35CrMo调质钢超窄间隙MAG焊接头组织分析
2018-01-03郭嘉琳万文峰张富巨张国栋
郭嘉琳 ,万文峰 ,张富巨 ,3,张国栋
(1.武汉大学动力与机械学院,湖北武汉430072;2.林肯电气管理(上海)有限公司,上海201907;3.武汉纳瑞格智能设备有限公司,湖北武汉430223)
35CrMo调质钢超窄间隙MAG焊接头组织分析
郭嘉琳 1,万文峰 2,张富巨 1,3,张国栋 1
(1.武汉大学动力与机械学院,湖北武汉430072;2.林肯电气管理(上海)有限公司,上海201907;3.武汉纳瑞格智能设备有限公司,湖北武汉430223)
介绍在低温预热条件下35CrMo调质钢厚板的超窄间隙MAG环缝对接焊的设备与工艺。通过焊接接头的金相观察、硬度测量和拉伸试验,分析其组织分布和力学性能。发现焊缝区和热影响区内的微观组织均为细晶形态,硬度值较高。焊接接头的拉伸实验结果表明,断裂均发生在硬度值较低的焊缝区,但对应强度大大高于该焊丝的抗拉强度。应用超窄间隙MAG焊较低热输入焊接工艺,有利于形成细晶粒的焊缝和热影响区组织,能够通过细晶强化大幅度提高熔敷金属的抗拉强度,这对低合金调质高强钢的工艺设计与应用具有重要的参考价值。
超窄间隙焊接;MAG/MIG焊;35CrMo;细晶粒
0 前言
35CrMo钢是一种常用的合金结构钢,主要用于制造受冲、弯、大载荷的重要零部件。该钢淬透性良好,通常经过调质处理后使用。根据IIW推荐的碳当量计算公式可得,35CrMo钢的碳当量值高达0.7以上,该钢焊接的冷裂纹倾向大,焊接性差[1-2]。
大厚板35CrMo钢在传统焊接工艺下,需要较高的预热温度并进行焊后热处理以避免产生裂纹。采用较低的焊接热输入,可有效控制焊缝及过热区的晶粒长大,形成强韧兼优的细晶组织。因此在避免冷裂纹的前提下,较低的焊接热输入是焊接此类高淬透性调质高强钢的可行选择[3-4]。
超窄间隙MAG焊具有更高的焊接生产率、更高的焊接接头承载能力、更低的焊接残余应力、更低的焊接生产成本,是焊接该类厚板及特厚板的较好选择[5-6]。为研究超窄间隙MAG焊工艺技术的广泛应用特性,本研究尝试在60℃~80℃低温预热,无层温控制、无焊后热处理的工艺条件下,对78 mm厚调质态的35CrMo钢进行了环缝超窄间隙MAG对接焊,并观察分析焊接接头的微观组织、抗拉强度和硬度分布。
1 焊接材料及坡口尺寸
35CrMo钢属于中碳低合金结构钢,其主要化学成分见表1。材料供货状态为调质态,屈服强度Rel>537 MPa,抗拉强度 Rm>689 MPa。依据经验,较低热输入的超窄间隙MAG焊焊态的焊缝强度通常都会大幅度提高,因此选择低强匹配的直径为1.2 mm的ER50-6焊丝,其主要化学成分见表2。

表1 35CrMo钢化学成分%

表2 ER50-6焊丝化学成分%
大径厚壁管直径为355 mm,壁厚78.5 mm,加工超窄间隙坡口尺寸如图1所示。
2 焊接工艺参数
主要焊接工艺参数如表3所示。第一道焊缝为打底焊,为防止烧穿,采用较低一些的热输入,加上特殊的小幅电弧摆动,在根部间隙为6~7 mm、钝边高度为2.5±0.5 mm的条件下,实现了全熔透自由成型工艺下的单面焊双面成型;第2~17道为填充层焊缝,14~15 kJ/cm的焊接热输入实现了兼顾层间和侧壁间的良好熔合,以及5 kg/h以上较高的熔敷速度。焊接电源采用Fornius的TPS-5000,气体采用φ(Ar)80%+φ(CO2)20%,气体流量 20 L/min。

图1 超窄间隙焊接坡口尺寸
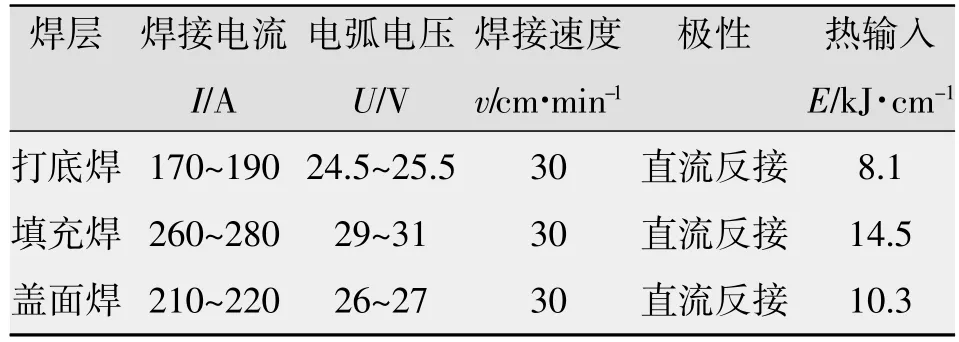
表3 主要焊接工艺参数
3 焊缝接头的宏观分析及硬度分布
取焊件圆周方向的任意横切面,冷加工方法切割成75 mm×69 mm×10 mm的金相试样,将截面磨平、抛光后,使用4%的硝酸酒精腐蚀获得焊缝接头的金相样品。焊接接头宏观照片如图2所示,逐层的焊缝表面中凹十分显著,说明两侧壁达到母材熔点温度的高度远高于焊缝中心,这有利于两侧壁的冶金熔合;逐层焊缝厚度均匀,说明每层的熔敷速度均匀;焊缝区层间的热影响区和母材区的热影响区尺寸都很均匀,说明焊接热输入均匀稳定;母材焊接热影响区很窄,平均宽度低于1.5 mm,显示了较低的热输入对母材的损伤范围很小;整体未见有明显的工艺缺陷。
在焊件厚度方向的中部进行了微观硬度测量,结果如图3所示。焊缝区硬度分布较均匀,平均硬度为254 HV,略低于母材平均硬度272 HV。热影响区硬度高于焊缝区和母材,最高值为370 HV,出现在距离焊缝中心4.5 mm处。

图2 焊接接头宏观金相

图3 焊缝接头横向硬度分布
35CrMo钢的淬透性极好,无论是按照基于t8/5热影响区最高硬度公式计算,还是按照基于碳当量的热影响区最高硬度公式计算,其理论维式最高硬度均在600 HV以上;本试验最高370 HV,平均约340 HV,说明较低的热输入对抑制调质高强钢淬火区的硬化脆化具有显著的效果。本试验是在60℃~80℃低温预热、无层温控制条件下进行的,若再提高一些预热温度和层间温度,抑制硬化脆化的效果将会更好。不完全正火区未见明显低于母材的软化区,正火区的硬度高于母材和淬火区是缘于该区极细的晶粒尺寸。
4 焊接接头的微观组织分析
焊接接头各区微观组织如图4所示。
焊缝区的微观组织为典型的等轴晶+柱状晶铸态组织,与传统工艺技术不同的组织特征有以下四个方面:一是等轴晶区通常仅在焊缝中心一个区域,本试验出现在两个区域,即焊缝中心区域和焊缝与两侧熔合线相邻的区域,焊缝中心等轴晶区较宽,与两侧熔合线相邻的区域较窄;二是等轴晶粒细小;三是等轴晶晶内和柱状晶晶内均为非常细小的针状铁素体;四是柱状晶一次晶轴方向很短,枝晶很不发达。从熔合线开始,随着逐步远离焊缝中心,热影响区内依次出现淬火区细小的板条马氏体(见图4c)、正火区极细小铁素体+极细小珠光体(见图4d),不完全正火区细小铁素体+细小珠光体+未长大的块状铁素体(见图4e)。母材为回火索氏体(见图4f),全区未发现异常组织。
由图4还可直观比较焊接接头各区晶粒大小。正火区(见图4d)和不完全正火区(见图4e)内的微观组织晶粒比母材调质态的组织(见图4f)晶粒要细小得多。等轴晶区(见图4a)、柱晶区(见图4b)和淬火区(见图4c)内组织比较小,加热阶段的A晶粒尺寸很小。焊缝区和HAZ晶粒细小是超窄间隙MAG焊接头焊态组织有别于传统弧焊工艺技术的又一显著特征,这得益于超窄间隙MAG焊较低的热输入、极小的熔池体积和特厚板极快的散热能力,焊件在高温区停留时间很短,A晶粒根本来不及长大。
5 焊接接头的强度试验
对上述工艺下的超窄间隙MAG焊焊态焊接接头进行了拉伸试验,试验数据如表4所示,断裂位置均位于焊缝区,如图5所示。
由拉伸试验结果可知:一是该试验结果与接头的硬度分布完全吻合,焊缝区的平均硬度比母材区低18 HV,且接头各区中只有焊缝区最低,理应断裂于该区;二是硬度试验未见不完全正火区的软化现象,三个试件均未断裂于该区,证明了较低热输入工艺对抑制调质钢HAZ的软化十分有效;三是使用抗拉强度为550 MPa的焊丝,焊态焊缝的抗拉强度平均升高了221 MPa(因为全部断裂于焊缝区,相当于全焊缝金属的拉伸试验,见图5),这充分证明了较低热输入下焊缝区产生极高比例、极细晶粒尺寸的针状铁素体,具有很强的细晶强化作用,这是超窄间隙MAG焊独有的技术优势之一。
6 结论
(1)低温预热、较低热输入、无层温控制的超窄间隙MAG焊新工艺技术,能成功焊接淬透性高的中碳低合金调质35CrMo钢,其焊态的接头组织和强度优异,尤其是使用低强度的焊丝能够焊出强度大幅度提升的焊缝,对于热处理高强钢工艺设计和应用时选择塑性韧性储备更高的低强匹配焊丝,具有重要的指导价值。

图4 焊接接头各区晶粒大小比较
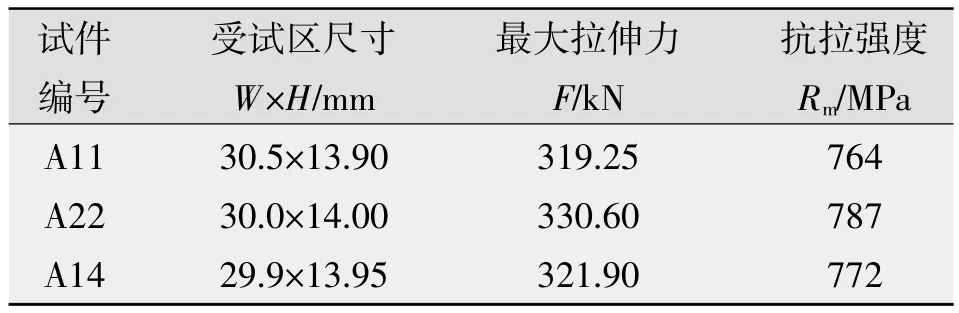
表4 355CrMo超窄间隙MAG焊焊态接头拉伸试验

图5 拉伸试件的断裂位置
(2)较低热输入的超窄间隙MAG焊新工艺技术对于抑制调质高强钢热影响区内的硬化脆化和软化都具有十分显著的有益作用。
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[2]张文越.焊接冶金学[M].北京:机械工业出版社,1995.
[3]倪艳敏.调质状态下35CrMo钢的焊接[J].工艺与检测,2005(2):50-52
[4]谭金明.35CrMo焊接工艺实践[J].兵器装备工程学报,2007,28(6):71-74.
[5]张富巨,郭嘉琳,张国栋.厚板常用弧焊工艺的技术和经济特性比较[J].电焊机,2017,47(5):144-149.
[6]张富巨,郭嘉琳,张国栋.三种窄间隙焊接技术的特性比较与应用选择[J].电焊机,2017,47(6):23-28.
Microstructure of tempering 35CrMo welded joint by UNG-MAG welding process
GUO Jialin1,WAN Wenfeng2,ZHANG Fuju1,3,ZHANG Guodong1
(1.SchoolofPowerandMechanicalEngineering,WuhanUniversity,Wuhan430072,China;2.LincolnElectricCompany,Shanghai 201907,China;3.Narrowgap Intelligent Equipment Co.,Ltd.,Wuhan 430223,China)
In this paper,introduced the equipment and the principle parameters in Ultra-Narrow Gap MAG Welding process applied for tempering 35CrMo circumferential welding,and then analyzed the microstructures and the mechanical performance via metallographic observation and hardness measurement of the welded joint.Finally,the results of tensile test on welds indicated that fracture occurred in welds which had minimum hardness,however corresponding strength was much higher than the tensile strength of the welding wire.It can be obtained that the application of ultra-narrow gap MAG welding lower heat input welding process,is conducive to the formation of fine grain of the weld and heat affected zone organization,through fine grain strengthening significantly improve the tensile strength of deposited metal,which has important reference value for the design and application of the technology of low alloy high-strength tempering steel.
UNG welding;MAG welding;35CrMo;fine grain
TG444+.7
A
1001-2303(2017)09-0024-04
10.7512/j.issn.1001-2303.2017.09.05
本文参考文献引用格式:郭嘉琳,万文峰,张富巨,等.35CrMo调质钢超窄间隙MAG焊接头组织分析[J].电焊机,2017,47(09):24-27.
2017-09-10
国家自然科学基金资助项目(51305308)
郭嘉琳(1978—),女,博士,讲师,主要从事焊接过程数值模拟及优化、窄间隙焊接方面的研究。E-mail:guojialin2005@126.com。
