切削温度及加工时间对CFRP弯曲性能的影响*
2019-09-05杨博文郑耀辉王明海孔宪俊
王 奔,杨博文,张 凡,郑耀辉,王明海,孔宪俊
(沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,沈阳 110136)
0 引言
碳纤维增强型复合材料(简称CFRP),具有比强度大、比模量高、耐腐蚀等一系列优点,在军事、航空、工程等领域得到了广泛应用。为满足CFRP结构件连接及装配需求,需对材料进行钻削、车削、铣削等机械加工。CFRP作为典型的难加工材料,具有各向异性、层间结合强度低等特性[1],切削过程中极易产生分层、毛刺、撕裂等损伤。
复合材料具有良好的物理性能和稳定的化学性能等优点,缺点是在高温条件下出现材料软化、降解和老化等现象。因此在实际加工中复合材料的制备不可避免的会受到温度环境的影响[2]。刘桂铭等[3]对复合材料在不同温度环境下进行静力拉伸试验和疲劳试验,得到温度环境对静力拉伸强度和疲劳寿命都有很大影响。宋健等[4]通过对复合材料进行力学试验,发现复合材料层合板随温度环境变化力学性能十分不稳定。 刘准等[5]通过对固化后的树脂基体进行不同时间与储能模量曲线的分析,得到复合材料的开孔层板强度受加工时间和温度影响十分敏感。欧阳林辉等[6]研究了高温环境对开孔复合材料层合板的损伤,结果表明高温环境下开孔复合材料的损伤从孔边缘开始直至断裂,且断裂面从孔边缘一直延伸至层合板的边缘。
CFRP加工过程中产生的高切削温度,不仅会对加工过程中产生加工损伤,也会对材料加工后的使用性能造成影响[7]。CFRP在加工过程中加工时间的不同,同样会对材料加工和使用性能造成巨大影响[8]。切削温度达到一定值并持续一段时间,树脂基体会由玻璃态向橡胶态转变[9],因此加工时的温度与时间是研究的关键。针对切削过程中温度及时间导致加工过程中的损伤破坏研究较多[10],并且加工时损伤已具备较好的检测手段[11]。然而针对加工后材料使用性能的研究较少,对加工时间影响材料使用性能的研究更为少见。
本文通过制备具有一定特征的试验样品,在材料固化温度基础上,结合不同切削温度及不同加工时间的弯曲试验[12],分析环境对加工后CFRP力学性能的影响,着重对比分析不同高切削温度及不同加工时间,对材料弹性模量和弯曲强度的变化,探讨复合材料使用性能破坏及关键影响因素。本文根据加工温度的控制目标及加工时间的具体评估,对不同环境下加工质量的研究具有重要意义。
1 实验设计
1.1 试验材料
本试验试件形式按照国际标准ASTM D7264/D7264M-07,试验所使用的碳纤维复合材料是由碳纤维增强型环氧树脂材料逐层对称铺设而成,铺层方式为[90°/-45°/0°/+45°]s对称铺层。如图1所示。
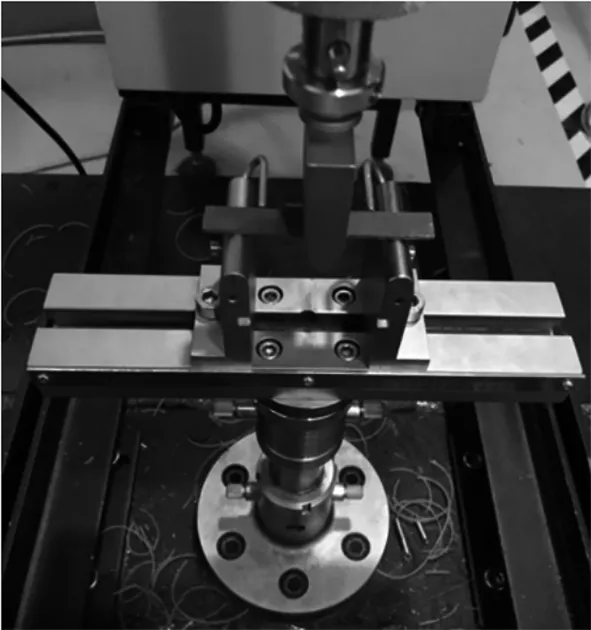
图1 三点加载弯曲试件图
本次试验使用碳纤维增强型环氧树脂复合材料,复合材料固化温度为120℃,且固化程度为80%,下两点跨距按照标准比例32:1设定,具体数据如表1所示。

表1 复合材料试件材料参数
1.2 不同温度试验
根据CFRP实际加工时切削温度通常低于200℃,试验设定加热温度分别为20℃(室温)、60℃、90℃、120℃、150℃、180℃。加热装置温度设定不同温度,将试件分别放入装置中加热时间均保持2min,取下试件放在室温环境中冷却30min,开始进行弯曲试验,且弯曲试验在室温中进行。如图2所示,试验采用instron电子万能试验机,试验机量程为0~100kN,试验温度为20°C(室温)。

图2 测量试验整体图
1.3 不同时间试验
根据CFRP实际加工时的切削时间通常小于2min,试验设定加热时间分别为15s、30s、45s、60s、90s、120s。加热装置的温度设定为复合材料的固化温度120℃,将试件分别放入装置中,加热不同的时间,取下试件并放在室温环境中,冷却30min,开始进行弯曲试验,弯曲试验在室温中进行。见图2,试验采用instron电子万能试验机,试验机量程为0~100kN,试验温度为20°C(室温)。
2 结果与讨论
2.1 不同温度试验变化
图3是加工温度与弯曲强度及弹性模量的折线图。通过图3可以看出,加工温度对CFRP的使用性能存在巨大影响,随着加工温度的升高,CFRP的弯曲强度和弹性模量均呈现出先减小后增大的趋势。加工温度在20℃~90℃区间时,材料弯曲强度和弹性模量变化较小,此时加工温度对CFRP的使用性能影响不大,材料的力学性能较好。当加工温度逐渐趋于120℃时,材料弯曲强度和弹性模量均呈现迅速减小趋势,且在120℃时弯曲强度和弹性模量均呈现出现最小峰值,弯曲强度为188MPa,弹性模量为9GPa。当加热温度在120℃~150℃区间时,弯曲强度和弹性模量均有所增大。
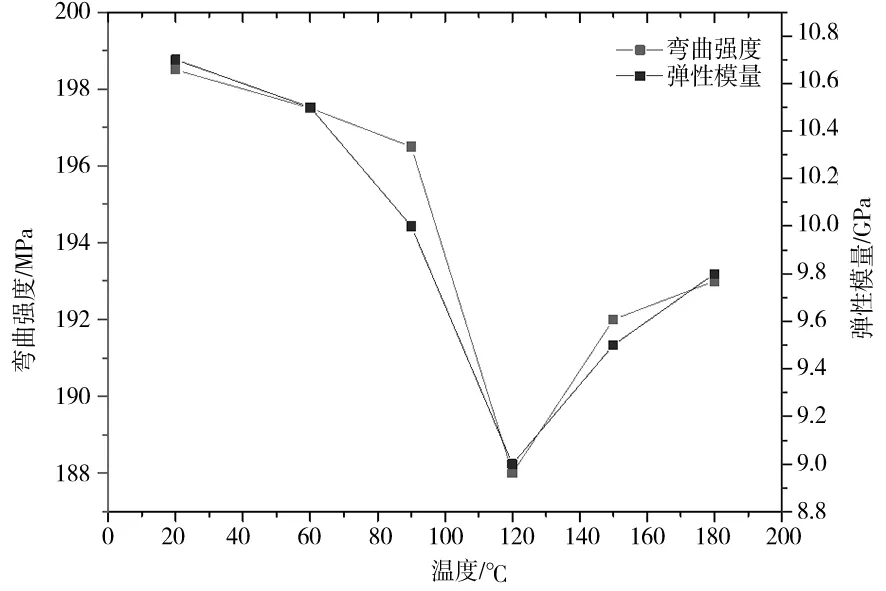
图3 弯曲试验温度—弯曲强度—弹性模量折线图
本试验所使用CFRP的固化温度为120℃,在加工过程中加工温度在120℃时材料的力学性能最差,材料的实际使用性能最低。 因此发现,在加工时间均为2min时,复合材料固化温度是影响材料性能的关键,通过本试验的发现进一步研究,在加工温度为复合材料固化温度时,不同的加工时间对材料使用性能的影响。
2.2 不同时间试验变化
图4是加工时间与弯曲强度及弹性模量的折线图。通过图4可以看出,加工时间对CFRP的使用性能同样存在巨大影响,随着加工时间的延长,CFRP的弯曲强度和弹性模量同样均呈现出先减小后增大的趋势。加工时间在15s~45s区间时,材料弯曲强度和弹性模量变化不大,此时加工温度对CFRP的使用性能影响不大且材料力学性能较好。当加工温度逐渐趋于45s时,材料弯曲强度和弹性模量均减小,在加工时间为45s时,CFRP的弯曲强度为770MPa,弹性模量为77GPa,均呈现出现最小峰值。当加工时间超过60s时,弯曲强度和弹性模量均有所增大。
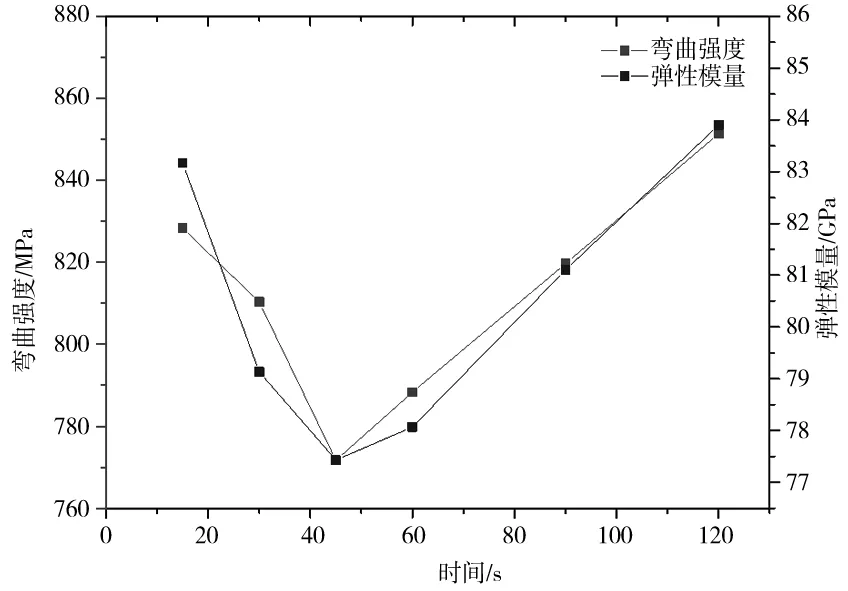
图4 弯曲试验时间—弯曲强度—弹性模量折线图
2.3 实际加工质量影响
通过多项试验对比研究发现,加工温度在固化温度120℃且在此温度的加工时间为45s时,CFRP的力学性能最差,复合材料实际使用性能最低。因此发现,在复合材料固化温度区域内加工温度及时间是影响材料性能的关键。
由于加工过程中温度通常高于材料的固化温度及加工时间,根据加工温度及加工时间对材料弯曲性能的影响,发现加工后孔周围材料弯曲性能在固化温度区域材料弯曲性能最差。因此,复合材料的制孔温度应当远离复合材料固化温度并严格控制加工时间。
然而,某些情况下如果复合材料制孔过程中的温度或者时间高于加工温度及延长加工时间,复合材料构件装配及连接后,在一定载荷的作用下,在加工过程中温度处于120℃附近,加工时间处于45s的材料,首先产生破坏,而非靠近孔壁处最先产生破坏。
3 结论
(1)通过不同加工温度对复合材料进行弯曲试验可以得出,当加工温度趋于固化温度120℃时,弯曲强度和弹性模量大,幅度最低,复合材料的使用性能最差。
(2)通过不同加工时间对复合材料进行弯曲试验可以得出,当加工时间趋于45s时,弯曲强度和弹性模量大,幅度最低,复合材料的使用性能最差。
(3)在加工过程中处于固化温度区域,或加工时间在45s时的复合材料弯曲性能最低,材料的使用性能最差,因此在使用过程中并非在最靠近孔壁处的材料首先发生破坏。