基于短纤维增强的复合气压砂轮基体性能研究
2016-11-10姜文雍郑孟翔卜雪钢余丽霞厉志安
姜文雍+郑孟翔+卜雪钢+余丽霞+厉志安

摘要:为了提高自由曲面高效光整加工效率,将软固结气压砂轮光整技术应用到模具加工中。提出了一种通过添加天丝短纤维,提高气压砂轮基体力学性能的新方法。运用有限元软件,仿真分析了不同纤维质量分数的气压砂轮对模具表面光整加工时的应力及应变变化情况,验证了随着短纤维质量分数增大,气压砂轮基体的仿形能力越好,其材料去除能力也越强。
关键词:剪切滞后理论;短纤维增强;复合气压砂轮基体;力学性能;仿形能力;有限元
中图分类号:TG743 文献标识码:Adoi:10.14031/j.cnki.njwx.2016.10.001
0 引言
模具在现代社会中具有十分重要的作用,为了满足模具表面高寿命、高耐磨性和高耐腐蚀性等新要求,表面激光强化技术在模具行业得到了广泛的应用。然而,表面激光强化技术在大幅度提高模具表面性能的同时,也使加工难度增加。在对自由曲面的光整加工时,由于一般的刚性研磨工具难以与工件曲面形成良好的面接触;也难以把握各局部的加工力度和加工时间,因此,不但加工质量不稳定且加工效率低。针对这一现状,浙江工业大学计时鸣等人提出了一种适用于激光强化后具有高硬度自由曲面的模具表面光整加工技术:软固结磨粒气压砂轮(Softness Consolidation Abrasives Pneumatic Wheel, 简称为SCAPW)加工方法[1-2]。
软固结气压砂轮主要由气压砂轮基体、高聚物粘接剂和磨粒组成,其中粘接剂和磨粒均匀附着在气压砂轮基体上,如图1所示。
在对模具的自由曲面进行加工时,气压砂轮应当与自由曲面有较好的仿形接触,以便尽可能地加大与曲面的接触面积,使更多的磨粒参与到加工中去,这就要求气压砂轮基体具有良好的粘弹性。高聚物材料同时具有良好的粘性和弹性,而橡胶是一种典型的高聚物材料,因此选用橡胶作为气压砂轮基体的材料。
天丝纤维是一种绿色无毒的纤维,其横截面一般为圆形或椭圆形,线密度大部分为0.17tex,并具有悬垂性好,无毒环保、舒适柔软等优点,目前广泛应用于纺织工业与医学业。本文选用1.4 D×38 mm的A100型非原纤化天丝纤维。
1 短纤维增强气压砂轮基体理论基础
短纤维与橡胶混合常用的理论模型有三种:
(1)串联——并联混合模型;
(2)随机混合模型;
(3)纤维单向分布模型。
短纤维增强橡胶基体的原理是:当复合材料承受外载荷时,外力通常先作用在橡胶基体上,由于短纤维的弹性模量远大于橡胶材料的弹性模量,因此橡胶产生的变形将远大于短纤维产生的变形。较小弹性模量橡胶的变形受到了较大弹性模量的短纤维的制约,于是在两者结合的界面上形成了剪切应力,就这样,通过界面的应力传递,把作用在橡胶基体上的力传递到具有高模量、高强度的短纤维上[3]。Cox[4]提出的剪滞模型就是针对短纤维增强中纤维与橡胶基体的应力传递分析最重要的理论模型,如图2所示。
2 复合气压砂轮力学性能分析
利用密炼机制备气压砂轮所需的复合材料,利用一个专用的模具制备气压砂轮基体。本文选用邵氏硬度40 HA的橡胶作为复合材料的基体,参照GB/T 528—2009《硫化橡胶或热塑性橡胶拉伸应力应变性能的测定》中的规定制成哑铃状试样,在Instron试验机上进行拉伸实验。研究表明,当短纤维质量分数未超过10%时,复合材料与橡胶材料相比,其邵氏硬度基本未发生变化[5]。
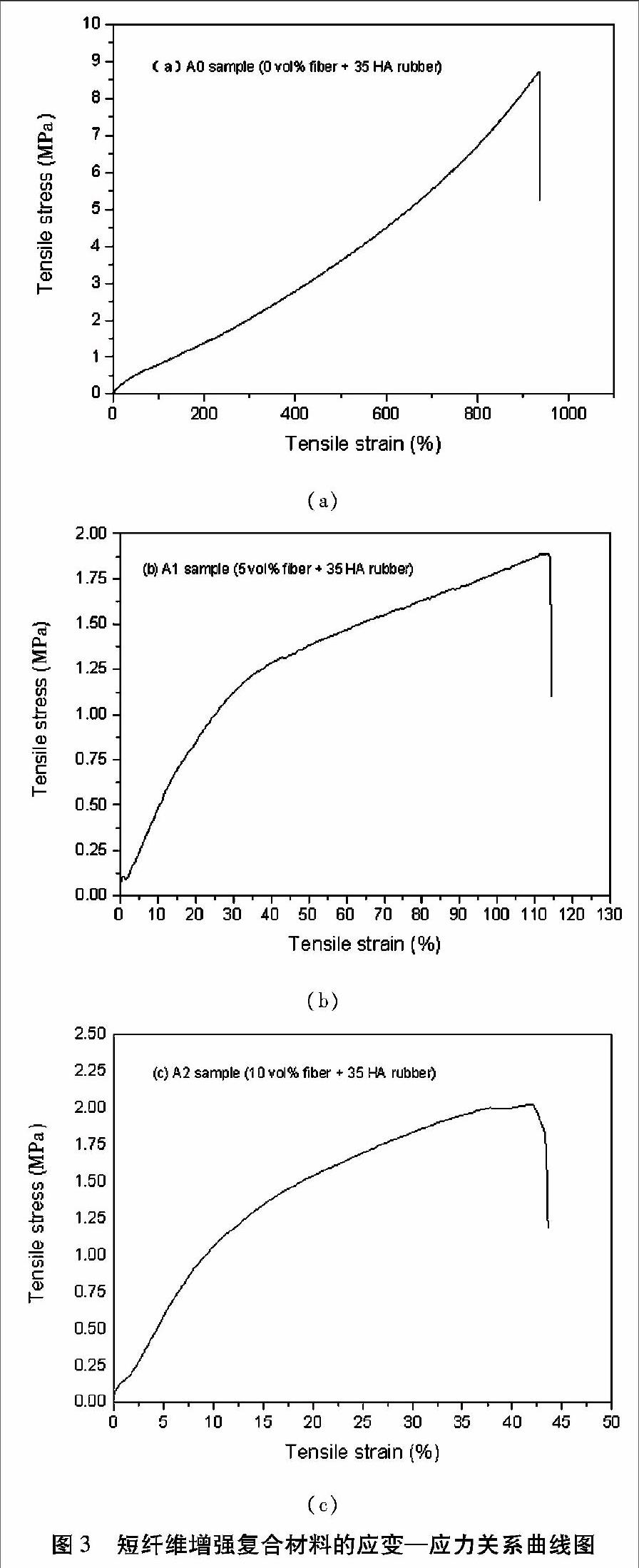
图3为添加不同质量分数的纤维后,复合材料的应变—应力关系曲线图。图3(a)所示为未添加任何短纤维时,橡胶材料的应变—应力曲线图,其曲线光滑,几乎未见波动,直到应变量达到800%以上时材料才发生断裂;图3(b)所示为添加8%质量分数的天丝纤维后,复合材料发生断裂时应变量急剧下降。
图3(b)和图3(c)所示为,在同等硬度条件下,不同的天丝纤维质量分数对应的复合材料断裂应变量和应变力。对比图3(b)和图3(c)可以发现:随着天丝纤维质量分数的增加,复合材料的断裂应力呈现增长的趋势,而断裂应变量则呈现出减小的趋势。断裂应力的增加,表明随着短纤维质量分数的增加,短纤维在改善复合材料柔韧性的同时,也提高了仿形能力,使其更加不容易断裂。断裂应变量减小则是因为在添加了短纤维后,短纤维和橡胶的接触界面产生了剪切应力,改变了橡胶原来的力学状态,使其更容易发生断裂。
由短纤维增强复合材料的应变—应力关系曲线图可以发现:在初始阶段,短纤维增强复合材料的应力随着应变的提高而快速增长。拉伸曲线在初始阶段可以近似地看成线性关系。
3 短纤维增强气压砂轮加工仿真分析
软固结磨粒气压砂轮主要是通过磨粒与工件接触并发生相对运动来实现材料的去除,其工作时的受力情况比较复杂。气压砂轮最后加工的效率主要受气压砂轮下压量及其内部充气压力,气压砂轮基体材质以及与工件接触的夹角等因素的影响。通过有限元仿真软件ANSYS模拟不同气压砂轮基体在激光强化表面模具光整加工时的仿形能力以及接触应力的分布情况,可以指导以后的光整加工试验。
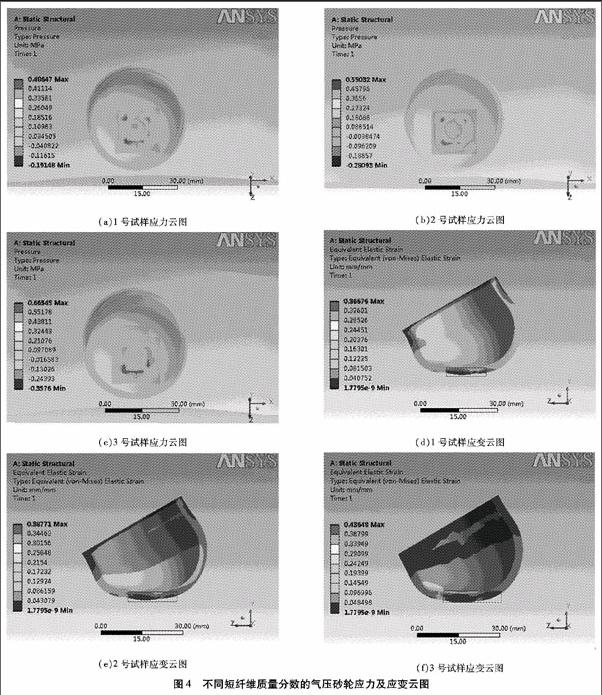
仿真选用外径35 mm、厚度2.5 mm的气压砂轮,砂轮充气压力0.1 MPa,气压砂轮下压量为1.5 mm, 气压砂轮基体的短纤维质量分数分别为0、2.5%、5%,对应编号分别为1、2、3。气压砂轮磨粒层弹性模量取4 MPa,泊松比取0.49[6]。被加工材料为高碳钢,其弹性模量E为210 GPa,泊松比μ为0.3[7]。仿真结果如图4所示。
图4为气压砂轮压应力云图,从图中可见气压砂轮工作时在砂轮基体和工件的接触区受力明显;压力值的大小随着短纤维质量分数的增加而增加。由修正后的Preston方程[8]可知,随着纤维质量分数的增加,气压砂轮基体的仿形能力得到改善的同时,其材料去除的能力也得到了增强,进而提高了光整加工效率,验证了短纤维增强气压砂轮基体的理论构想。
4 结论
(1) 介绍了短纤维与橡胶混合的理论模型及短纤维增强气压砂轮基体理论基础。利用短纤维增强理论,分析了添加天丝短纤维的复合气压砂轮力学性能。
(2) 基于有限元的方法,仿真分析了不同纤维质量分数的气压砂轮对模具表面光整加工时的应力及应变变化情况,验证了随着短纤维质量分数的增大,气压砂轮基体的仿形能力越好,其材料去除能力也越强。
参考文献:
[1]计时鸣,金明生,张宪,等.应用于模具自由曲面的新型气囊抛光技术[J].机械工程学报,2007,43(8)∶2-6.
[2]许亚敏.软固结磨粒气压砂轮的光整加工技术与实验研究[D].杭州:浙江工业大学,2009∶12-14.
[3]宋华.短纤维增强PVC复合材料力学性能研究[D].上海:东华大学,2003∶9-12.
[4]Cox H L. The elasticity and strength of paper and other fibrous materials[J]. Britsh Journal of. Applied Physics, 1952(3)∶72-79.
[5]计时鸣,郑孟翔. Lyocell纤维增强气压砂轮基体的力学性能[J].复合材料学报,2014,31(5)∶1321-1329.
[6]丁洁瑾.软固结磨粒气压砂轮的优化设计及性能实验 [D].杭州:浙江工业大学,2012∶36-38.
[7]计时鸣,厉志安,金明生,等.随机短纤维增强气压砂轮基体性能的研究[J].应用基础与工程科学学报,2015(2)∶369-379.
[8]计时鸣,曾晰,金明生,等.软固结磨粒群加工方法及材料去除特性的分析[J].机械工程学报,2013,49(5)∶173-188.
