多电极电弧焊接技术的研究现状及展望
2018-01-03
(北京工业大学 汽车结构部件先进制造技术教育部工程研究中心,北京 100124)
多电极电弧焊接技术的研究现状及展望
张瑞英,蒋 凡,陈树君
(北京工业大学 汽车结构部件先进制造技术教育部工程研究中心,北京 100124)
介绍了几种多电极电弧焊接技术的基本原理、工艺特点及发展历程,主要包括Tandem焊、三丝焊、等离子-MIG复合焊、多电极并联钨极氩弧焊、旁路电极GMAW焊接工艺、ArcingWire GTAW焊接工艺、叉耦合电弧焊接方法等,根据耦合形式的不同将其分为共工件端弧焊技术、共焊枪端弧焊技术及交叉耦合弧焊技术三类,并展望了多电极电弧焊接技术未来的研究动向。
多电极电弧;焊接;研究现状;展望
0 前言
从我国“工业强基”专项行动的大力推进到“中国制造2025”的强势发布,均表明制造业是国民经济的主体,是立国之本、兴国之器、强国之基。焊接加工技术作为制造业的重要组成部分,随着航空航天、石油化工、海洋工程、能源工程等工业的快速发展,对焊接生产加工提出了高效、优质的迫切要求[1-3]。一些新型的特种焊接方法的异军突起,如激光束、电子束、搅拌摩擦焊等,虽然对传统的弧焊技术产生了不小的冲击,但是电弧焊工艺在现场装配、野外施工中仍不可或缺,研究和开发新型优质高效的电弧焊接工艺仍是焊接研究人员的永恒课题[4-5]。
为了实现优质高效的焊接加工,国内外学者针对电弧焊接工艺开展了大量的研究工作,不断推出新的焊接工艺,如Tandem焊接[6]、双面双弧焊接工艺[7]、旁路电极GMAW焊接工艺(又称为DE-GMAW工艺)[8]、多极氩弧焊(C-TIG)[9]、交叉耦合电弧焊接方法[10]等,这些焊接工艺在焊接速度、熔敷效率等方面均表现出明显的优势,可统称为多电极电弧焊接技术。
多电极电弧焊接技术采用两个以上的电极和工件同时放电,可以大幅突破传统的单电极电弧在热量输入、焊材填充和熔池受力等方面受到的固有搭配的局限,为实现优质高效电弧焊接提供新的技术手段。多电极电弧焊接技术的典型代表是2001在德国埃森展览会上推出的TANDEM双丝脉冲焊接工艺,其后,各种各样的多电极电弧的研究与应用方兴未艾。在此,介绍多电极电弧焊接技术的最新研究进展,并展望了其发展。
1 多电极电弧焊接技术的研究现状
在多电极电弧焊接技术中,电极的数目以及电弧耦合的方式多种多样,按照电弧耦合方式的不同,将其分为共工件端弧焊技术、共焊枪端弧焊技术和交叉耦合弧焊技术三种。
1.1 共工件端弧焊技术
为提升焊接效率,在传统单电极弧焊的基础上添加一个或多个电极形成多个回路,使多个电极同时工作并向工件输入热、质、力,极大地提升焊接效率,典型代表为Tandem焊和三丝焊等。
Tandem焊接工艺的原理如图1所示,采用并列双丝燃弧,焊接时两个焊接回路同时工作且两焊丝以一定角度前后排列、互为加热,充分利用电弧的能量,实现较大的熔敷率。Tandem焊接工艺最早由美国Union carbide&carbon corp提出,通过在GMAW焊的基础上加入一个与焊丝并行的铜电极形成并列双弧[11]。其后,美国的Thomas等人又改进了Tandem焊接工艺,采用焊丝取代铜电极形成并列GMAW电弧[12]。德国Cloos和奥地利Fronius公司先后开发了Tandem焊接系统,Tandem双丝焊熔敷率高、电弧稳定,熔滴受控,焊接薄板时焊接速度可达6 m/min,焊接厚板时熔敷效率可达24 kg/h,极大地提高了生产效率[13-14]。
双金属极电极明弧+单填丝的三丝焊工艺最早由日本神户制钢提出,其原理如图2所示[15]。沿焊接方向并列3根焊丝形成两个电弧,第一个电弧为引导弧,第二个电弧为跟随弧,两弧中间为填充丝(冷丝)。将冷丝与两根热丝同时送入,冷丝会被两根热丝产生的热量熔化。把冷丝放在中间,两侧平行的两根热丝使焊接过程稳定,确保冷丝稳定熔化,熔池表面平顺,使焊接过程更稳定。这不仅大大提高焊接效率,而且焊缝成形优于双丝明弧焊接工艺,焊接速度可达2.0 m/min。

图2 三丝焊工艺原理示意
在双金属极电极明弧+单填丝的三丝焊工艺基础上,上海交通大学提出了高速三丝熔化极气体保护焊工艺,其原理如图3所示[16]。3根焊丝分别为引导焊丝、中间焊丝和跟随焊丝,纵向排列。每根焊丝各具有一套独立的电弧-电源系统,其焊接工艺参数分别独立可调,以满足各种焊接要求。通过选用合适的焊接电流、电压组合,焊接速度1.8 m/min,焊脚长度可达 5~8 mm。

图3 三丝熔化极气体保护高速MAG焊原理示意
等离子-MIG复合焊在1972年由荷兰Philips公司研究实验中心的W.G.Essers等人最先提出[17],按照同轴与否分为两种:等离子-MIG同轴复合称为等离子-MIG焊,如图4所示;等离子-MIG旁轴复合称为Super-MIG焊,如图5所示。该工艺中,等离子焊枪和MIG焊枪均由一套独立的电源提供动力且均以工件作为其回路一极,通过等离子弧与MIG弧的共同作用实现高效焊接。充分利用了等离子弧焊和MIG焊两种方法的优势互补,与等离子弧焊接相比较,增加了在工件上的作用范围,提高了生产效率;与MIG焊相比较,降低了热输入能量,减小了热影响区,改善了焊接变形。与两种方法同时相比,提高了焊接速度,能够获得熔宽和熔深合理的焊缝。哈尔滨焊接研究所和沈阳工业大学等机构都研究了此工艺。

图4 等离子-MIG焊工艺原理

图5 Super-MIG焊工艺原理
北京工业大学的宋永伦教授提出多电极并联钨极氩弧焊(C-TIG)方法[9],其焊枪装置如图6所示,采用3个互为平行、互为隔离且互为等距的钨电极组合,分别与弧焊电源连接,形成多电极聚集电弧放电模式,强化并行电极“通道”间热电子发射和气体的“热电离”,提高弧柱区域能量密度。在电弧总的输入电流相等条件下,三电极电弧各层导电区域的空间范围均小于单电极的相应情况,并且三电极电弧中心区域的电流密度明显高于后者,CTIG弧的电子密度接近1018/cm3,而普通钨极氩弧的电子密度多在1017/cm3左右。在大电流输入条件下,C-TIG弧内部温度和承载能量均得到大幅度提升(其温度高达22 000 K),远高于常规TIG电弧所能达到的水平。使用C-TIG方法焊接5mm高强铝合金板,焊接速度为800 mm/min时可一次焊透成形,并获得细小均匀的焊缝及热影响区组织。
双面双弧焊接是采用两个同种电弧或不同种电弧在工件两面同时施焊的一种焊接工艺,其典型工艺为PA-GTA双面弧焊和TIG-MIG双面对称焊。PA-GTA双面弧焊工艺最先由美国Kentucky大学的张裕明教授提出[7],其原理如图7所示,TIG弧的加入扩大了等离子弧的小孔效应,同时电弧穿过工件在工件内部进行加热,提高了热效率,并可增加熔深,减小焊后热变形,尤其适用于中厚板的焊接。TIG-MIG双面双弧对称焊工艺中,每个焊枪都由一套独立的电源提供动力,实际上是焊缝两侧相互独立的焊接过程同时进行[18]。该工艺由于加入了MIG填充焊丝,大大降低了对工件坡口加工的要求,也减小了焊接工艺对焊接错边的敏感性,但增加了工艺过程的复杂性。
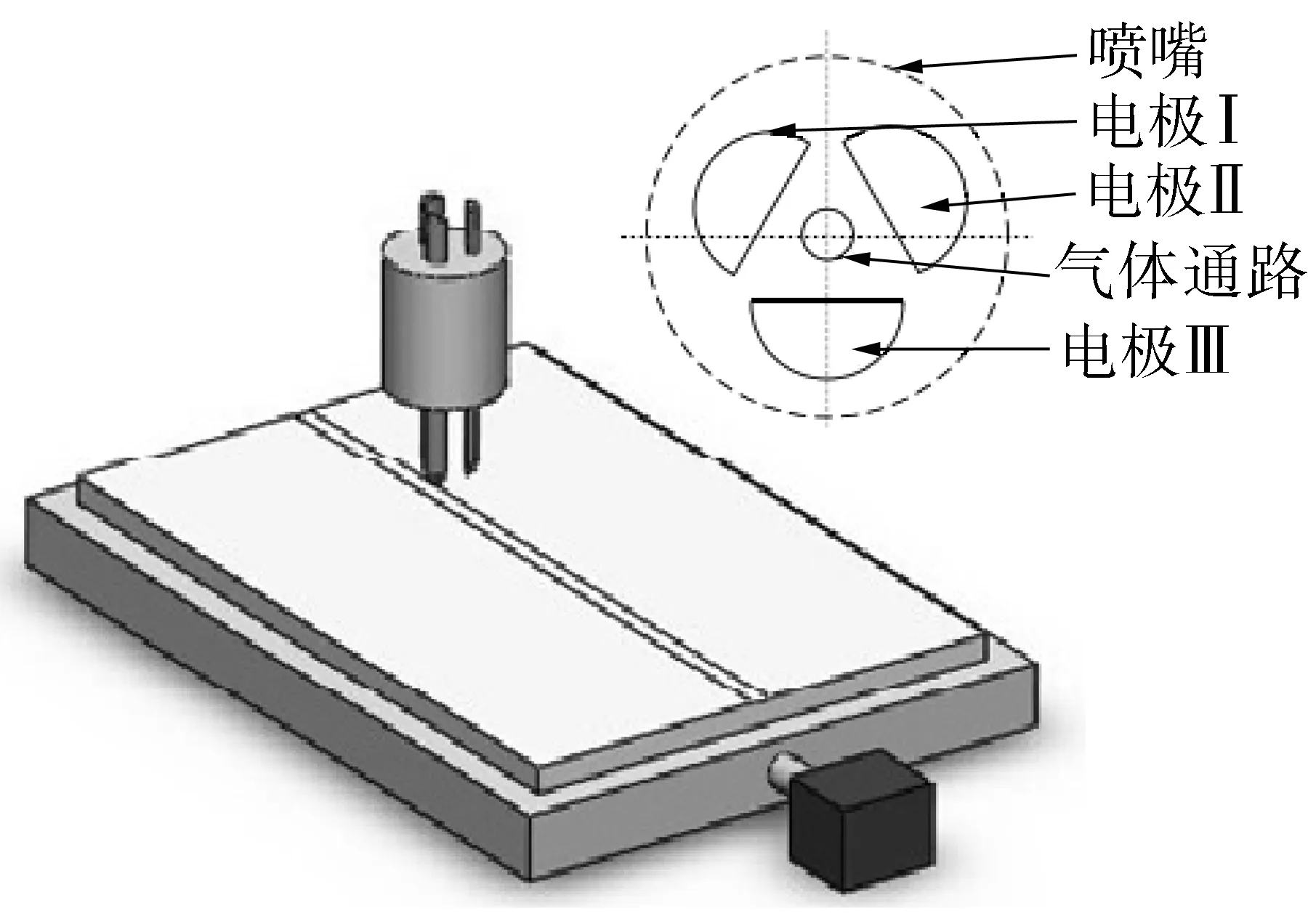
图6 三钨极复合焊焊枪装置示意

图7 PA-GTA双面弧焊原理
上述的多电极弧焊技术都是基于传统的电弧工作模式:多个电极和工件引燃多个电弧,焊接熔池是多个电弧互相耦合的载体。这些多电极弧焊技术仅仅是对电弧简单的叠加,在一定程度上调整了电弧的热力输出,没有从根本上解耦电弧的传热、传质和传力,即并未真正发挥出多电极电弧的优势。
1.2 共焊枪端弧焊技术
为了实现对焊接过程中传热、传质、传力的灵活控制,科研工作者提出了以旁路电极GMAW焊接工艺为代表的共焊枪弧焊技术。
美国Kentucky大学的张裕明教授在2004年提出了旁路电极GMAW焊接工艺(又称为DE-GMAW工艺),利用旁路电极在保证焊丝熔化效率的前提下降低对工件的热输入,其原理如图8所示[8]。通过GTAW焊枪构成的旁路,分流了一部分流过焊丝且本应继续流过母材的电流,在保证焊丝熔敷率的同时减小了母材的热输入,通过改变旁路电弧电流可以合理分配焊丝和母材热量。在旁路电极GMAW焊工艺基础上,2012年张裕明教授又提出一种新型旁路电弧工艺-Arcing Wire GTAW焊接工艺,原理如图9所示。通过将旁路熔化极电弧(GMAW)和主路非熔化电弧(GTAW)进行耦合,主电弧控制焊缝熔深,旁路熔化极电弧控制焊丝熔敷,实现熔深和熔敷的解耦控制[19]玗。兰州理工大学的石 教授和山东大学的武传松教授对旁路电弧GMAW焊接方法进行了拓展和建模[20-22]。

图8 旁路电弧GMAW工艺原理
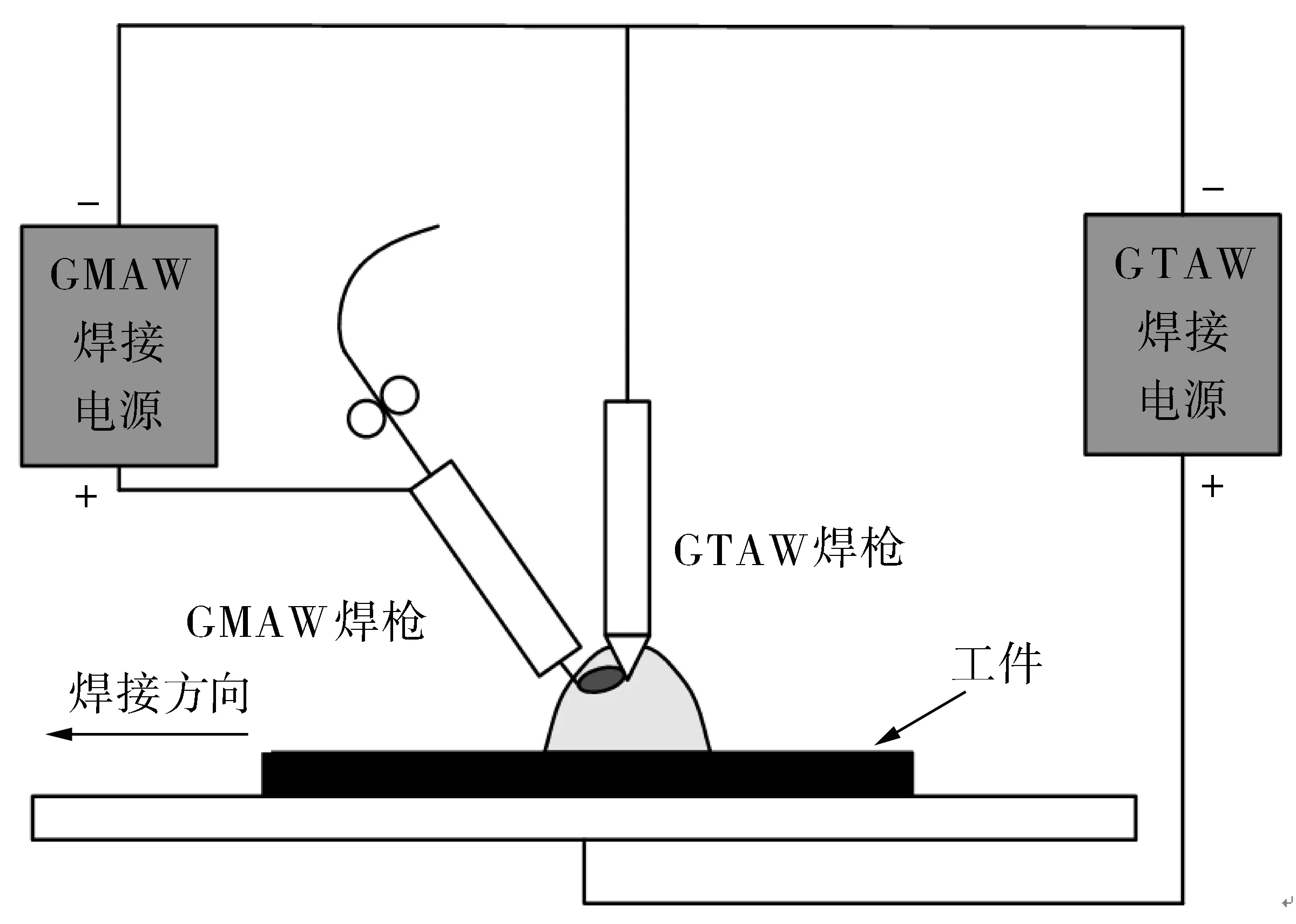
图9 Arcing Wire GTAW工艺原理
哈尔滨工业大学的耿正教授提出了一种双丝动态三电弧焊接方法[23],原理如图10所示。两根焊丝与工件之间交替建立两个电弧,而两根焊丝之间的电弧根据两根焊丝的电弧变换而改变极性,宏观形态上类似于Tandem DE,相当于维弧电流转移到另一根焊丝上,在微观形态上等同于DE-GMAW,相当于左右两个DE-GMAW相互切换。不仅提高焊接熔敷率、降低焊接热输入,而且实现熔敷和热输入的解耦控制。
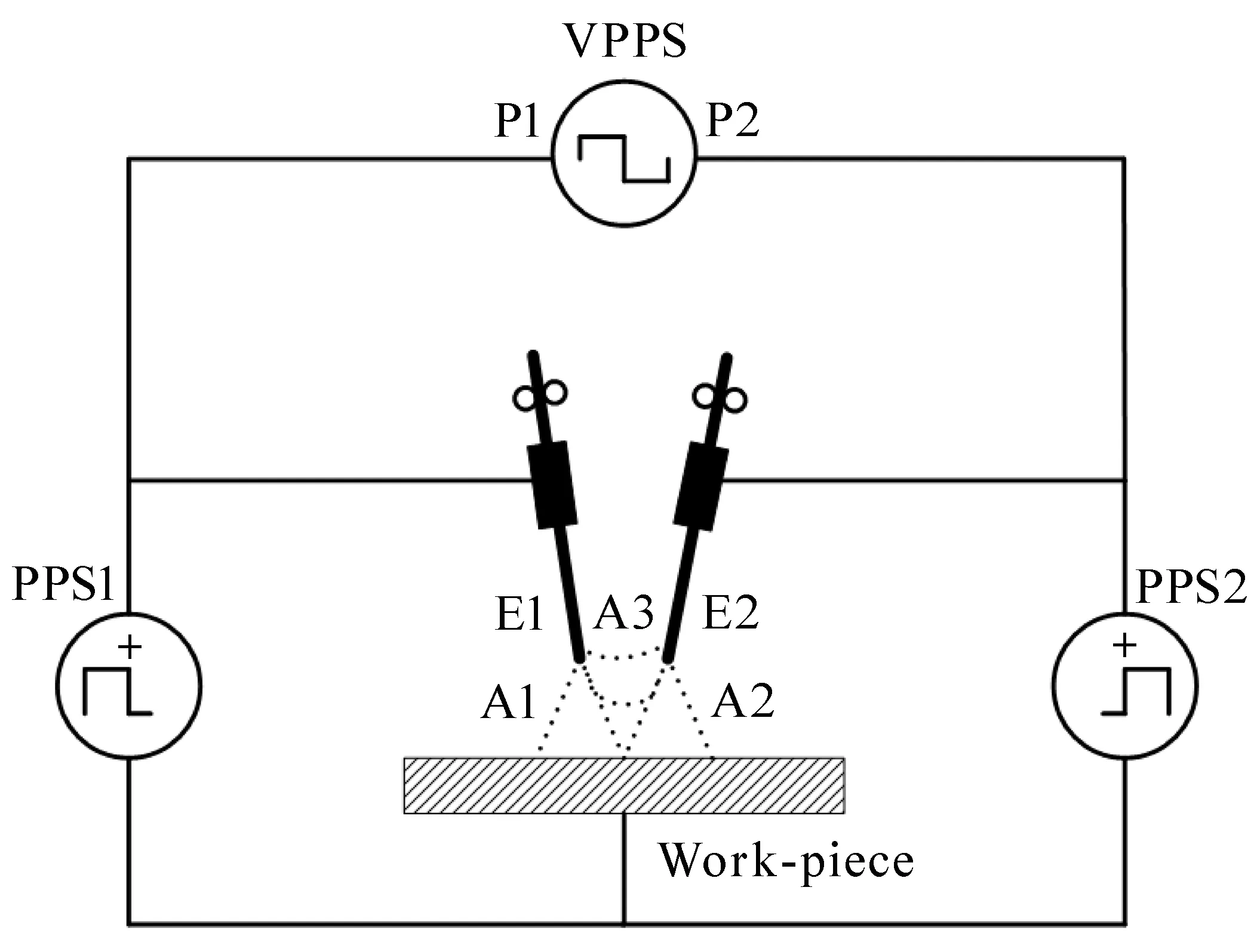
图10 双丝动态三电弧工艺原理
本研究提出一种双丝间接电弧交替旁路方法[24],原理如图11所示。在焊丝和工件之间建立直流主电弧,在两焊丝间建立交流间接电弧,主电弧交替出现在两根焊丝和工件之间,主电弧一方面加热焊丝和工件来控制热输入,另一方面提高熔滴过渡能力,间接电弧则熔化焊丝,调节熔敷速度。

图11 双丝间接电弧交替旁路的焊接原理
上述四种焊接工艺均采用了旁路电极分流主弧电流的方式,但旁路电弧和主弧之间相互影响,为了提高电弧稳定性,被迫将主弧弧长拉高以避免旁路电弧在耦合时对主弧产生干扰,而旁路电弧焊接工艺中主弧只有在保证一定电流的基础上才能稳定实现熔滴过渡,因此可认为共焊枪端弧焊技术能有效地改变传统电弧在热量输入、焊材填充、熔滴熔池受力的固有搭配,但是在电弧的主动控制和工艺参数匹配上仍存在一定困难,制约了该类技术的发展和推广。
1.3 交叉耦合弧焊技术
为实现自主控制焊接电弧的传热、传质和传力行为,本研究提出了交叉耦合电弧焊接方法[25],原理如图12所示。非熔化极电弧(GTAW或PAW)和熔化极电弧交叉耦合,非熔化极电弧在电极和工件之间燃弧,主要决定电弧的热、力输入,熔化极电弧在两根焊丝之间燃弧,与工件没有电气连接,主要控制传质并补充工件的部分热量输入。主电弧和丝间电弧以交叉耦合的方式共同完成焊接工作。
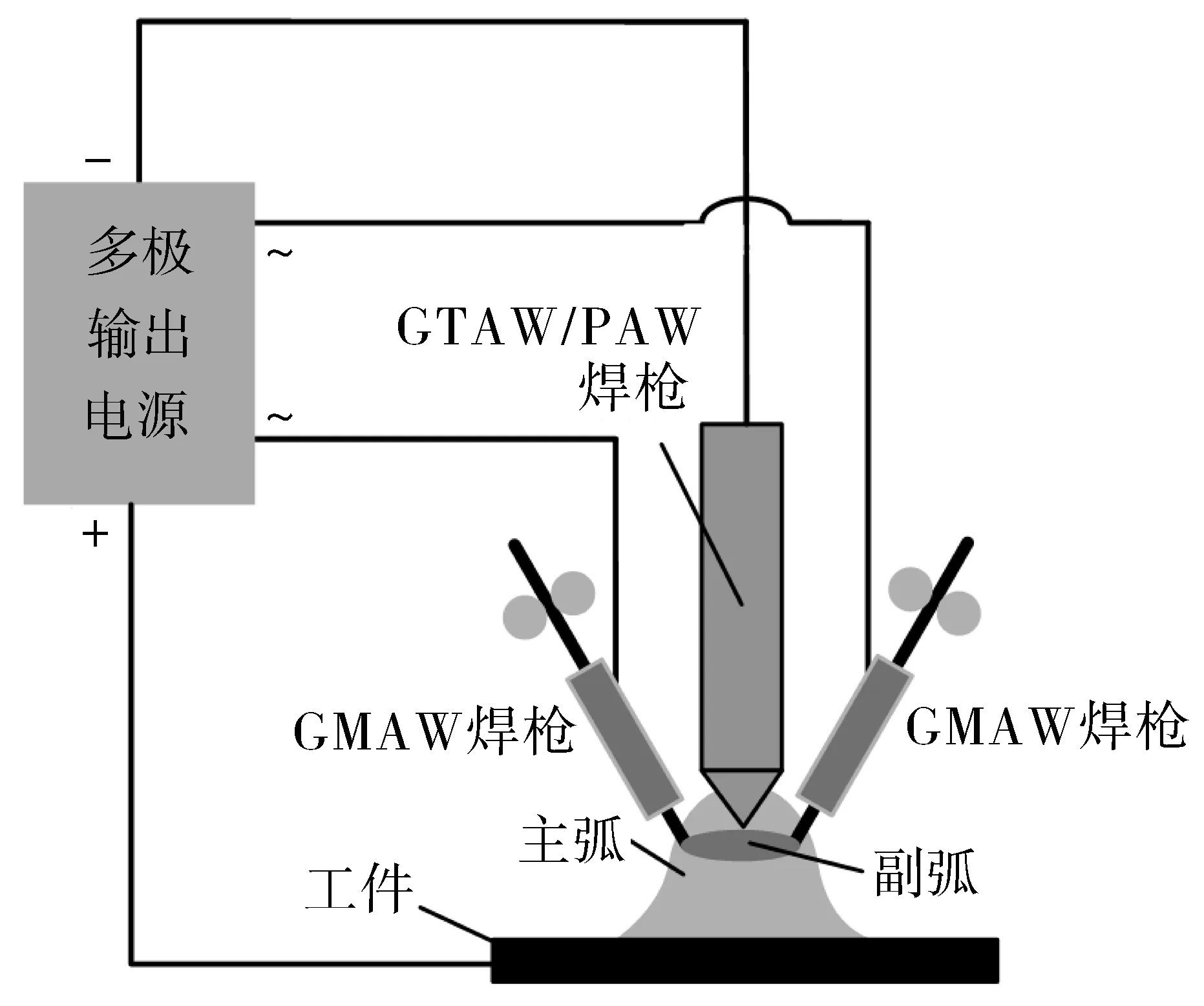
图12 交叉耦合电弧工艺原理
交叉耦合弧焊技术打破了“电弧是两个电极之间强烈而持久的放电现象”的传统概念[26],四个电弧在电弧空间同时放电,熔池仅是交叉耦合电弧中的一个电极,主电弧和丝间电弧互相耦合的载体是电弧本身。交叉耦合电弧焊接方法区别于传统电弧焊接方法最显著的特征是其焊接电弧成交叉状态,工件热输入和金属熔敷速度可控[27]。
交叉耦合电弧焊接方法是一个通用的模型,囊括了所有多电极耦合焊接工艺,改变电极数量和极性分布即可实现新型耦合焊接,可看作是交叉耦合电弧的衍生,如图13所示。多电极耦合焊接工艺根据熔池和焊缝要求设定相应工作模式,调整热质力的组合,实现精确控制熔滴尺寸和焊缝成形。该焊接方法在高速焊接、高熔敷焊接和低热输入精密焊接中具有潜在优势[27]。

图13 交叉耦合电弧焊接工艺衍生
2 结论与展望
随着工业生产的发展和市场竞争的日趋激烈,优质、高效的焊接方法逐渐应用于工业生产中,但是我国的焊接效率与国外仍存在较大差距,大力研究和推广高效电弧焊接方法是今后焊接工艺发展的重要方向。目前新型电弧焊接工艺的研究多数是在现有焊接方法基础上的不断创新,多极复合电弧焊接技术已经体现出其在传力、传热、传质解耦控制方面的独特优势。但是目前对多电极耦合电弧的研究仅仅停留在焊接方法的研发上,对电弧成弧原理和形态仅是简单描述,缺乏系统性的理论分析和针对性的设备与控制研发。进一步研究多电极电弧特殊的物理特性和燃弧机制,并针对多极电弧的燃弧特点和稳定控制条件进行相应的电源和控制策略的开发,将会更深层次地推进优质高效电弧焊接工艺的发展。
[1]潘际銮.二十一世纪焊接科学研究的展望[A].第九次全国焊接会议论文集[C].哈尔滨:黑龙江人民出版社,1999:D013-016.
[2]关桥.高能束焊接/加工与固态连接技术的创新发展[C].第十六次全国焊学术会议论文摘要集,2011.
[3]Ch K.,S.R.High deposition MAG welding:used for welding bridges and structures[J].Welding in the Word,1996(38):227-343.
[4]Bagger C,Olsen O F.Reviewoflaserhybridwelding[J].Journal of Laser Application,2005,17(1):2-14.
[5]Mendez P F,Eagar T W.New trends in welding in the aeronautic industry[C].New Trends for the Manufacturing in the Aeronautic Industry,2000.
[6]李星林,黄石生,吴开源.高速双丝脉冲MIG焊的研究[J].电力电子技术,2008,42(3):39-40,65.
[7]Zhang Y M,Zhang S B.Double-side arc welding increases weld joint penetration[J].Welding Journal,1998,77(6):57-62.
[8]ZhangYM,JiangM,LuW.DoubleelectrodesimproveGMAW heat input control[J].Welding journal,2004,83(11):39-41.
[9]宋永伦.高性能焊接电弧的研究与应用[J].电焊机,2013,343(3):1-5.
[10]陈树君,张亮,黄宁,等.非熔化极电弧与双丝熔化极电弧交叉耦合的焊接方法,CN201310105174.X,2013[P].
[11]Union Carbide,Carbon Corporation.Method and apparatus for tandem inert gas-shielded arc welding:United States,GB764571A[P].1956-12-28.
[12]Thomas W.Howlett,Clarence Verbeek,Laurence N.shupp.Tandem arc automatic welding:United States,3497667A[P].1970-02-14.
[13]王喜春,李颖.TANDEM双丝焊系统的特点及应用[J].焊接,2003(5):33-35.
[14]魏占静,李少农,周大胜,等.TANDEM双丝焊在造船拼板焊接中的应用[C].上海:2007年船舶焊接国际论坛论文集,2007.
[15]HiroshiARITA,TomokazuMORIMOTO,ShigeoNAGAOKA.TechnicalDevelopmentofAdvanced3-ElectrodeMAGHigh Speed Horizontal Fillet Welding Process[C].IIW Doc.No.XII-1898-06,92.
[16]华学明,马晓丽,林航,等.高速三丝熔化极气保护焊接工艺[J].焊接学报,2008,29(12):109-112.
[17]Essers.W.Q,Liefkens.A.C.Plasma-MIGwelding developed by Philips[J].Machinery and Production Engineering,1972,121(3129):631-634.
[18]周方明,于治,王宇,等.铝合金MIG-TIG双面双弧焊接技术[J].造船技术,2003,255(5):22-25.
[19]CHEN J S,LU Y,LI X R,et al.Gas Tungsten Arc Welding Using an Arcing Wire[J].Welding Journal,2012,91(10):261-269.
[20]武传松,张明贤,李克海,等.DE-GMAW高速电弧焊工艺机理的研究[J].ACTA METALLURGICA SINICA,2007,43(6):663-667.
[21]黄健康,韩日宏, 玗石 ,等.双旁路耦合MIG焊熔滴过渡受力分析[J].机械工程学报,2012,48(8):44-48.
[22]朱明,石玗,樊丁,等.旁路耦合电弧焊GMAW方法及建模[J].上海交通大学学报,2012,46(S1):65-68.
[23]耿正,魏占静,韩雪飞,等.高熔敷低热输入的Tri-Arc双丝电弧焊接方法[J].金属加工(热加工),2014(22):36-42.
[24]陈树君,张亮,门广强,等.双送丝辅助电弧驱动主电弧摆动的焊接方法.CN201310253480.8,2014[P].
[25]陈树君,张亮,黄宁,等.Gas TungstenArcWelding with Cross AC Arcing Twin Wires.美国发明专利,13/917520,2016[P].
[26]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2004.
[27]张亮.交叉耦合电弧焊接方法及热力传输机制研究[D].北京:北京工业大学,2016.
Current research status and prospect of multi-electrode arc welding
ZHANG Ruiying,JIANG Fan,CHEN Shujun
(Engineering Research Center of Advanced Manufacturing Technology for Automotive Components,Ministry of Education,Beijing University of Technology,Beijing 100124,China)
Brief introduction has been given to the multi-electrode arc welding technology,including Tandem arc welding,3-electrode MAG high speed horizontal fillet welding process,plasma-MIG welding,C-TIG,double-electrode GMAW,arcing wire GTAW,Tri-arc DE welding process,cross arc welding process.Based on the different forms of coupling,these welding technologies are classified to three categories:a total of workpiece end arc welding process,a total of torch end arc welding process and cross arc welding process.And makes expectation of the development trend of multi-electrode arc welding technology.
multi-electrode arc;welding;research status;development trend
TG456.9
C
1001-2303(2017)09-0006-06
10.7512/j.issn.1001-2303.2017.09.02
本文参考文献引用格式:张瑞英,蒋凡,陈树君.多电极电弧焊接技术的研究现状及展望[J].电焊机,2017,47(06):6-11.
2017-04-26
国家自然科学基金资助项目(51375021);国家科技重大专项(2014zx04001-171)
张瑞英(1987—),女,在读博士,主要从事等离子弧焊接等方面的研究。E-mail:happyzhangruiying@163.com。
