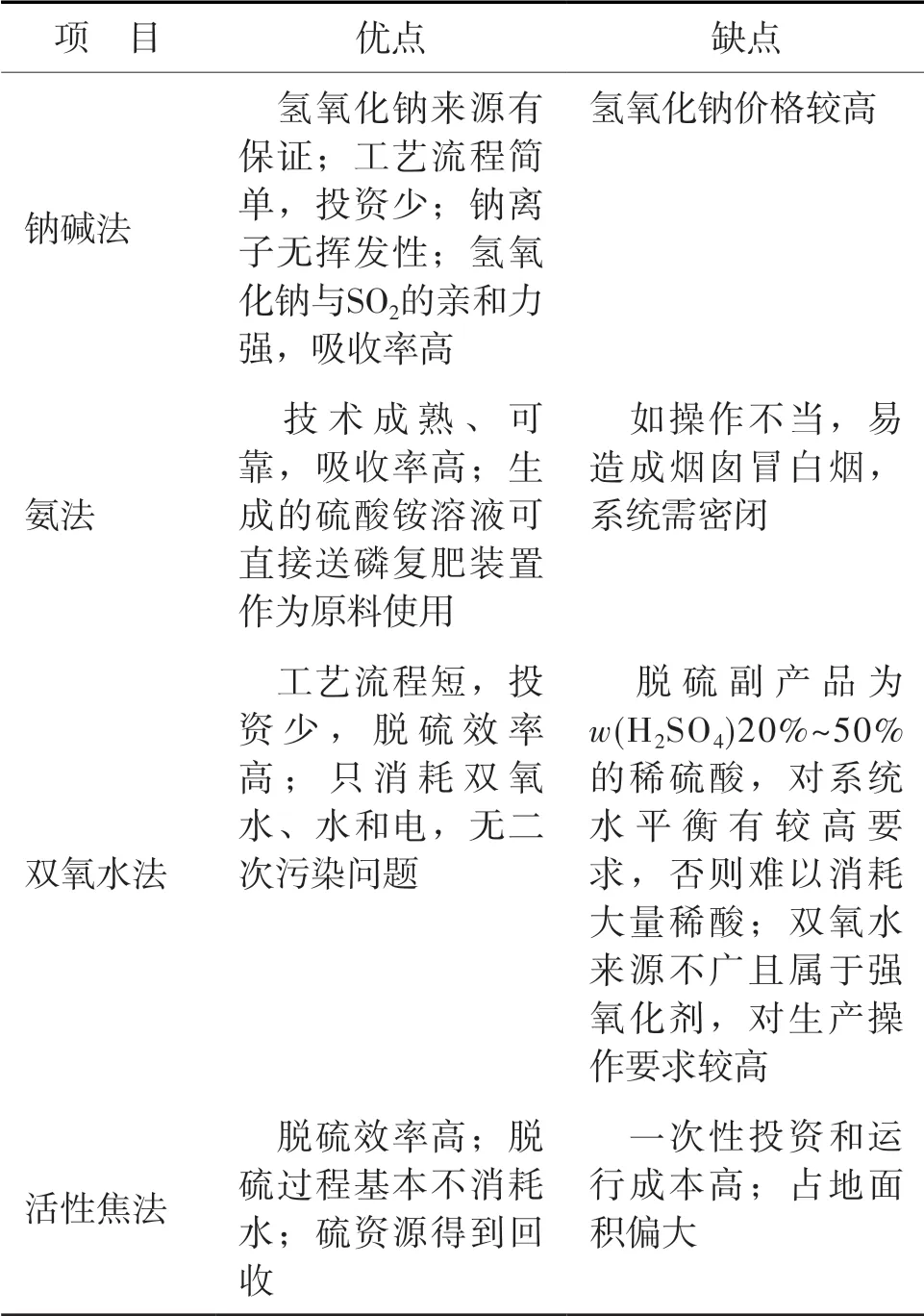
表2 常用尾气脱硫技术对比
2.2 尾气处理工艺流程方案选择
南化公司现有2 套硫酸装置,根据装置运行情况及现场建设条件,拟定2 种尾气处理方案:
1)为了避免2 套系统间生产故障相互影响,确保各装置正常运行,采用2 套独立的尾气处理系统。硫酸装置 2#和 3#系统二吸塔出来的尾气分别进入各自的尾气处理装置,分别经尾气吸收塔、水洗塔和两级电除雾器处理后,经烟囱达标排放。两套尾气处理装置独立运行,互不干扰,生产操作稳定,且可以利用现有烟囱,但两套尾气处理装置所需的设备、土建基础和钢结构、仪表、电气等设施均需分别设置,占地面积较大,建设周期长,而且所选地址与现有烟囱隔着检修通道,尾气吸收塔至烟囱管线较长,建设投资费用增加,现场操作及检维修工作量加大。
2)硫酸装置2#和 3#系统二吸塔出来的尾气,全部并入同一套尾气处理装置,经尾气吸收塔、水洗塔和两级电除雾器处理后,经烟囱达标排放。建设1 套尾气处理装置占地面积较小,建设周期短,且设备布置可完全根据现有流程,设备和管道布置紧凑,建设投资费用较少,现场操作方便,检维修工作量小。同时该方案也存在当1 套硫酸装置停产时,尾气处理装置处于低负荷运行会造成电能源使用浪费、现有烟囱不满足使用条件需要新建的问题。
南化公司综合考虑硫酸装置的运行状况、人员配置以及建设场地等因素,采用第二种方案,即2套硫酸装置共用1 套尾气处理装置。
3 尾气处理工艺流程
南化公司尾气处理系统采用碱洗法脱硫+两级电除雾技术,工艺流程见图1。

图1 尾气处理工艺流程
尾气吸收塔储液槽中加入w(NaOH) 为32%的碱液,控制一定的pH 值,经循环泵送至逆喷管喷嘴。来自硫酸装置二吸塔含SO2的尾气从上部进入逆喷管,与通过喷嘴向上喷射的碱液逆向接触,气-液两相高速逆向接触,尾气中的大部分SO2和SO3被洗涤除去,而后从尾气吸收塔顶部排出进入水洗塔,进一步水洗除去尾气中的SO2、SO3以及夹带的NaHSO3和Na2SO3,最后进入一级和二级电除雾器,除去残余的硫酸雾,使尾气中ρ(SO2)<200 mg/m3,硫酸雾(ρ)<5 mg/m3。NaOH 和SO2反应生成的NaHSO3和Na2SO3从尾气吸收塔储液槽底部排出,被电除雾器捕集的酸雾在重力作用下,通过电除雾器底部的排污管排入水洗塔。
4 主要设备及运行指标
尾气处理系统包括尾气吸收塔、水洗塔和两级电除雾器等设备。尾气吸收塔和水洗塔均采用整体玻璃钢制作。尾吸电除雾器采用立式,选用导电玻璃钢材质,阴极电晕线为高效合金极线,高压电源采用恒流源,主要由电极、阳极管、上下气室和供电系统组成。
尾气处理系统主要设备的规格参数见表3。
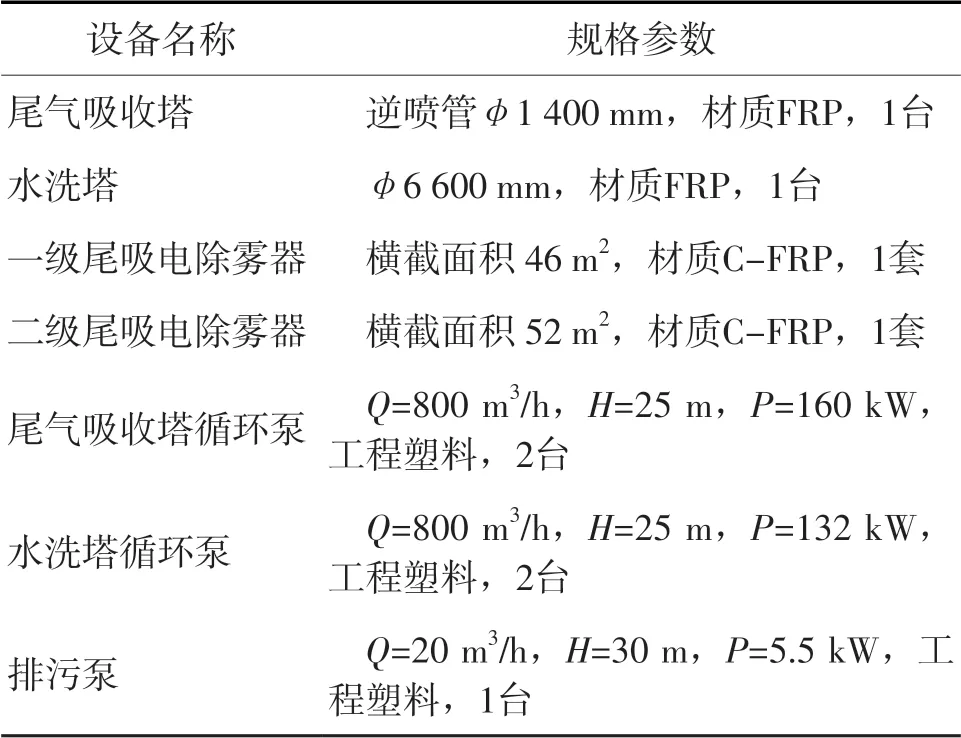
表3 尾气处理系统主要设备的规格参数
自2019 年10 月开车以来,硫酸装置运行稳定,尾气处理系统各项工艺指标如下:
1)尾气处理量设计值为134 000 m3/h,在生产负荷40%~110%范围内,该系统均能稳定运行。
2)该系统整体压降小于4 kPa,硫酸装置二吸塔出口压力能够满足该要求。
3)尾气吸收塔循环液pH 值控制在7.0~7.5,可保证排放尾气中ρ(SO2)≤200 mg/m3。
4)所用脱硫吸收液为w(NaOH)32%的碱液,消耗量约0.9 m3/h;工艺水消耗约9 m3/h,主要用于电除雾器的冲洗。
5 运行效果
2019 年10 月24 日,尾气酸雾治理项目正式开车,硫酸装置2#和3#系统各一部分炉气并入新尾气系统,流量约40 000 m3/h;10 月25 日下午将3#系统硫酸尾气超重力机出口至烟囱的阀门关闭后,3#系统硫酸炉气基本全部并入新尾气系统,流量达到70 000 m3/h。2019 年11 月,2 套硫酸系统尾气全部并入新尾气系统,气体总流量达到100 000 m3/h。2020 年1 月14—15 日对排放尾气进行连续监测,监测数据见表4。

表4 尾气排放监测数据
由表4 可见:尾气最大小时排放浓度ρ(SO2)<3 mg/m3,硫酸雾(ρ)为3.23 mg/m3。尾气经过尾气吸收塔、水洗塔和两级电除雾器处理,满足ρ(SO2)≤200 mg/m3,硫酸雾(ρ) ≤5 mg/m3的排放要求。
6 结语
南化公司尾气处理系统工艺技术先进、成熟、可靠,技术路线合理可行,从试开车至今连续稳定运行,彻底解决了硫酸装置尾气排放不达标的问题,满足了国家相关标准规定的要求,企业的环保效益和社会效益远大于经济效益。该尾气处理系统的技术改造充分利用了企业自身和当地的资源优势,是对当前国家相关产业环保政策的积极响应,也是对企业自身产业链的优化升级。