电阻点焊应变式压力传感器弹性体的设计及应用
2018-01-03
(西北工业大学凝固技术国家重点实验室摩擦焊接陕西省重点实验室,陕西西安710072)
电阻点焊应变式压力传感器弹性体的设计及应用
翁福娟,张 勇,叶 武,周昀芸,滕 辉
(西北工业大学凝固技术国家重点实验室摩擦焊接陕西省重点实验室,陕西西安710072)
针对电阻点焊压力的在线监测,根据电阻点焊电极受力分析结果,提出通过缩短压力传感器与电极间的安装距离、减少受力不平衡带来的测量误差的方法。设计可直接安装在下电极及其电极握杆之间的应变式压力传感器,并对其弹性体进行设计计算。测试结果表明,该传感器能够实时测量电阻点焊过程中的电极压力,及时响应点焊熔核形成过程压力的瞬时变化,可间接预测熔核大小、监测焊接过程中的飞溅。
电阻点焊;压力传感器;弹性体;飞溅
0 前言
在电阻点焊中,电极压力是一个重要的工艺参数。当电极压力过小时,焊接区金属的塑性变形范围和变形程度不足,接触电阻增大,电流密度过大,加热速度增大而塑性环来不及扩展,从而产生严重飞溅;当电极压力过大时,焊接区接触面积增大,总电阻和电流密度减小,散热增加,熔核尺寸减小,甚至造成未熔合、未焊透等缺陷[1]。因此,动态电极压力的在线监测对焊点质量的监控具有重要意义。
目前,测量压力的传感器很多,常用的有压电式和应变式两种。压电材料受力后表面产生电荷,该电荷经电荷放大器和测量电路放大和变换阻抗后就成为正比于所受外力的电量输出,压电式压力传感器即基于此原理。应变式传感器是通过应变计和弹性元件将机械构件的应变或应力转换为电阻的微小变化再进行电量测量的装置,应变计直接粘贴在弹性元件表面,不直接承受压力,因此可将应变计放置于尽可能靠近焊件的位置。C.S.Chien等人[2]采用压电晶体环和应变规传感器测量电极压力,其中压电晶体环传感器安装在接近下电极处。高战蛟等人[3]利用压电环传感器对铝合金电阻点焊过程压力信号进行了研究。罗贤星等人[4]在焊接回路之外安装压电式传感器直接测量受力大小,该方法对焊机改动较大,且传感器离焊件较远,不满足受力平衡条件,测量值与焊件实际受力存在差异。S.A.Gedeon等人[5]采用全桥应变片测量点焊过程上极臂的变形,用于监测点焊的飞溅缺陷。李强等人[6]采用一种安装于气缸内的电阻应变式传感器测量电极压力。潘存海等人[7]采用高灵敏石英应变传感器和与之配套的工业电荷放大器测量电极压力,传感器安装在下电极臂,对焊机改动较小,但传感器距离焊件较远,运动过程受力不平衡对测量结果有影响。
本研究建立了电阻点焊过程中电极的受力模型,设计制作了一种可以直接安装在焊接回路中的电阻点焊压力测试专用的应变式传感器,分析该传感器在监测熔核形成过程及焊接飞溅缺陷的应用。
1 电阻点焊电极受力模型
典型的气动式电阻点焊机受力情况如图1所示。
在机头上升和下降过程,机头本身受力不平衡,发生变速运动,若加速度为a(方向向下为正),根据牛顿第二定律,机头下压时,有

式中 m为活塞以下机械构件的质量;G为活塞以下机械构件的重力;FC为扣除气缸中密封零件造成的损失后,气缸作用在活塞杆上的推力;Ff为活塞杆导向衬套内,活塞杆受到的摩擦力。
机头上升时,有

摩擦力Ff与活塞杆和活塞导向衬套间压力FN、接触面的摩擦系数f有关。FN则可根据力矩平衡关系求得,即

图1 气动式点焊机电极受力分析Fig.1 Electrode force analysis of pneumatic spot welding machine

式中 l为活塞杆轴线与电极轴线间的距离;h为活塞在导向衬套内的高度。
可见由于气缸轴与电极轴不再同一直线,活塞杆与活塞导向衬套间的压力将随电极压力变化而变化,摩擦力Ff也将随之变化,此时有

将式(4)代入式(1)和式(2),可得机头下压时的电极压力为

机头上升时的电极压力为

由式(5)和式(6)可知,气缸压力 FC、摩擦力 Ff与加速度a是影响焊接压力的主要因素。通过测量气缸压强来间接评估焊接过程中工件所受压力的方法,实际上只反映了气缸压力FC的变化,而未考虑其他因素的影响,测量误差较大。
为了提高测量精度,应尽可能将传感器放置在电极轴线上,满足力矩平衡关系;且传感器应尽可能靠近被焊工件,这样测试位置与电极端面间机械构件的质量减少,从而在动态压力测试过程中,由加速度a带来的测量误差相应减少。
2 电阻点焊专用压力传感器弹性体的设计
根据上述分析结果,设计电阻点焊专用压力测试传感器如图2所示,主要由弹性体、应变片、密封圈和保护罩等组成。传感器通过其内锥面和外锥面分别与点焊机的下电极和下电极握杆相连,满足力矩平衡条件,又通过缩短传感器与电极间的安装距离,减少由加速度a带来的测量误差。焊接时,电极压力使弹性体产生应变,测量应变的大小即可得到被焊工件的受力情况。

图2 压力传感器的组成及结构Fig.2 Structure of the force sensor
传感器弹性体采用与电极握杆相同的H62铜合金材料。测试应变片粘贴在弹性体中部外壁,此处横截面积最小,应力分布较均匀,可获得最大的应变,从而提高传感器的测量灵敏度。测试应变片粘贴位置的截面积不能太小,其尺寸设计是传感器弹性体设计的关键,必须保证弹性体在受到最大轴向应力时不发生塑性变形。
为保证弹性体卸载后能够恢复初始状态,弹性体所受最大轴向应力必须小于H62黄铜的弹性极限。H62黄铜的力学性能如表1所示。

表1 黄铜H62室温下的力学性能Table 1 Mechanical properties of H62
取安全系数 n=1.5,则许用应力[σ]为

弹性体所受应力大小为

式中 d为中空弹性体内径;D为中空弹性体外径。
根据所测电极压力的最大值及冷却水通道直径,即可由式(8)求得弹性体的最小外径。
为使应变计粘贴部位应力分布比较均匀,其高度不能太小,对于空心圆柱体弹性体,高度H设计一般为

式中 L为应变片基底的长度。
3 传感器的测试及应用
3.1 传感器的测试
电极压力传感器的测试采用NA-200-4型气动式交流电阻点焊机。不通电空程运行时不同压力下的测试结果如图3所示。
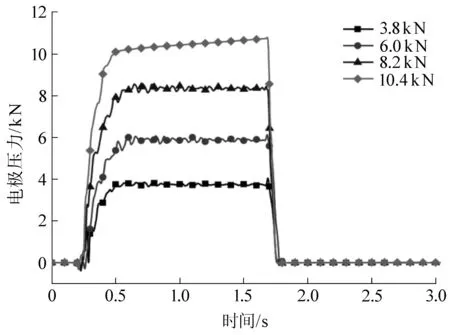
图3 不通电空程时电极压力的测试结果Fig.3 Test results of electrode pressure with no current
由图3可知,随着电极压力的增加,测试得到的压力信号增大,压力从开始施压到达到稳定阶段的时间越长。上述结果反映了测试点焊机储气能力不足,且气源较远,不能及时补充高压气体的实际情况。
设定电极压力5.0 kN、焊接电流8.1kA、通电时间0.3 s条件下,焊接两层1.5 mm厚低碳钢板无飞溅时,压力传感器输出信号与焊接电流的测试结果如图4所示。
由图4可知,在通电电流上升阶段,焊接区金属受热体积膨胀,电极压力随之逐渐升高;随着通电时间延长,开始形成熔化核心并快速增大,促使上电极随之向上位移,电极压力也随之快速升高;随着加热过程的继续,当通电时间超过约0.2s后,由于熔化金属进一步增多,熔核周围塑性环进一步扩大,使得焊接区金属软化面积增大,电极压力随之下降;切断焊接电流后,点焊熔核即进入快速冷却结晶过程,焊接区金属体积收缩,并使电极压力也进一步减小;当点焊熔核冷却结晶过程结束后,焊接区金属体积达到稳定状态,电极压力逐渐恢复平稳。

图4 焊接两层1.5 mm厚低碳钢板测试结果Fig.4 Welding test results of 1.5mm thick low carbon steels
上述结果表明,所设计的传感器能够及时响应电阻点焊熔核形成过程压力的瞬时变化。
3.2 传感器在监测熔核形成及飞溅中的应用
电阻点焊过程中,任何一个因素的变化都会影响焊接区热输入和形核过程,进而使得在焊接阶段的电极压力呈现动态变化,因此采集压力信号可用于监控熔核形成及焊接质量。
在NA-200-4型交流点焊机上,设定电极压力5.0 kN、通电时间0.2 s,改变焊接电流,焊接2 mm+2 mm 30CrMnSi钢板,测得的压力信号曲线及结合界面焊点情况如图5所示。
由图5可知,30CrMnSi钢板点焊时的电极压力曲线在通电初期逐渐升高,然后在通电阶段中后期达到峰值,随后下降。随着焊接电流的增加,熔核直径逐渐增大,当电流为8.3 kA时,出现严重飞溅。
计算通电初期压力上升率和通电后期压力下降率发现,随着焊接电流的增加,通电初期压力上升率及通电后期压力下降率都逐渐增大。分析认为:通电初期,焊接电流产生的焦耳热,使得焊接区金属受热膨胀并逐渐熔化形成熔核,电极压力增大,曲线上升;且焊接电流越大,金属受热膨胀越快,熔化越多,熔核越大,压力曲线上升率越大。通电后期,随着通电时间的延长,输入热量增加,熔核熔化金属增多,塑性环及热影响区扩大,焊接区金属抗塑变能力变小,电极压力下降;且焊接电流越大,熔核金属熔化量越多,塑性环及热影响区扩展越大,即焊接熔核越大,电极压力下降率越大。当焊接电流增大到一定程度,导致熔核生长速度大于其周围的塑性环扩展速度,熔核熔化金属会冲破塑性环的约束而形成严重飞溅;液态金属快速飞出后,在电极压力作用下熔核被迅速压缩,压力快速下降。由式(5)、式(6)电极下降及上升时的受力模型可知,电极压力在下降时需减去摩擦力,上升时需加上摩擦力,因此当出现严重飞溅时,电极压力有一个明显的变化过程(见图5d)。
综上所述,采用本研究设计的电极压力传感器能够判断焊接区金属的熔化量,间接预测熔核大小,并可监测焊接飞溅。
4 结论
(1)气缸压强、活塞杆与导向衬套间的摩擦力以及加速度是引起气动式电阻点焊电极压力变化的三个主要因素,通过缩短压力传感器与电极间的安装距离,可减少因受力不平衡带来的测量误差。
(2)安装在下电极与下电极握杆之间的中空方式应变式压力传感器,其弹性体中空截面积和高度是设计的关键。
(3)设计的传感器能够及时响应点焊熔核形成过程压力的瞬时变化,可用于间接预测熔核大小、监测焊接过程飞溅。

图5 不同焊接电流条件下2 mm+2 mm 30CrMnSi钢板点焊测得的圧力曲线及结合界面焊点情况Fig.5 Pressure curve and the bonding interface solder joint situation of 2 mm+2 mm 30CrMnSi steel plate underdifferent welding current
[1]赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2005.
[2]Chien C S,Kannatey Asibu,Jr E.Investigation of monitoring systemsforresistancespotwelding[J].WeldingJournal,2002,81(9):195-199.
[3]高战蛟,罗震,单平,等.基于LabVIEW铝合金点焊电流和电极压力监控系统的研究[J].焊接设备与材料,2006,35(5):44-46.
[4]罗贤星,邓黎鹏,张晨曙,等.铝合金点焊过程中影响因素的特征判识与熔核尺寸的评估[J].焊接学报,2005,26(7):37-43.
[5]Gedeon S A,Sorensen C D,Ulrich K T,et al.Measurement of dynamic electrical and mechanical properties of resistance spot welds[J].Welding Journal,1987,66(12):378-385.
[6]李强,张军,白立来,等.电阻点焊电流和压力信号的在线测量[J].电焊机,2012,42(6):87-91.
[7]潘存海,郭士林,杜素梅,等.电阻点焊过程多传感器实时监测[J].仪表技术与传感器,2009(2):5-7.
Design andapplication ofthe elastomer ofresistance spot weldingstraintype pressure sensor
WENG Fujuan,ZHANG Yong,YE Wu,ZHOU Yunyun,TENG Hui
(Shaanxi Key Laboratory of Friction Welding Technologies,State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi'an 710072,China)
For the online monitoring of electrode force in resistance spot welding,according to the force analysis results,a method making use of shortening the mounting distance between the pressure sensor and electrode to reduce the measurement error caused by the unbalanced force is proposed.A strain type pressure sensor which can be directly arranged between the lower electrode and the electrode holder is designed,and the design and calculation of its elastomer are completed.The test results show that the sensor can measure the electrode pressure in the resistance spot welding process in real time,timely response to the transient changes of pressure in nugget formation process,indirectly predict the size of the nugget and monitor the splash during the welding.
resistance spot welding;pressure sensor;elastomer;splash
TG438.2
A
1001-2303(2017)09-0001-05
10.7512/j.issn.1001-2303.2017.09.01
本文参考文献引用格式:翁福娟,张勇,叶武,等.电阻点焊应变式压力传感器弹性体的设计及应用[J].电焊机,2017,47(01):1-5.
2017-04-07
国家自然科学基金资助项目(51275418);陕西省重点科技创新团队项目(2014KCT-12);陕西省科技统筹创新工程计划项目(2012HBSZS021)
翁福娟(1990—),女,硕士,主要从事电阻点焊质量控制的研究。E-mail:wengfuj@163.com。
