单、双轴肩搅拌摩擦焊焊接接头性能对比与研究
2020-04-24刘赣华李可
刘赣华 李可


摘 要:分别采用单、双轴肩搅拌摩擦焊工艺对6mm厚7A05铝合金板材进行焊接实验,对比分析两种焊缝接头的金相组织、力学性能及显微硬度。实验结果表明,双轴肩搅拌摩擦焊能有效消除焊缝根部薄弱及未焊透等焊接缺陷,但双轴肩焊缝产生了非常明显的脆性倾向。双轴肩焊缝接头的抗拉强度可以达到母材的78%,达到单轴肩接头强度的84%。两种焊缝接头区域的显微硬度都低于母材,说明焊缝都发生了软化现象。
关键词:搅拌摩擦焊;双轴肩搅拌摩擦焊;金相分析;力学性能
中图分类号:TG453.9 文献标志码:A 文章编号:2095-2945(2020)10-0096-02
Abstract: The welding experiments of 6-mm-thick 7A05 aluminum alloy plates were carried out by single and double shoulder friction stir welding respectively, and the metallographic structure, mechanical properties and microhardness of the two kinds of weld joints were compared and analyzed. The experimental results show that the double-shoulder friction stir welding can effectively eliminate the welding defects such as weak weld root and lack of penetration, but the double-shoulder weld has a very obvious brittleness tendency. The tensile strength of the biaxial shoulder weld joint can reach 78% of the base metal and 84% of the single shoulder joint strength. The microhardness of the joint area of the two kinds of welds is lower than that of the base metal, indicating that the welds have been softened.
Keywords: friction stir welding; double shoulder friction stir welding; metallographic analysis; mechanical properties
引言
搅拌摩擦焊(friction stir welding)经过20多年的发展已经在航空航天、轨道列车及核工业等行业得到了广泛应用,其与传统的熔化焊接方法相比具有晶粒细小、焊缝综合力学性能良好,无烟尘,无飞溅,环保节能,无需焊丝和保护气等优点[1]。传统的单轴肩式搅拌头搅拌摩擦焊技术对设备的刚性和背部支撑要求极高,因此结构件的焊接工装极其复杂并且需要背部支撑垫板以抵抗焊接中产生的锻压力,这约束了搅拌摩擦焊在制造领域的推广应用,此外对于大厚板的焊接易产生焊缝根部未焊透及弱连接等缺陷[2]。
双轴肩搅拌摩擦焊作为一种新型的搅拌摩擦焊接方式,其技术特点主要在于采用上下双轴肩结构(如图1所示),上轴肩与传统搅拌头作用相当而下轴肩代替背部刚性垫板,以实现焊缝背部无支撑焊接,保证了焊缝根部的全焊透。
本实验的实验材料选用7A05铝合金,7A05铝合金是铝锌锰系铝合金,为高强铝合金,采用淬火加人工时效热处理。7系列铝合金不仅具有强度高,无低温脆性等优点外,还具有良好的可加工性能和耐腐蚀性能,在我国被广泛用于桥梁结构,坦克装甲等领域。然而,7A05 铝合金具有较强的焊接裂纹敏感性,采用传统熔焊方法会大幅降低其接头强度,并且存在焊接变形大、焊接气孔等问题,在实际应用过程中存在较大的限制。本文中对6mm厚7A05铝合金板材单、双轴肩搅拌摩擦焊工艺进行对比与研究,为双轴肩搅拌摩擦焊用于铝合金的焊接生产提供理论支撑与指导。
1 实验方法
本实验选用的实验材料为7A05铝合金,其板材尺寸为:200mm*150mm*6mm。7A05铝合金为铝锌镁系铝合金,属于高强铝合金,其力学性能如表1所示:
实验采用二维搅拌摩擦焊焊机。单、双轴肩搅拌头如图2所示。焊接工艺如表2所示。
焊后用线切割沿试样横截面取金相试样,经研磨、抛光及腐蚀后,采用光学显微镜观察及金相組织并测试其显微硬度。采用万能拉伸试验机测试焊接接头力学性能。
2 实验结果分析
焊缝接头宏观形貌:
单轴肩搅拌摩擦焊焊接接头及双轴肩搅拌摩擦焊焊接接头宏观形貌如图3所示,由图可以看出双轴肩FSW接头同单轴肩FSW接头存在明显差异。单轴肩FSW接头宏观形貌呈“T”型,上宽下窄,焊缝上部宽度接近于搅拌头轴肩直径,焊缝下部宽度接近于搅拌针直径。双轴肩FSW接头宏观形貌呈“X”型,上下表面较宽而中间窄。
力学性能分析:
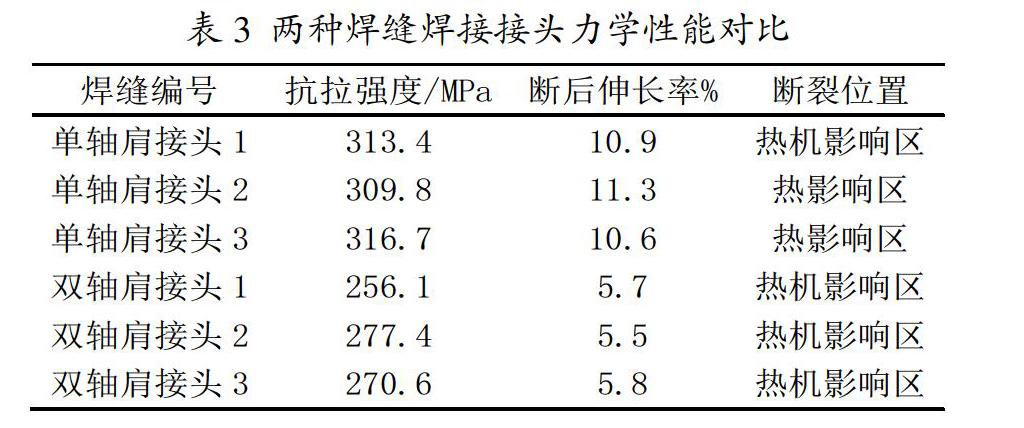
表3为接头力学性能对比,其焊接工艺参数都为?棕=800rad/min,v=200mm/min。分析表3得:
(1)双轴肩焊缝接头力学性能普遍低于单轴肩焊缝,只能达到单轴肩焊缝接头抗拉强度的84.2%,达到母材抗拉强度的78.1%。
(2)双轴肩焊缝接头的断后伸长率仅能达到单轴肩焊缝的50%左右,说明双轴肩焊缝脆性倾向严重,塑性韧性损失严重。
产生这种现象的原因主要是因为双轴肩焊缝热输入高于单轴肩焊缝,故双轴肩焊缝的晶粒生长过快导致其晶粒粗大,进而使整体力学性能下降严重。
3 结论
(1)完成了7A05铝合金单、双轴肩搅拌摩擦焊焊接接头,焊接接头成型良好,无裂纹等缺陷。
(2)双轴肩焊缝接头宏观形貌呈上下表面较宽而中间窄得“X”型,接头分为焊核区,热机影响区,热影响区,母材区。
(3)双轴肩焊缝焊接接头的抗拉强度能达到母材的78.1%。
(4)双轴肩搅拌摩擦焊虽然能有效消除未焊透、焊缝根部弱连接等缺陷,但其接头力学性能低于单轴肩焊缝接头,其原因主要为,双轴肩搅拌摩擦焊的热输入高于单轴肩,导致双轴肩焊缝接头晶粒粗大,接头软化。
(5)单、双轴肩焊接接头的显微硬度均低于母材,说明其焊缝都出现了软化现象。软化现象最严重的区域主要集中于热机影响区和热影响区。
参考文献:
[1]R.S.Mishraa,*, Z.Y.Mab. Friction stir welding and processing[J].Materials Science and Engineering R.50(2005):1-78.
[2]赵衍华,李延民,郝云飞,等.2219铝合金双轴肩搅拌摩擦焊接头组织与性能分析[J].宇航材料工艺,2012,42(6):70-75.