选区激光熔化成型316L不锈钢微观组织及拉伸性能分析
2018-01-03刘鹏宇蔡伟军肖梦智张瑞华屈岳波
尹 燕 ,刘鹏宇 ,路 超 ,蔡伟军 ,肖梦智 ,3,张瑞华 ,屈岳波
(1.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;2.中国钢研科技集团有限公司,北京100081;3.阳江市五金刀剪产业技术研究院,广东 阳江529533)
选区激光熔化成型316L不锈钢微观组织及拉伸性能分析
尹 燕 1,刘鹏宇 1,路 超 1,蔡伟军 1,肖梦智 1,3,张瑞华 2,3,屈岳波 2,3
(1.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;2.中国钢研科技集团有限公司,北京100081;3.阳江市五金刀剪产业技术研究院,广东 阳江529533)
选区激光熔化技术在复杂零部件的制造领域显示出强大的优势,但打印件的组织与综合性能还有待于进一步优化。采用选区激光熔化技术制备了316L不锈钢的拉伸试样,分析了试样不同区域的组织特征,测试了其拉伸力学性能。结果表明,其组织形貌主要为胞状晶,但在某些“微熔池”内晶粒生长方向不相同,近乎于相互垂直,从而在同一视野中呈现出典型的细小柱状晶(亚晶)和近似六边形“胞晶”共存的组织特征。试样的抗拉强度与传统工艺相比有较大提高,但延伸率有所降低。这主要是由于选区激光熔化是快速熔化与冷却凝固的过程,其选区熔化的特征使得不同区域的激光入射角度、选区熔化扫描方式、“熔池”散热条件各不相同,导致不同区域呈现复杂的结晶过程,形成不同特征的微区组织。由于冷却速度较快,所得细小柱状晶的直径为亚微米级,致密分布,显著提高了材料的抗拉强度。但由于晶粒生长明显的方向性,使得拉伸过程中晶粒在不同方向的塑性变形不均匀,相互牵制,加之熔合线界面处不可避免的内应力,导致延伸率降低。
选区激光熔化;不锈钢;微观组织;拉伸性能
0 前言
金属3D打印技术是新近发展起来的一种增材制造技术[1-2]。其中激光3D打印又称选区激光熔化成形,是通过计算机控制高能激光作为能量源,对原始粉体进行逐层选区熔化成形,最终形成任意形状的三维零部件[3]。一般不需要或很少需要热处理强化或二次熔浸等辅助工艺,可以成形复杂形状的零部件,包括金属、合金以及金属基复合材料[4]。近年来,诸多研究单位利用选区激光成形工艺制备了具有良好综合性能的金属或合金块体材料和零件,特别是得益于高能激光器的不断发展,成形W和Ta等难熔金属材料也成为可能[5-6]。因此,金属选区熔化技术在复杂形状零部件的制造领域显示出强大的优势,但金属制备件的组织和综合力学性能还有待于进一步优化[7]。
金属的组织结构决定其使用性能,弄清选区激光熔化过程中金属的微区结晶行为,通过适当调节工艺,优化成形过程中的组织结构,是提高金属打印件综合性能的根本。本研究采用选区激光熔化技术制备了316L不锈钢的拉伸试样,研究其微观组织和拉伸力学性能,分析了不同区域的组织特性、形成机理及其对拉伸力学性能的影响,以期为金属打印件的组织与性能控制探寻试验与理论依据。
1 试验设备、材料和方法
1.1 试验设备和仪器
试验采用的选区激光熔化设备为激光快速成型机SLM-280,此设备主要包含成型室与循环净化、成型缸与活塞驱动、精密光路与激光器、铺粉系统、控制柜及配套软件等功能模块系统。扫描速度100~7 000 mm/s范围内可调,成型精度达±0.1 mm,打印层厚20~80 μm。系统拥有高速、高精度的振镜扫描单元以及精准的激光功率控制器,保证在扫描范围内的激光斑点功率密度几乎一致。采用材料万能拉伸试验机测试拉伸力学性能,采用Quanta FEG450型场发射扫描电镜观察显微组织。
1.2 试验材料及工艺参数
打印原材料为-200~+600目316L不锈钢粉末,表1为粒度分布及松装密度,表2为选区激光熔化工艺参数。

表1 316L不锈钢粉末粒度分布及松装密度Table 1 Particle size distribution and loose packed density of 316L stainless steel powder
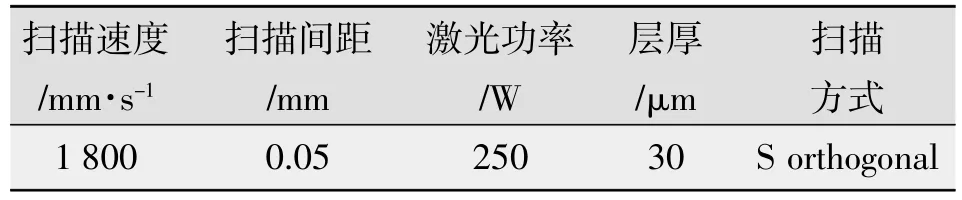
表2 选区激光熔化工艺参数Table 2 Selective laser melting process parameters
2 试验结果和讨论
2.1 组织及形貌特征
试样垂直于激光扫描方向的SEM二次电子组织形貌低倍照片如图1所示。从图1中可看到清晰、细小的鱼鳞状界面,其形成原因主要是由于3D打印过程中,激光光斑逐点熔化粉末颗粒形成的“微熔池”依次由点到线、由线到面,再由面到体凝固重叠所致。由图1可知,虽然打印过程中激光光斑形状和尺寸是恒定的,但不同“微熔池”凝固后的形貌不完全相同。呈现出熔合线平直拉长和较大幅度凸起两种不同的形貌特征,且大小不一。分析认为,这主要是由于打印过程中温度积累、粉层金属粉末颗粒分布不均匀及散热条件的变化导致不同“微熔池”表面张力改变所致。

图1 选区激光熔化成型试样宏观组织Fig.1 Macrostructure oftheselective lasermelting forming sample
通过放大观察发现,3D打印试样不同区域的组织分布主要呈现出3类典型形貌特征。第一类结晶形貌的SEM形貌照片如图2所示。由图2可知,组织特征为典型的胞状结晶形貌。图2b与图2c所示为选区熔化过程中形成的胞状晶,“微熔池”内细小柱状晶即亚晶的直径约为0.3~0.5 μm,晶粒间结合紧密,沿垂直于熔合线或与熔合线成一定夹角进行择优生长。分析认为,其结晶方式是以熔合区为基底的非均匀形核结晶生长,在“微熔池”内,熔池中的热量主要通过基底与已凝固的部分向基板扩散,在垂直于扫描方向有很大的过冷度,因此形成了如图2所示的结晶形貌。
激光选区熔化两个结合层之间的熔合线呈现弧形,这是由选定的高斯激光模式所致,高斯激光模式中间能量最高,两端逐渐降低,由于能量不同,对熔化区的深度会造成一定影响,因此两个结合层之间呈现弧形。
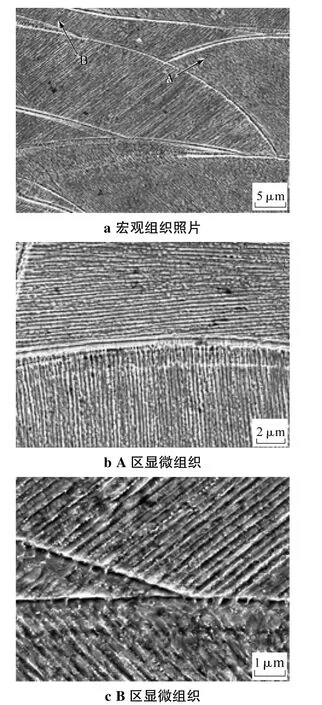
图2 第一类结晶形貌照片Fig.2 Firstkindofmicrostructureofthelaserselectmelting forming
图3为第二类结晶形貌的SEM照片,图3a和3b为不同放大倍数的宏观组织照片,图3c为C区组织局部放大图,图3d为D区组织局部放大图。从图中可看出,该区域的组织特征与图2一致,均为胞状结晶形貌,但细小柱状晶的方向发生了变化。首先,同一“微熔池”内出现了不同角度的生长方向,互相形成了大角度晶界。“微熔池”受激光模式的影响在熔池表面存在表面张力梯度,在表面张力梯度的作用下熔池内发生对流,在这个过程中流动的熔流一方面会造成熔池的部分变形,另外一方面改变了散热方向,造成同一个“微熔池”内显示出不同的生长方向(见图3b)。由于细小柱状晶生长方向的不同导致耐蚀性有所差异,因此在相同的腐蚀条件下,腐蚀程度不同,从而使照片中呈现出不同的亮暗区,如图3a中的C区、D区;其次,在相邻“微熔池”之间细小柱状晶呈现出显著的外延生长特性,分析认为由于激光能量较高,熔化上一层细小柱状晶形成熔合区,由于作用时间极短,熔合区上残留了一些细小柱状晶的特征,并且固液界面前沿存在着很大的正温度梯度,一般不会出现形核现象。“微熔池”内部的金属液便以残留的细小柱状晶特征为衬底进行外延生长,就形成如图3b所示的组织形貌。

图3 第二类结晶形貌照片Fig.3 Second kind of microstructure of the laser select melting forming
第三类结晶形态的SEM照片如图4所示。

图4 第三类结晶形貌照片Fig.4 Third kind ofmicrostructure of the laser select melting forming
对比图2、图3、图4可知,在第三类结晶形态中除了典型的胞状晶(图4a中的E区),也出现了胞晶织形貌,尺寸在亚微米级别,且这两种组织形貌出现于同一“微熔池”内(图4a中的F区、H区),但其分布规律不同于典型的铸锭三晶区的分布规律[7]。分析认为,图4中出现的胞晶为细小柱状晶的截面,胞晶形状近似六边形,具有最小的界面能,晶粒处于相对稳定的平衡状态。通过观察可以发现图4b周围的温度受激光照射角度、铺粉不均等影响,温度场发生变化,引起固液界面前沿的温度梯度发生变化,向利于枝晶的方向发展,但受到整体过冷度的影响呈现出强制晶体生长的结晶现象,便出现了图4b中的胞状树枝结晶的组织形貌。
2.2 物相分析及微区成分
选区熔化成型试样的XRD谱如图5所示,由图5可知,316L粉末经激光选区熔化成型后其组成相为奥氏体。
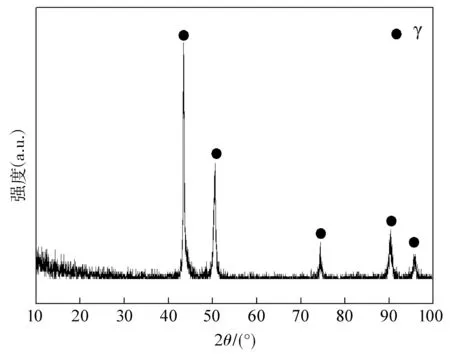
图5 试样XRD谱Fig.5 XRD pattern of the sample
典型区域的微区成分EDS线分析结果如图6所示。由图6可知,在所分析的微区,虽然组织形貌在表象上有差异,但并未出现成分偏析的现象。
从XRD谱和能谱微区分析结果可见,316L不锈钢粉末经快速选区激光熔化成形后,组织为单相奥氏体,与常规方法相同。
2.3 拉伸力学性能分析
在相同条件下对3组试样进行拉伸试验,图7为典型的拉伸应力-应变曲线,拉伸力学性能如表3所示。由图7可知,试样在拉伸过程中未出现明显的屈服平台。

表3 拉伸件力学性能Table 3 Tensile properties
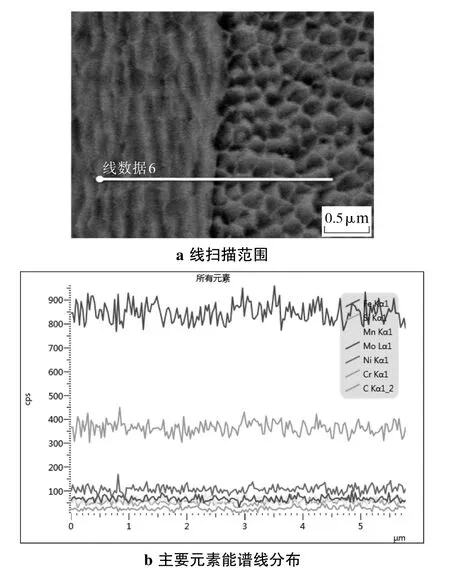
图6 典型微区能谱线分析结果Fig.6 Result of micro-zone EDS analysis
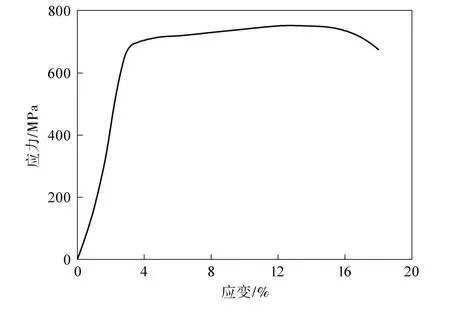
图7 316L拉伸应力-应变曲线Fig.7 Tensile curves of 316L steel
由表3可知,激光选区熔化成形316L的屈服强度为667.10 MPa,最高抗拉强度为752.98 MPa,延伸率为18.20%,与普通的316L不锈钢相比,强度明显升高。拉伸强度的提高归功于细小晶粒的致密排列。但由于细小柱状晶生长具有明显的方向性,力学性能不可避免的出现各向异性。拉伸过程中,不同方位晶粒沿拉伸方向的塑性变形能力不一致,会产生相互牵制,使得材料的整体变形不均匀,导致塑性下降。另一方面,激光选区熔化成型件由众多尺寸微小的凝固点相互叠加而成,形成了大量的鱼鳞状界面。与常规铸、轧态材料相比,除了晶界外又多出了大量熔合线,界面处不可避免的内应力也会导致材料拉伸强度升高。
2.4 室温断口分析
不同放大倍数下的拉伸断口形貌如图8所示,由图8a可见断口相对平齐,但存在明显的撕裂棱,经放大后可观察到明显的韧窝,见图8c。这表明激光选区熔化成形316L不锈钢拉伸断裂为韧性断裂。

图8 拉伸断口形貌Fig.8 Tensile fracture morphology
3 结论
(1)激光选区熔化成形件主要为胞状结晶形态,微熔池内部的细小的柱状晶直径约为0.3~0.5 μm,断面呈近似六角形。
(2)组织形貌呈现3类典型特征:打印初期层面中,同一微熔池内细小柱状晶的生长方向一致,以熔合区为基底沿垂直于熔合线或与熔合线成一定的夹角进行择优生长;随着打印层数增加,同一微熔池内的亚晶受散热方向的影响,互相形成了大角度晶界进行生长;第三类形貌中由于细小柱状晶的位向不同,断面呈现近似六角的形状,且部分细小柱状晶有向枝晶发展的趋势,受过冷度的影响,生长受到限制。
(3)与常规方法制备的316L不锈钢相比,激光选区熔化成形件的拉伸强度较高,但塑性略微下降,源于其特殊的组织结构。
(4)激光选区熔化成形件拉伸过程中呈现韧性断裂模式。
[1]魏青松,文世峰.粉末激光熔化增材制造技术[M].武汉:华中科技大学出版社,2013:1-11.
[2]吴怀宇.3D打印:三维智能数字化创造[M].北京:电子工业出版社,2014:30-75.
[3]康凯.选区激光成形用18Ni-300粉末特性及成形件组织结构的研究[D].重庆:重庆大学,2014.
[4](美)胡迪·利普森,梅尔芭·库曼.3D打印:从想象到现实[M].北京:中信出版社出版社,2014:1-98.
[5]Rehme O,Emmelmann C.Reproducibility for properties of selective laser melting products[C]//Proceedings of the Third International WLTConference on Lasers in Manufacturing.2005:1-6.
[6]孙晓.选区激光成形用IN718合金粉末特性及成形件组织结构的研究[D].重庆:重庆大学,2014.
[7]崔忠圻,覃耀春.金属学与热处理[M].北京:机械工业出版社,2007:32-59.
Microstructure and tensile properties of selective laser melting forming 316L stainless steel
YIN Yan1,LIU Pengyu1,LU Chao1,CAI Weijun1,XIAO Mengzhi1,3,ZHANG Ruihua2,3,QU Yuebo2,3
(1.State Key Laboratory of Advanced Processing and Recyclingof Nonferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China;2.China Iron&Steel Research Institute Group,Beijing 100081,China;3.Hardware Knife Cut Industrial Technology Research Institute Yangjiang,Yangjiang 529533,China)
The selective lasermelting technology shows greatadvantagesin the field of manufacturing of complex parts,but the organization and the comprehensive performance of a printed copy remains to be further optimized.Specimens of 316L stainless steel is fabricated by selective laser melting technology,the microstructure characteristics of different regions are analyzed,the tensile mechanical properties are tested.The results show that the morphology is mainly columnar crystal,but in some"micro pool"the grains growth directions are not the same,and almost perpendicular to each other,which shows the organizational characteristics of coexistence of typical fine columnar crystals(subgrain)andhexagonal"cellularcrystal"inthesamefieldofvision.Comparingwiththetraditionaltechnology,thetensilestrength of specimen greatly improves,but the elongation decreases.This is mainly due to the selective laser melting process is rapid melting and solidification,the selective melting features makes the laser incident angle in different regions,selective melting scan method and"pool"cooling conditions vary,which leads to complicated crystallization process in different regions and forms micro area organizations with different characteristics.Because of fast cooling speed,the diameter of fine columnar crystal is submicron,and dense distribution,which significantly enhances the tensile strength of material.However,due to the obvious directionality of grain growth,the plasticity deformation of grains in different directions in the process of drawing is not uniform and restrains each other,additionally the inevitable internal stress on the interface of fusion line,resulting in a reduce in elongation.
selective laser melting;stainless steel;microstructure;tensile properties
TG456.7
A
1001-2303(2017)09-0069-06
10.7512/j.issn.1001-2303.2017.09.14
本文参考文献引用格式:尹燕,刘鹏宇,路超,等.选区激光熔化成型316L不锈钢微观组织及拉伸性能分析[J].电焊机,2017,47(09):69-74.
2017-06-11
广东省2015年省前沿与关键技术创新专项资金(重大科技专项)项目资助(2015B010123002);阳江市2015年度新型研发机构建设、工程技术研究开发中心建设、企业实验室专项资金项目资助(2015019);阳江2016年科技发展专项资金(协同创新与平台环境建设方向)资助(2060502);兰州理工大学学生科技创新基金资助项目(S20)、“广东省”扬帆计划引进创新创业团队专项资助(2015YT02G090)
尹 燕(1973—),女,博士,教授,主要从事高效率焊接和先进激光加工技术的研究。E-mail:yinyan@lut.cn。
