X70管线钢焊接用自保护药芯焊丝研制
2018-01-03
(广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州 510650)
X70管线钢焊接用自保护药芯焊丝研制
刘凤美,易江龙,郭春富,万 娣,牛 犇,王键益
(广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州 510650)
制备了3种不同合金成分的TiO2-MgO-Al2O3熔渣体系自保护药芯焊丝,研究焊缝熔敷金属性能,得到工艺性能较好的T50SS-3药芯焊丝。采用X射线探伤、金相显微镜、SEM等测试方法,研究药芯焊丝的焊缝宏观、微观组织、断口形貌及夹杂物分布、尺寸和成分。结果表明,焊缝无未焊透、咬边、气孔、夹渣等缺陷,微观组织主要为低分散型贝氏体+少量铁素体,中间为奥氏体颗粒,非金属夹杂为锆的氧化物为形核中心形成铝的氮化物,弥散均匀分布。
X70管线钢;自保护焊接;药芯焊丝;微观组织;非金属夹杂
0 前言
X70管线钢是一种高强度低合金钢,在常温下具有较高的机械强度及良好的韧性[1],主要用于大口径管线建设[2-3],已成功应用于西气东输一期工程。自保护药芯焊丝是一种在没有外加气体保护下进行焊接的新型焊接材料,它仅靠焊接过程中自身药芯组分中的造渣、造气等物质对焊缝金属进行保护,并通过过渡具有特定功能的合金元素达到实际工况所需的性能指标,操作便捷,广泛应用于X70管线钢的现场组对焊接[4-5]。我国在西气东输工程中所使用的X70管线钢管道焊接自保护药芯焊丝全部源于进口,这说明我国自保护药芯焊丝的发展水平与国外有着较大差距,随着我国管线建设的发展,开展自保护药芯焊丝的理论研究及开发应用日益迫切[6]。
自保护药芯焊丝渣系的选择对焊接工艺性能和焊缝力学性能起决定性作用,本研究采用优选的TiO2-MgO-Al2O3熔渣体系[7-10],加以脱氧剂、稳弧剂和合金剂等配方,制备出3种不同成分含量的药芯焊丝T50SS进行X70管线钢对接试验,对比焊缝金属的力学性能和低温冲击功,并采用X射线探伤仪、扫描电镜对整体性能较好的自保护药芯焊丝3#施焊后的焊接接头进行焊缝金属的显微组织观察、力学性能及低温冲击功测试。
1 试验材料和方法
1.1 试样制备
试验选用TiO2-MgO-Al2O3熔渣体系,选择不同的合金成分,采用天津旭智公司生产的XZ-YCX8药芯焊丝生产设备制备3种药芯焊丝,焊丝直径为1.6 mm,填充率23%,药芯主要成分如表1所示。母材采用20 mm厚的X70管线钢钢板。

表1 自保护药芯焊丝药芯成分%
使用NBG-500x型焊机,将制备好的3种药芯焊丝在X70管线钢上施焊,焊接工艺参数如表2所示,熔敷金属焊接接头按照GB/T 17493-2008标准在平焊位置进行多层多道焊。电源极性为直流正接,焊丝伸长量20~25 mm。
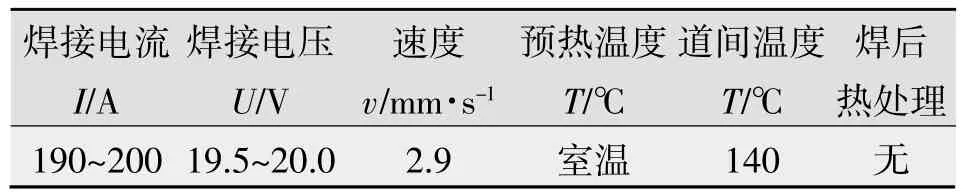
表2 主要焊接工艺参数
1.2 性能测试
性能测试取样根据国家标准GB/T 17493-2008,坡口和试验取样如图1所示。

图1 熔敷金属试验坡口和试验取样示意
采用GP-TS2000M/100KN万能试验机检测焊接接头力学性能,X射线探伤仪分析焊缝缺陷,XTL-3400D型体式显微镜观察焊缝宏观形貌,DMM-440D型金相显微镜、JSM840型扫描电子显微镜分析焊缝组织形貌、元素分布、夹杂物尺寸和断口形貌。金相分析采用标准金相程序金相机械抛光,并用4%硝酸溶液进行腐蚀。
2 结果和分析
2.1 不同合金成分自保护药芯焊丝熔敷金属性能
X70管线钢接头在复杂的地质条件和恶劣的气候条件下工作,接头的力学性能和低温冲击功是管线钢能否长期服役的关键。对药芯焊丝施焊后的焊接接头进行力学性能和低温冲击功的检测,结果如表3所示。
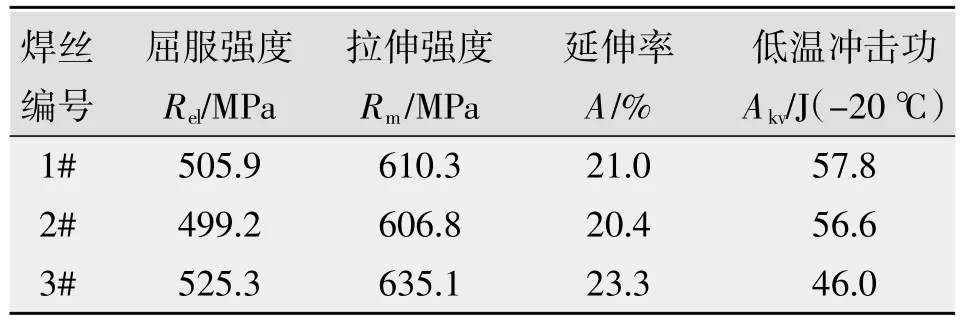
表3 不同合金成分自保护药芯焊丝焊缝性能
由表3可知,3#药芯焊丝施焊X70管线钢的焊接接头屈服强度、拉伸强度和伸长率相对较大,而-20℃低温冲击功最小,其整体性能满足ISO 17632-A-T50-2Mn1NiZN2H5药芯焊丝的要求。
2.2 焊缝金属组织及夹杂物分析
3#药芯焊丝施焊X70管线钢的焊接接头的宏观照片及X射线探伤底片如图2所示,焊缝金属无气孔、夹渣、未焊透等焊接缺陷。

图2 焊缝的宏观照片及X射线探伤底片
焊缝宏观组织如图3所示,可以看出,焊缝成形美观,无未焊透、咬边、夹渣等缺陷。3#药芯焊丝具有良好的焊接工艺性能。
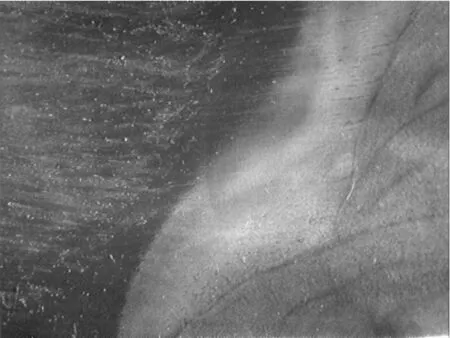
图3 焊接接头宏观组织
焊缝微观组织如图4所示,其金相组织主要为低分散型贝氏体和少量铁素体,中间为奥氏体颗粒。焊缝金属中非金属夹杂物含量如图5所示,可以看出,在焊缝金属中非金属夹杂弥散颗粒的相对均匀分布较为典型,铝的氮化物和氧化物占优势。氧化物和氮化物的非金属夹杂物具有不规则的形状,在金相组织中呈灰色和黑色,非金属夹杂物硬度HV0.01=258,夹杂比例为0.3%。其尺寸分布如图6所示。

图4 焊接接头微观组织

图5 焊缝金属非金属夹杂物金相照片
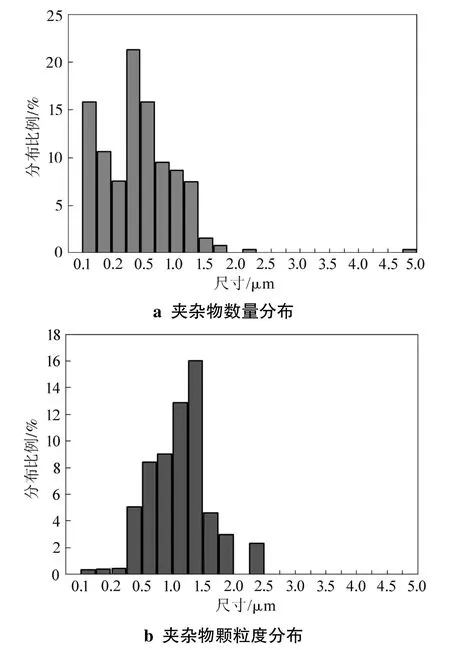
图6 非金属夹杂物的典型分布
非金属夹杂物分布数值如表4所示,焊缝金属的显微研究显示出粒度相对较小的球形颗粒均匀分布。焊缝金属典型夹杂形貌如图7所示。典型夹杂的光谱成分如图8所示。
75%以上的夹杂物尺寸小于或等于1 μm。为进一步研究非金属夹杂物的形貌组织,利用扫描电子显微镜对其进行观察。
从化学成分来看,非金属夹杂物的主要成分为Al、Zr、Mn的复合氧化物,推测可能是以锆的氧化物为形核中心,再在此基础上形成铝的氮化物的非金属夹杂物。
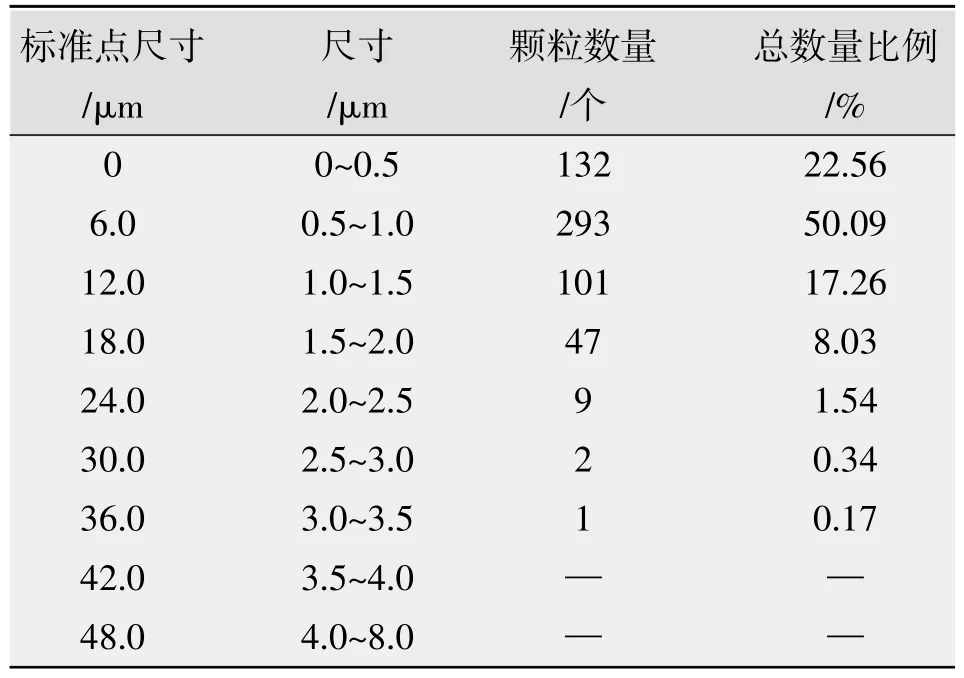
表4 非金属夹杂物分布的数据统计
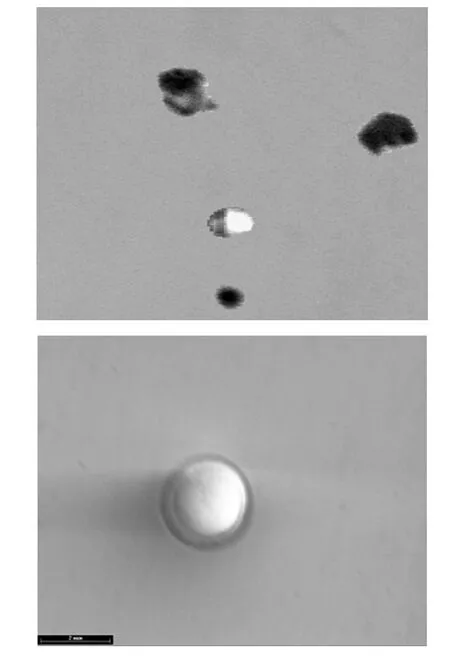
图7 焊缝金属典型夹杂形貌
2.3 焊缝断口形貌分析
为研究焊缝组织在拉伸及冲击断裂过程中的断裂行为,分别对拉伸断口进行形貌及微观组织分析。图9为拉伸断口宏观照片及不同区域SEM图。纤维区的韧窝组织分布不均匀,大韧窝组织分布较多,且存在少量夹杂物;放射区为组织均匀的等轴韧窝断裂区,且深度较深,在测试区域内未观察到韧窝组织中存在夹杂物。

图8 焊缝金属非金属夹杂成分光谱分析
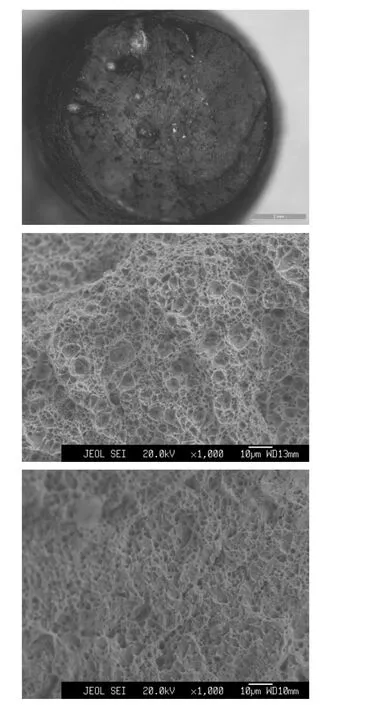
图9 焊接接头断口宏观照片及不同区域SEM图
韧窝组织中夹杂的球形组织主要为Al的复合氧氮化物,在拉伸试验中,夹杂物与熔敷金属之间由于变形能力的差异在夹杂物与熔敷金属交界处产生应力集中,致使微裂纹产生。为保护熔敷金属不受空气中氧氮的入侵,本研究在自保护药芯焊丝中添加较多的Al。因此熔敷金属中Al的含量增加,过高铝先共析铁素体不能形成细小的针状铁素体,且焊缝中AlN和其他氧化物含量增多,在冲击变形时,这些脆性相导致其韧性较差。
3 结论
(1)采用自行研发的T50SS-3自保护药芯焊丝焊接X70管线钢,焊缝金属屈服强度525.3 MPa,拉伸强度635.1 MPa,延伸率23.3%,-20℃低温冲击功46 J,整体性能满足ISO17632-A-T50-2Mn1NiZN2H5药芯焊丝的要求。
(2)T50SS-33自保护药芯焊丝具有较好的焊接工艺性能,焊缝成形美观,无未焊透、咬边、夹渣等缺陷。
(3)焊缝金属金相组织主要为低分散型贝氏体和少量铁素体,中间为奥氏体颗粒,非金属夹杂弥散颗粒的相对均匀分布较为典型,非金属夹杂物是以锆的氧化物为形核中心形成铝的氮化物。
(4)熔敷金属中,过高铝先共析铁素体不能形成细小的针状铁素体,且焊缝中AlN和其他氧化物含量增多,分布在韧窝组织中,形成夹杂物,在冲击变形时,这些脆性相导致其韧性较差。
[1]Wang S H,Luu W C,Ho K F,et al.Mater Chen Phys[J].[出版期刊不详]:2002(77):447.
[2]何少卿,王朝前,吴国权,等.药芯焊丝及应用[M].北京:化工工业出版社,2009:258-259
[3]米秋占.管线钢的氢致裂纹[J].焊管,2000,23(6):16-19.
[4]薛振奎.国内长输管道下向焊用焊接材料的发展现状与建设[J].机械工人,2006(10):16-17.
[5]Ralph Yeo.It’s quicker by tube-welding with self-shielded cored wires[J].Welding and Metal Fabrication,1997,65(3):3-6.
[6]旻蒋 ,栗卓新,蒋建敏.自保护药芯焊丝的国内外研究进展[J].焊接,2003(12):5-8.
[7]张智,张文钺,陈邦固,等.药芯成分对自保护药芯焊丝焊缝脱渣性的影响[J].材料科学与工艺,1997,5(4):40-44.
[8]栗卓新,陈邦固,雷万钧,等.药芯组成对碱性自保护药芯焊丝脱渣性影响的研究[J].机械工程学报,2001,37(10):75-78.
[9]魏琪,胡强,蒋建敏,等.铝对自保护药芯焊丝性能的影响[J].焊接学报,2000,21(6):10-13.
[10]夏俊飞,许继芳,刘恭源,等.CaO和SiO2含量对CaO-SiO2-Al2O3-MgO熔渣熔化性能的影响[J].过程工程学报,2010,10(Z1):78-82.
Research on the self-shielded flux-cored wire for welding of X70 pipeline steel
LIU Fengmei,YI Jianglong,GUO Chunfu,WAN Di,NIU Ben,WANG Jianyi
(Guangdong Welding Institute(China-Ukraine E.O.Paton Institute of Welding),Key Laboratory of Guangdong Province of Modern Welding Technology,Guangzhou 510650,China)
Three kinds of TiO2-MgO-Al2O3slag system self-shielded flux-cored wires with different components are used to study the properties of the deposited metal,and the T50SS-3 flux-cored wire is obtained.The X ray inspection,metallographic microscope,SEM are used to study the properties of the welded joints,including the macrostructure,microstructure and fracture appearance of the welds,and the distribution,size and composition of the inclusions.The results show that there are no defects such as lack of penetration,undercut,pores,slag and so on in the welds.The microstructure belongs to low dispersion bainite+a small amount of ferrite,intermediates are austenite grains,non-metallic inclusions are aluminum nitride,whose the nucleation occurs with zirconia,and distribute uniformly.
X70 pipeline steel;self-shield welding;flux-cored wire;microstructure;non-metallic inclusion
TG422.5
A
1001-2303(2017)09-0115-05
10.7512/j.issn.1001-2303.2017.09.26
本文参考文献引用格式:刘凤美,易江龙,郭春富,等.X70管线钢焊接用自保护药芯焊丝研制[J].电焊机,2017,47(09):115-119.
2017-04-27;
2017-06-12
广州市科技计划项目(201508030024);广东省科学院项目(2016GDASPT-0205);广东省项目(2012 A061400011,2015B050502005,2014B050503004)
刘凤美(1977—),女,高级工程师,主要从事焊接材料及焊接工艺的研究工作。E-mail:liufm@gwi.gd.cn。
