机器人应用于气体保护焊的相关质量识别及控制研究
2019-10-21易荣军
易荣军

摘 要:从工业机器人自动焊接系统的硬件组成与连接、焊接系统参数设置、自动焊接系统PLC控制、机器人焊接过程示教编程等方面对工业机器人焊接系统的应用进行系统阐述,并根据机器人自动焊接中常见质量问题及自动焊接质量控制方法等了进行分析。本文以机器人气体保护焊为例,系统分析了影响焊接质量的机料法环测五个因素的各子因素并评价了各因素的相关度,并针对强相关性因素介绍了过程控制方法。
关键词:气体保护焊;焊接质量;影响因素;相关度
前言:随着工业经济领域的战略转型和技术升级,焊接自动化、工业机器人、自动化控制系统的发展已经成为必要趋势,焊接技术正在经历从传统的手工技术作业发展成为现代科学制造,焊接机器人的应用极大的提高了焊接的灵活性和焊接质量。
1汽车零部件行业气保焊焊接质量现状
焊接是汽车制造的四大工艺之一,也是众多汽车零部件的重要工序,包括车身件、底盘件和功能件等,焊接的焊缝或者焊点都是CC特性和SC特性,不仅影响焊接产品的使用性能和寿命,更重要的是影响人身和财产安全。同时,焊接又是典型的特殊过程,涉及因素众多,为了保证产品质量必须对焊接过程实施管理。气体保护焊全名为熔化极气体保护焊,是以可熔化的金属焊丝作电极,并由气体作保护的电弧焊[1]。在实际生产中,气保焊产品的质量是由其过程保证的,当产品发生焊接质量问题、产生焊接缺陷时,就需要对焊接过程的控制进行分析,分析时一般采用鱼刺图(又名因果图、石川图)进行,如表1所示。目前发生质量问题一般采用此方法进行事后纠正,却不能做到事前预防。
2影响机器人气体保护焊质量的因素
机器人焊接有别于手工焊接,机器人焊接主要靠程序和防错进行,人员的影响相对较小,故本文未纳入分析,实际只从机、料、法、环、测等五个方面进行分析。
2.1物料对焊接质量的影响因素、风险、相关度和控制方法,如表2。
3机器人焊接系统的硬件连接
一个完整的工业机器人弧焊系统由工业机器人、焊枪、焊机、送丝机、焊丝、焊丝盘、气瓶、烟雾净化系统或者烟雾净化过滤机等组成。机器人焊接系统单元间的连接包括焊机和送丝机、焊机和焊接工作台、焊机和加热器、送丝机和机器人工控柜、焊枪和送丝机、气瓶和送丝机气管等的连接。
4机器人焊接系统参数调节与设置
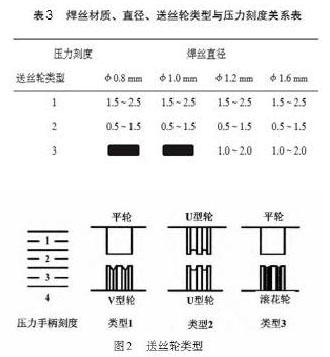
4.1送丝轮压力调节系统安装连接完成后应根据工艺要求调整送丝轮、气瓶压力以及焊丝盘的盘制动力。送丝机构为四轮双驱,送丝压力刻度位于压力手柄上,对于不同材质及直径的焊丝应设置不同的压力刻度,不同材质、焊丝直径与压力的关系如表3及图2所示。焊接过程中实际的压力调节规范必须根据焊枪电缆长度、焊枪类型、送丝条件和焊丝类型作相应的调整。图2中类型1适合硬质焊丝,如实芯碳钢、不锈钢焊丝。类型2适合软质焊丝,如铝及其合金。类型3适合药芯焊丝[2]
4.2气瓶流量和压力调节和焊接方式、板厚、焊丝直径等有关,应合理确定气压和流量。在流量调节前打开气瓶手动开关并按一下焊机电源上的检气按钮,在送气期间,旋转流量调节旋钮使浮球处于预设定流量的刻度位置,流量调节完成后,可再次按下气检按钮停止送气。
4.3焊机控制面板可选择焊机的功能和参数设定,焊接面板参数设置的操作流程首先依次选择焊接方法、工作模式、焊丝直径、焊丝材料,然后利用调节旋钮和参数选择键进行其他参数的调整,例如焊脚、板厚、焊接速度、焊接电流、焊接电压、电弧力/电弧挺度和弧长修正等。为了达到理想的焊接效果,必须合理的设置焊接各项隐含参数,如回烧时间、提前送气时间、滞后关气时间等。如果焊机电压和电流由机器人给定则无需设置焊接电流和焊接电压。
5机器人焊接系统示教及编程
焊接工作既可以利用机器人示教器本地操作来完成,又可以由PLC远程控制完成。为了保证焊接的正常进行及焊接机器人与PLC之间的通讯,除了完成机器人通用示教工作和编制PLC控制程序外,还必需完成机器人焊接系统焊接参数设置及机器人、PLC、焊机系统的关联设置。
6机器人自动焊接系统PLC控制
机器人自动焊接系统在远程控制模式下,机器人选择自动模式,系统就绪情况下,通过PLC系统能够实现自动焊接控制。设备自动启动,系统运行,机器人程序启动,在运行过程中若按下暂停按钮机器人应暂停运行,再次按下启动按钮,机器人继续运行,若急停按钮动作,系统应立即停止运行,须按复位按钮,清除机器人急停信号,机器人回到工作原点后,系统才可以再次启动。
7焊接质量控制
使用压力手柄调节送丝轮压力,应使焊丝均匀的送进导丝管,并要允许焊丝从导电嘴出来时有一点摩擦力,不致引起在送丝轮上打滑,注意过大的压力會造成焊丝被压扁,镀层被破坏,并会造成送丝轮磨损过快和送丝阻力增大。在焊接过程中应保持焊枪向焊接行进方向倾斜0°~10°的“前进法”焊接方法,使气体保护效果较好。如果出现焊接咬边现象要及时调整焊接参数和焊枪角度;如果经常性出现焊偏现象则要对机器人零位置进行校正。
8结语:
综上所述,影响机器人气体保护焊焊接质量的过程因素众多,不仅需要强调硬件系统(包括:焊接电源稳定性、机器人的重复精度、送丝机构的稳定性等方面),还需要管理软系统(包括:导电嘴的更换频率、参数的设置、零件间隙的匹配等方面)。经过产品和工艺设计后,在批量生产前先要进行因素梳理、识别重点影响因素,进行完善的过程质量策划,针对重点因素进行控制,做到事前预防,才能从根本上减少焊接质量风险。
参考文献:
[1]陈祝年.焊接工程师手册[M].二版.北京:机械工业出版社,2010.
