SIZER软件在自动堆焊机控制系统设计中的应用
2018-01-03
(河海大学机电工程学院,江苏常州213022)
SIZER软件在自动堆焊机控制系统设计中的应用
桂鹏千,田松亚,杨 柱,李晓波
(河海大学机电工程学院,江苏常州213022)
膜式水冷壁广泛应用于锅炉工业中,但由于在其工作环境中高温烟气对水冷壁产生高温腐蚀及气流磨损,需要在水冷壁表面堆焊一层耐热、耐蚀材料。为了保证获得低稀释率的堆焊焊缝,采用立向下焊接工艺。设计了水冷壁自动堆焊设备,包括用于将水冷壁铅直固定的管排架和焊接平台所在的门架,门架顶部的电机带动装有焊接平台的横梁上下运动,完成从上往下的焊接操作,同时焊接平台在横梁电机驱动下作左右运动,完成水冷壁的整个表面堆焊。焊接前,通过焊接平台上的1个旋转电机和2个微调电机调整焊枪位姿;焊接过程中,传感器反馈焊枪距水冷壁左右、前后的距离,两个微调电机调整焊枪与水冷壁的距离,使焊枪始终跟踪所需的焊接位置。该设备使用8个电机来实现焊枪的多轴运动,需要构建驱动系统和控制系统。根据各机构机械运动的要求,采用SIZER软件配置驱动系统和控制系统,获得各电气元器件的型号和设备技术数据,为自动堆焊设备的研制打下基础。
膜式水冷壁;自动堆焊;驱动系统;控制系统;SIZER
0 前言
膜式水冷壁是用扁钢和钢管依次焊接而成的管屏,可以简化锅炉炉墙结构、减轻质量,用在对流段能减少排烟热损失,提高热效率,故水冷壁在工业锅炉中得到大力推广[1]。但是工作环境中的高温烟尘和气流会导致水冷壁表面磨损及高温腐蚀,影响膜式水冷壁的工作寿命,所以在其受热面堆焊一层特殊的耐热、耐蚀材料极为重要[2]。
采用传统热喷涂技术(如火焰喷涂等)获得的喷涂层与基体一般为机械结合,喷涂层与基体的结合强度低,所以在工作中喷涂层可能会剥落;采用堆焊技术获得的堆焊层与基体为冶金结合,耐热材料和基体材料结合紧密,降低了堆焊层在使用过程中的脱落倾向,因此可以采用堆焊技术在水冷壁表面堆焊一层耐热、耐蚀的合金层。而人工堆焊不仅劳动强度大、工作效率低,而且焊接质量难以保证,所以采用自动堆焊技术。
目前,国内外对堆焊的研究主要集中在堆焊合金层的性能[3-4]、堆焊过程中的温度场及焊接变形[5-6]、堆焊工艺优化[7],或者是针对具体工件设计焊接专机。于宗海[8]针对球形封头设计了自动堆焊专机进行自动堆焊。白洁等人[9]设计了一台用于复杂齿形曲面的自动堆焊设备,该设备采用6轴运动控制,在齿形曲面上堆焊一层厚5 mm的合金层,该合金层形状可控,堆焊曲面成形准确、光顺饱满。上述文献都是针对特有产品进行的设备研发,且待焊产品尺寸都相对较小,需要实现的运动也较为简单。而水冷壁的尺寸很大,待堆焊面由平面和曲面组成,焊枪行走的轨迹复杂,需要8轴运动,机械结构更加复杂。目前国内外对水冷壁自动堆焊的研究很少,因此需要设计针对水冷壁的自动堆焊设备。
实现水冷壁的自动堆焊需要设计机械系统、驱动系统和控制系统。机械系统由固定水冷壁的井架和实现焊枪多轴运动的门架组成;驱动系统由8个电机组成,以实现焊枪的多轴运动;在控制系统中,采用PLC进行逻辑控制、SIMOTION进行运动控制。SIZER软件作为SIEMENS公司开发的一款驱动系统配置工具软件,能够对电机、减速箱、变频器、运动控制器等进行选型,因此在驱动系统和控制系统的设计中,可以利用SIZER软件对电气元器件进行选择、配置,以得到合适的方案。
1 机械系统
1.1 机械结构的设计
膜式水冷壁的规格为长10m、宽1m,由17根φ38×5×10 000的钢管和 17 根 22×5×10 000的扁钢组成。为了获得低稀释率的堆焊层,采用立向下焊接工艺。需要设计管排架用于将水冷壁铅直安放,管排架固定在井架,焊接平台安装在横梁上,随着安装在门架上的滚珠丝杠一起上下运动。
井架:将水冷壁固定安装在管排架上,通过管排架起吊水冷壁后,管排架被铅直安装、固定在一个井架上。水冷壁安装完毕后的示意如图1所示,其中气缸分别用于管排架前后、左右的夹紧。
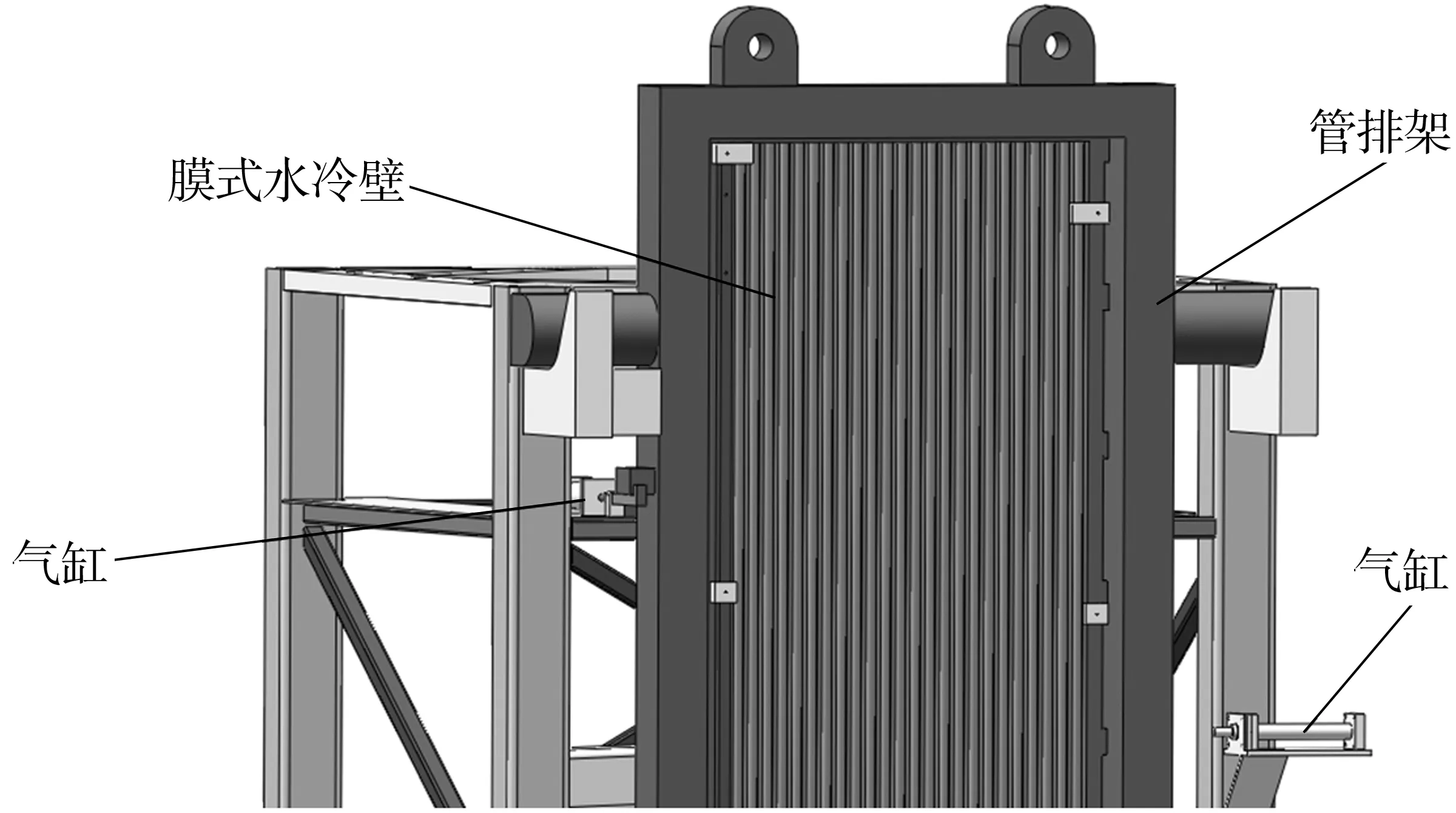
图1 井架
门架:完成井架设计后,再设计门架机构,用于实现焊接平台及焊枪的多轴运动,门架机构如图2所示。整个门架高7 500 mm,横梁在门架上的有效行程为6 000 mm,采用对水冷壁先堆焊一半,然后再堆焊另一半的方式进行焊接,这样既有利于整个门架的运动,又能提高整个门架的刚度。

图2 门架
1.2 焊枪多轴运动的实现
整个门架和门架上的局部机构可以通过电机驱动实现焊枪上下、前后、左右以及旋转等多轴运动。门架机构中共使用8个电机,其中电机1为底部电机,电机2、3为垂直电机,电机4为横梁电机,电机5为齿轮电机,电机6、7为微调电机,电机8为摆动电机。
在焊接前后需要吊装管排架,电机1驱动门架前后移动,给工件吊装让出足够空间;在焊接过程中,为了实现从上向下的自动堆焊,门架顶部的电机2和电机3驱动丝杠转动,带动横梁和焊接平台一起上下移动,完成焊接操作;从上向下完成一道焊缝后,横梁上面的电机4通过驱动丝杠转动,带动焊接平台左右运动,使焊接平台位于下一待焊面处。由于待焊面由平面和圆弧面组成,焊接过程中要求焊枪处于基本垂直于待焊面的状态,所以焊枪需要转动以调整焊枪姿态,焊枪的转动由电机5驱动,转动顺序如图3所示。焊枪位于A处时垂直于扁钢,并焊接扁钢;完成A道焊缝后,焊枪顺时针旋转45°,使焊枪位于B处(B处为扁钢与钢管的相贯线);完成B道焊缝后,焊枪顺时针旋转15°,使焊枪位于C处(C代表钢管左边所有的焊缝);完成C道焊缝后,焊枪逆时针旋转60°,使焊枪位于D处(D处为钢管中间并垂直于钢管的地方);完成D道焊缝后,焊枪逆时针旋转60°,使焊枪位于E处(E代表钢管右边所有的焊缝);完成E道焊缝后,焊枪顺时针旋转15°,使焊枪位于F处(F处为扁钢与钢管的相贯线);完成F道焊缝后,开始下一周期的焊接。钢管直径38 mm,周长119.32 mm,焊枪摆动幅度约20 mm,所以焊枪转动角度约为60°,转动5次后,可以完成对钢管表面的堆焊。
横梁上的电机动作带动焊接平台运动到合适位置后,焊接平台上电机 6(X)、电机 7(Y)控制焊枪作前后、左右运动,调整焊枪与水冷壁的距离,与电机5配合完成焊枪位姿调节。因为膜式水冷壁尺寸很大,不可避免地会出现变形,所以需要安装传感器实时获取焊枪的跟踪数据,调整X、Y方向的电机根据所获得的数据作出相应响应,调整焊枪与水冷壁的距离。这2个电机焊接前具有微调作用,焊接过程中具有跟踪调节作用。电机8通过凸轮传动机构实现焊枪高速摆动,完成焊接。焊接平台如图4所示。

图3 焊枪姿态改变顺序(A-B-C-D-E-F)
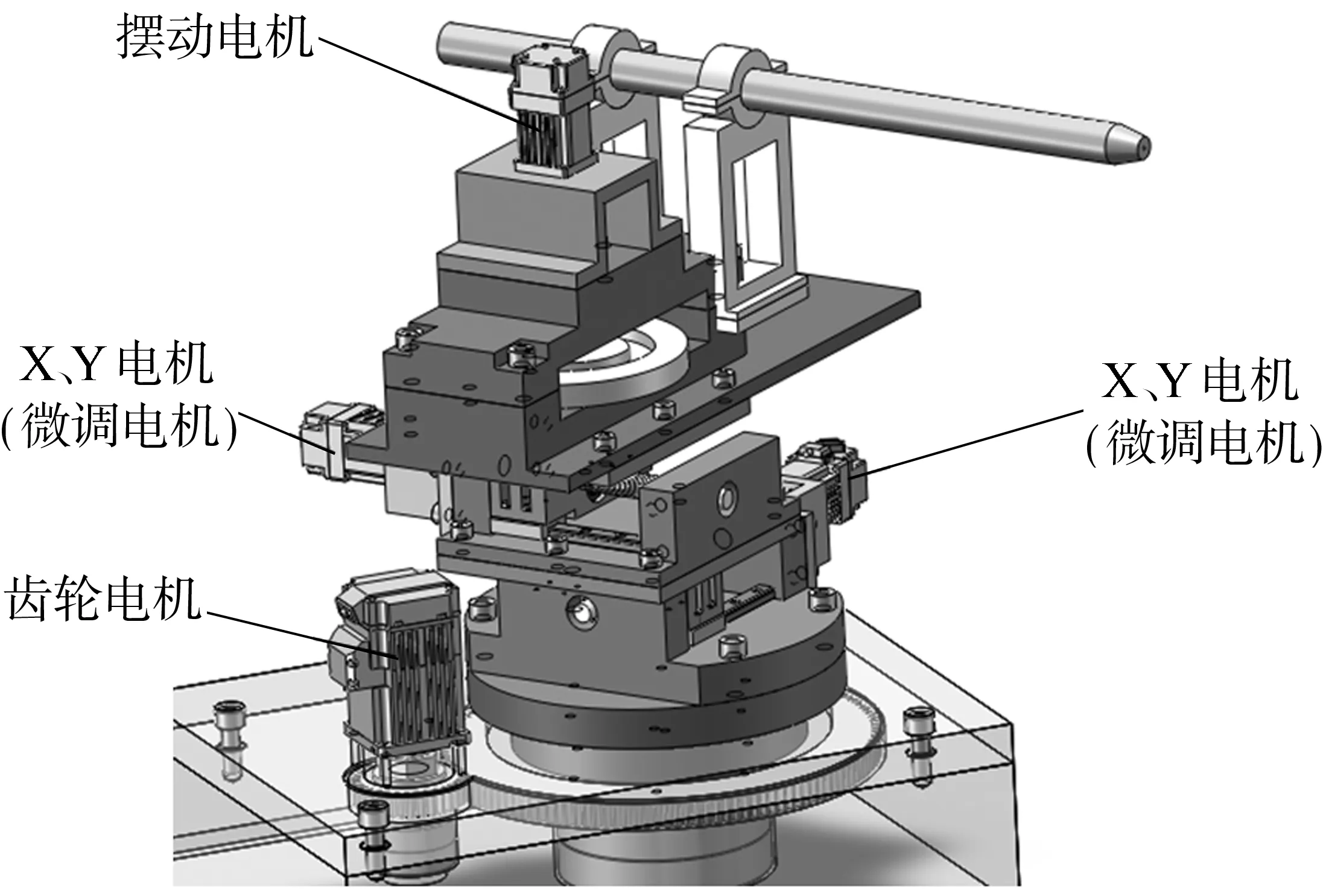
图4 焊接平台
1.3 运动参数确定
上述机械结构中所选用的丝杠参数如表1所示。

表1 丝杠型号及其参数
在门架底部,采用电机驱动梯形丝杠使门架整体前后移动,门架整体质量mmj=10 000 kg,摩擦系数μmj=0.2,门架运动距离为1 m,运动时间为2 min,其中门架加减速运动时间各为1 s,匀速运动时间118 s,扭矩为 1.216 N·m,门架总转动惯量为3.76×10-5kg·m2,减速比为 28。
横梁在门架上的移动距离为6 500 mm,焊接过程中的横梁移动速度为900 mm/min,运动总时长为7.2min;空载时横梁移动速度为1500mm/min,运动总时长为4.3 min,电机的启动和制动时长均为1 s,扭矩为0.095 N·m,横梁总转动惯量为8.824×10-5kg·m2,减速比为 20。
焊枪摆动幅度20 mm,横梁上的滚珠丝杠导程6 mm,焊接平台行走速度600 mm/min,启动和制动时间均为0.2 s,运动总时长1.2 s,扭矩0.01 N·m,平台总转动惯量 5.26×10-6kg·m2,减速比为 20。
在调整焊枪姿态的齿轮传动机构中,大齿轮分度圆直径为264 mm,齿数为132,小齿轮分度圆直径为66mm,齿数为33,模数都为2。焊枪1s内需旋转 60°,即大齿轮旋转 60°,小齿轮旋转 240°,电机启动和制动时间都为0.2 s,扭矩为0.018 N·m,转动惯量为 1.77×10-5kg·m2,减速比为 40。
因为X、Y电机在焊接过程中需要对传感器的反馈信息作出实时响应,调整焊枪位置,所以该处电机需响应快,以达到实时调整的目的,现设计电机的启动和制动时间为0.05 s,扭矩为0.037 N·m,转动惯量为 3.25×10-5kg·m2。
焊枪摆动频率为16 Hz,因为电机难以在1 s内实现16次换向,所以设计一平面盘形凹槽凸轮,电机不用换向即可实现焊枪的高频摆动。该电机启动和制动时间均为2 s,扭矩为0.28 N·m,转动惯量为5.6×10-3kg·m2。凸轮的转速为 16 r/s,基圆半径为20mm,升程为20mm,即焊枪的摆动宽度为20mm。
2 SIZER应用
2.1 通过SIZER软件配置驱动系统
确定上述运动参数后,利用SIZER配置驱动系统,并选择各电机型号,如表2所示。
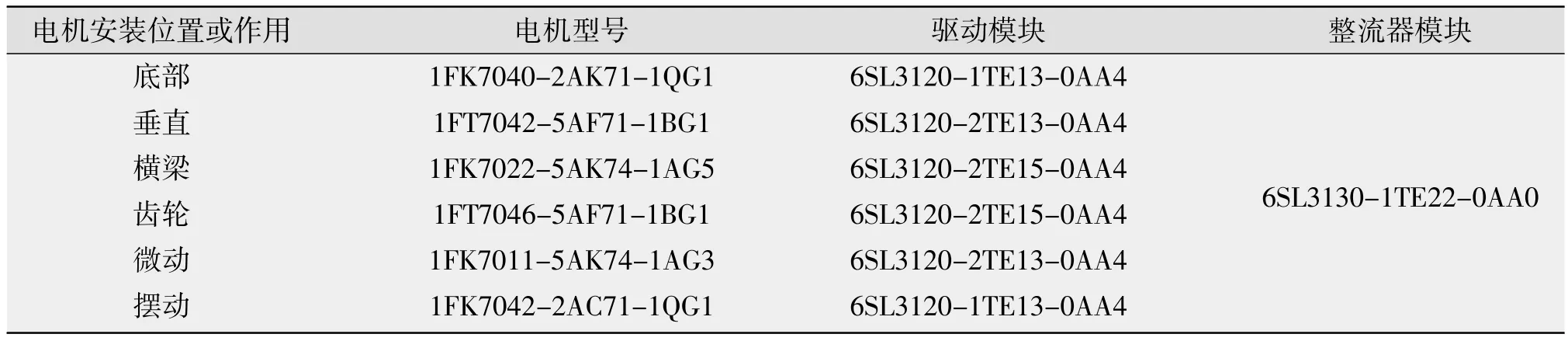
表2 SIZER电机及相关元器件选型
底部电机、摆动电机和另外6个电机没有关联性,且距离远,所以这2个电机的电机模块选用单电机模块;门架顶部的2个电机需完全同步,共用1个双电机模块;横梁上的电机与调整焊枪姿态的电机共用1个双电机模块;调整焊枪X、Y方向的2个电机共用1个双电机模块。所选用的整流器模块都为6SL3130-1TE22-0AA0。
2.2 通过SIZER软件配置控制系统
选择SIMOTION D435-2DP/PN运动控制系统进行配置,此时CPU使用率达138%,在实际中该情况不可能发生,因此选择添加新的控制单元CU320-2DP。经过合理配置,SIMOTION D435-2DP/PN的CPU使用率降至72%,同时CU320-2DP的CPU使用率为53%,因为系统周期对SIMOTION D435-2DP/PN的使用性能有影响,为了充分利用SIMOTION D435-2DP/PN的性能以及保证其稳定工作,选择系统周期为0.75 ms。
对驱动系统和控制系统配置完毕后,可以通过Results查看项目中的设备技术数据。
2.3 电气控制拓扑图
根据SIZER配置的驱动系统和控制系统画出电气控制拓扑图,如图5所示。PC/PG、HMI等通过工业以太网与SIMOTION、CU320进行通讯,继而通过电机模块控制电机。

图5 电气控制拓扑图
3 结论
(1)设计的机械结构通过电机驱动实现了焊枪的多轴运动,提高了自动化程度,减少了人工参与,提高了生产率。
(2)利用SIZER软件对电机等相关电气元器件进行选型,并配置驱动系统和控制系统,获得该设备电气零件技术数据。
[1]张宪,赵章风,王扬渝,等.电站锅炉膜式水冷壁管屏自动焊接生产线设计研究[J].制造技术与机床,2005(2):43-46.
[2]汪耕米.膜式水冷壁的保护技术[J].冶金设备,2000(6):21-24.
[3]孙焕焕,刘爱国,孟凡玲.堆焊Inconel625合金的锅炉膜式水冷壁组织和性能[J].材料热处理学报,2013(34):96-99.
[4]Janusz Adamiec.High temperature corrosion of power boiler components cladded with nickel alloys[J].Materials Characterization,2009,60(10):1093-1099.
[5]王为术,陈飞,刘美玲,等.电站锅炉膜式水冷壁温度场特性的数值计算[J].水力电力机械,2007,29(12):23-27.
[6]张宪,杨文岗,钟江,等.膜式水冷壁对称单元GMAW多焊道焊接工艺参数与变形的关系[J].焊接学报,2012,33(5):82-86.
[7]曾豪.锅炉膜式水冷壁堆焊工艺优化[D].上海:上海交通大学,2009.
[8]于宗海.球形封头自动堆焊数字模型的建立[J].焊接学报,2003,24(3):68-71.
[9]白洁,冯和永,崔东冉,等.复杂曲面零件自动堆焊制造技术研究[J].焊接技术,2014,43(11):80-81.
Application of SIZER in the design of automatic welding machine control system
GUI Pengqian,TIAN Songya,YANG Zhu,LI Xiaobo
(College of Mechanical and Electronic Engineering,Hohai University,Changzhou 213022,China)
Membrane wall has been widely applied in boiler industry,but it is corroded and worn by the high temperature flue gas and the airflow in the working environment,so a layer of heat resistant and corrosion resistant material should be welded on the surface of the membrane wall.In order to ensure low dilution rate,vertical down welding is used.Automatic welding equipment is designed,including pipe racks for fixed membrane wall straight and the frame with the beam driven by the motors on the top of the frame to move from top to down.In the meantime,the welding platform is driven by the motors on the beam to move from left to right,and then complete surfacing of the membrane wall.Before welding,the welding torch gesture is adjusted by a rotating motor and two adjusting motors on the welding platform.In welding,the distance between the welding torch and the membrane wall is detected by sensors and adjusted by the two adjusting motors in order to track the welding position.The device uses eight motors to achieve multi-axis motion of the torch,which requires the construction of drive system and control system.According to the requirements of the mechanical movement,the SIZER software is used to configure the drive system and control system,technical data of all electrical components in the equipment are achieved,and foundation is laid for the production of the automatic welding equipment.
membrane wall;automatic surfacing;drive system;control system;SIZER
TG409
A
1001-2303(2017)09-0034-05
10.7512/j.issn.1001-2303.2017.09.07
本文参考文献引用格式:桂鹏千,田松亚,杨柱,等.SIZER软件在自动堆焊机控制系统设计中的应用[J].电焊机,2017,47(09):34-38.
2017-01-17;
2017-03-17
桂鹏千(1991—),男,在读硕士,主要从事焊接自动化的研究。E-mail:guipengqian@163.com。
