风电FRP产品设计常见缺陷及解决方案分析
2020-10-21张浩
张浩
摘 要:本文结合FRP产品的结构特性和工艺要求,从细节上入手介绍了几类RFP产品的设计缺陷及相应的临时解决方案,为后续具有相似结构产品的制作提供可行有效的实践经验,也为此类产品的开发提供设计依据。
关键词:FRP产品;成型工艺;设计缺陷;解决方案
FRP广泛应用于制作风力发电机的机舱罩、导流罩及各类轴承、电机的护板类零件。此类产品图纸设计及工艺要求由风电整机厂负责,FRP产品供应商按要求完成模具制作、产品成型及后续的切割钻孔、组装、检验和运输工装的设计制作。这种运作模式使得在制作阶段发现的亟待解决的设计缺陷难以落地,产品自身的优化设计周期长。本文结合FRP产品的工艺特性总结了几类常见设计缺陷,以便后续具有类似结构的产品在开发阶段将此类问题充分考虑并解决。
1 VARTM工艺产品非胶衣面用作安装定位面
某FRP轴承护罩,VARTM工艺成型,与其配合的钢件用其内表面作为安装基准面。制作时图中R所注位置抽真空过程很容易将已铺设到位的最外层纤维布吸起,造成R角位置产生4-7mm的褶皱,同时褶皱的产生使得长度为L的自由边向褶皱产生区域移动,造成该定位安装面产生台阶。此外为保证该三面角区域纤维布铺层的连续性,需在该安装面至少产生一次搭接,搭接造成该区域实际厚度将超出其图纸设计尺寸约1mm。以该面安装定位钢件会出现下侧两处M12的螺栓孔错位。为了解决这一问题我们不得不将该面进行打磨甚至刻意多打磨以保证其配件能安装到位,但打磨又削弱了产品整体成型后固有的强度和刚度,会进一步导致螺栓紧固过程出现胶衣面开裂的问题。现在我们通过更改纤维毡铺层以尽量缩小该区域成型后的厚度误差,同时专门设计了一套小反模用于该定位面的成型,保证该区域脱模后平滑无褶皱。尽管针对该问题采取的一些补救措施,但没有从问题的根源去寻求方案所以仍不尽完美,如果将FRP产品成型的细节因素考虑充分,设计时在钢件与产品之间增加调整垫,或将底部两处M12螺栓通孔改为长圆孔,均可有效避免该问题,且相比FRP产品的优化更为简单、可行。
2 应力集中的切割口
某5mm厚的FRP拱形结构零件,该件为冷却系统后续安装件,为了便于与其他部件装配,在拱形顶部的两侧各割出4处U形槽,槽宽为44mm,安装时把主机上与U形槽对应位置先前已经紧固的螺栓松开,将该件沿U形槽直接滑入紧固螺栓根部,再将螺栓重新紧固,避免了螺栓的拆卸。该设计仅从便于装配的角度优化产品却忽视了该U形槽会导致其原有强度的削弱,该拱形结构平放时由于FRP产品本身跨度长中间区域下垂,长时间弯曲变形导致U形槽位置产品开裂,造成报废。为了解决这一问题,我们设计了专用的转运支撑工装,该工装支撑在产品的顶面上其余位置均为悬空状态,保证产品上平面无任何弯曲变形产生,产品切割后直至包装均在该工装上流转。包装时该件为平放状态,为了避免打包及运输过程U形槽位置开裂,包装前使用15mm胶合板将最下端两处螺栓孔连接,保证拱形结构的跨度不会有增大的趋势,直至产品组装时拆下,整个周期安全可靠。
3 曲面上的脱出方向
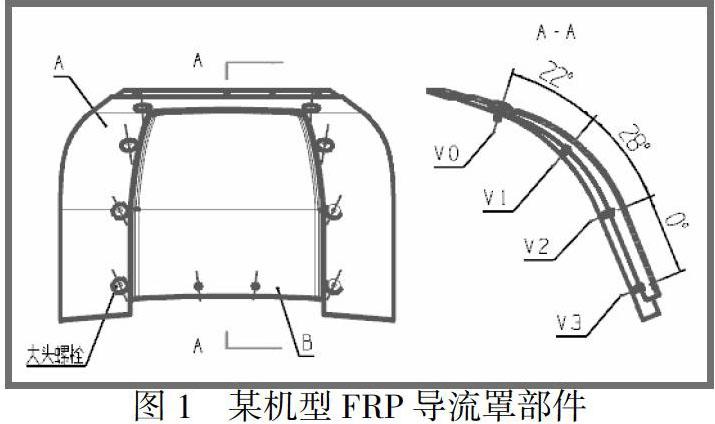
如图1所示,件A、件B为某机型FRP导流罩部件,件B通过大头螺栓安装在件A的内侧,大头螺栓使用结构胶粘接在件A的胶衣面上。安装时先将件A与件B的螺栓孔对齐,在任一组对角位置的孔内穿入螺栓,将件A和件B临时紧固,把涂有结构胶的大头螺栓分别穿入其余位置的各孔,用力将大头螺栓按压在件A的胶衣面上,紧固已粘接的一组大头螺栓,再将临时紧固的螺栓孔内粘上大头螺栓,所有大头螺栓粘接后即可将件A和件B安装在一起。
由于件B两侧大头螺栓安装面的法向V1、V2、V3、V4各不相同,当需要将件B从件A上拆下时发现沿任意一组矢量脱出时均因其余位置的螺栓通孔与螺纹干涉而卡住,要解决这一问题设计时应将件B左、右两侧任意一组大头螺栓轴线的对称中心线作为脱出方向,然后沿该脱出方向将件B从件A上移出,移出行程应大于大头螺栓的螺纹长度,以件B移动前、后与大头螺栓螺纹轴线的两处交点为圆心,设计一长圆孔即可实现件B的灵活拆卸。
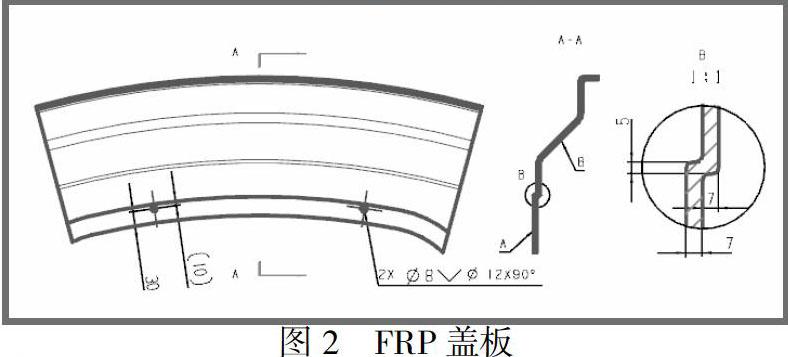
4 产品厚度的不连续
如图2所示,某一FRP盖板,产品壁厚7mm,该件为在用零件的更新换代产品,原设计为不锈钢钣金件。该产品采用RTM工艺制作,其中A面由正模成型,B面由反模成型,产品下侧法兰上两处安装孔均需锪出沉孔,孔中心距产品台阶处距离10mm,按设计图纸φ12X90°沉孔制作后不会与台阶位置干涉。但产品制作后多次出现沉孔锪至该台阶位置,实测孔到產品切割边的距离30mm仍能满足图纸要求,最终通过设计专用检验样板分别检测A、B面的造型,检测结果为B面台阶位置与样板不符,仔细检查才发现3D模型上台阶位置壁厚仅为5mm与两侧的厚度不一致,且此处一直按7mm制作[1]。
该问题源于其原设计为钢板冲压工艺制作,冲压成型过程钢板的塑性变形导致局部厚度不均匀,而换型后FRP产品各层纤维毡必须连续铺设,如果中间断开则需要搭接铺设,会出现搭接位置尺寸偏厚更无法作出造型位置厚度偏薄的产品。况且在FRP产品模具制作时反模型腔面是通过在正模型腔面贴上与产品同厚度的蜡片来制作的,也无法作出拐角位置偏薄的模具。所以图中5mm厚度位置实际制作后仍为7mm,虽然这种状态发货对使用无任何影响,但与图纸标注不一致,需花费额外的精力去验证,设想如果此处台阶位置安装其余附件,以图纸状态去完成其余配件的设计必然造成装配干涉,造成严重的损失。
5 结论
FRP产品的制作工艺自动化程度地,涉及的环节琐碎,注意事项较为繁杂,任何一个微不足道的细节被忽略都有可能导致批量的质量问题并可能带来重大的损失,本文所列举的几个细节问题为风电系统FRP产品及配件的结构设计提供了重要的技术经验,充分考虑这些细节问题可大大提高其工艺可行性,缩短产品开发周期。
参考文献
[1] 邓树斌,黄有慧.环氧树脂FRP紫外老化性能测试分析[J].天津科技,2019,46(07):7-8+12.